

- 1.0Auswahl des richtigen Werkzeugs zum Schneiden von Bewehrungsstahl
- 2.0So verwenden Sie einen manuellen Bewehrungsschneider (Notfall-/Kleindurchmesseranwendungen)
- 3.0So verwenden Sie eine Trennsäge (Standardmethode vor Ort)
- 4.0So verwenden Sie eine Bewehrungsschneidemaschine (Stapelverarbeitung)
- 5.0So verwenden Sie eine Metallbandsäge (Präzision/Stapelstapelung)
- 6.0Sicherheit geht vor: Wichtige Betriebsrichtlinien
- 7.0Fehlerbehebung: Häufige Probleme und Lösungen
- 8.0Abschluss
- 9.0FAQ: Häufige Fragen zum Bewehrungsschneiden
Das Schneiden von Bewehrungsstahl ist ein grundlegender Prozess im Baugewerbe, im Maschinenbau und in anderen Branchen. Entscheidend ist die Auswahl des richtigen Werkzeugs basierend auf Bewehrungsdurchmesser, Produktionsvolumen, Präzisionsanforderungen und Baustellenbedingungen. Dabei müssen die richtigen Verfahren befolgt werden, um Schneideffizienz, Schnittqualität und Bedienersicherheit zu gewährleisten.
1.0Auswahl des richtigen Werkzeugs zum Schneiden von Bewehrungsstahl
Die Effizienz und Anwendungsmöglichkeiten der verschiedenen Werkzeuge unterscheiden sich erheblich. Die Auswahl des richtigen Werkzeugs für Ihre Anforderungen ist entscheidend, um geringe Produktivität oder minderwertige Schnitte zu vermeiden.
1.1Manuelle Bewehrungsschneidewerkzeuge (Notfall-/Kleindurchmesseranwendungen)
- Kernwerkzeuge: Manueller Bewehrungsschneider (Maulöffnung ≤ 18 mm), Hochleistungs-Bolzenschneider
- Am besten für: Glatte oder verformte Stangen ≤ 16 mm, einzelne/gelegentliche Schnitte oder Notarbeiten ohne Strom
- Vorteile: Tragbar, kein Strom erforderlich, einfach zu bedienen
- Einschränkungen: Arbeitsintensiv, langsam (30–60 Sekunden pro Schnitt), nicht geeignet für Bewehrungsstäbe mit großem Durchmesser
1.2Tragbare elektrische Schneidgeräte (Flexibilität vor Ort)
- Kernwerkzeuge: Trennsäge (mit 350 mm Trennscheibe), Winkelschleifer (mit 125 mm Trennscheibe)
- Am besten für: Bewehrungsstahl ≤ 25 mm, Längenanpassungen vor Ort oder verstreute Verarbeitungsaufgaben
- Vorteile: Mobil, schnelles Schneiden (5–10 Sekunden pro Balken), geringe Gerätekosten
- Einschränkungen: Raue Kanten (Nachschleifen erforderlich), hoher Lärm (100–120 dB), erzeugt Funken und Hitze
1.3Bewehrungsschneidemaschinen (Großserienverarbeitung)
- Kernwerkzeuge: Hydraulische Bewehrungsschneider auf Tisch- oder Ständermontage (max. Kapazität ≤ 60 mm)
- Am besten für: Chargenschneiden (≥ 50 Stäbe/Stunde), Bewehrungsstahl mit großem Durchmesser oder hoher Festigkeit (z. B. HRB400/HRB500), typisch für Bewehrungsstahllager oder Fertigteilwerke
- Vorteile: Extrem schnell (1–2 Sekunden pro Takt), glatte Schnitte, hohe Automatisierung
- Einschränkungen: Groß und fest (erfordert eigenen Platz), nicht geeignet für nicht runde Bewehrungsprofile
1.4Metallbandsägen (Präzisions-/Großdurchmesseranwendungen)
- Kernwerkzeuge: Horizontale oder vertikale Metallbandsägen (Blattbreite: 27–41 mm; Zahnteilung: 3–6 mm)
- Am besten für: Bewehrungsstahl mit großem Durchmesser (≥ 30 mm), legierter Bewehrungsstahl oder Aufgaben, die eine hohe Präzision erfordern (Rechtwinkligkeitsfehler ≤ 0,1 mm)
- Vorteile: Geringe Schnittspannung (vermeidet Verformungen der Bewehrungsstäbe), saubere Schnitte (keine Nachbearbeitung erforderlich), bewältigt unregelmäßige Querschnitte
- Einschränkungen: Langsam (15–30 Sekunden pro Schnitt), höhere Gerätekosten, erfordert Kühlmittel, nicht ideal für schnelle Arbeiten vor Ort




2.0So verwenden Sie einen manuellen Bewehrungsschneider (Notfall-/Kleindurchmesseranwendungen)
Am besten geeignet für einfache oder verformte Bewehrungsstäbe mit einem Durchmesser von bis zu 16 mm – insbesondere, wenn kein Strom verfügbar ist.
2.1Vorbereitung und Positionierung
- Messen Sie die Länge des Bewehrungsstabs und markieren Sie die Schnittlinie deutlich mit einem Marker.
- Legen Sie den Bewehrungsstahl in die Backen des Schneiders und richten Sie die markierte Linie mit den Backenklingen aus. Stellen Sie sicher, dass die Achse des Bewehrungsstahls senkrecht zu den Backen steht, um schräge Schnitte zu vermeiden.
2.2Kraft anwenden
- Halten Sie beide Griffe des Schneiders fest und üben Sie einen gleichmäßigen Druck aus (vermeiden Sie plötzliche, übermäßige Krafteinwirkung, da dies die Griffe verbiegen oder dazu führen kann, dass der Bewehrungsstahl unvorhersehbar bricht).
- Bei dickeren Bewehrungsstäben (14–16 mm) den Druck in 2–3 Schritten ausüben: leicht drücken, kurz innehalten, dann weitermachen, bis der Bewehrungsstab glatt bricht.
2.3Schritte nach dem Schneiden
- Entfernen Sie das abgeschnittene Bewehrungssegment und reinigen Sie die Schnittkante mit einer Drahtbürste von Graten (verhindert Kratzer an den Händen bei der Handhabung).
- Überprüfen Sie die Schneidbacken auf Verschleiß, Stumpfheit oder Absplitterungen. Schärfen Sie die Klingen bei Bedarf mit einer Schleifscheibe, um die Schneidleistung aufrechtzuerhalten.

3.0So verwenden Sie eine Trennsäge (Standardmethode vor Ort)
Am besten für Bewehrungsstäbe mit einem Durchmesser von bis zu 25 mm geeignet – häufig verwendet für flexibles Schneiden vor Ort.
3.1Vorabprüfung und Vorbereitung
- Überprüfen Sie das Netzkabel auf Isolationsschäden und vergewissern Sie sich, dass die Säge ordnungsgemäß geerdet ist (um einen Stromschlag zu vermeiden).
- Überprüfen Sie die Schleifscheibe auf Risse, Absplitterungen oder Verschleiß. Ziehen Sie die Flanschmutter mit 5–8 N·m an, um eine exzentrische Drehung zu vermeiden.
- Entfernen Sie brennbare Materialien (z. B. Farbdosen, Acetylenflaschen) im Umkreis von 1,5 m um den Arbeitsbereich. Bringen Sie eine V-Klemme an, um die Bewehrung zu sichern.
3.2Sichern und Markieren
- Legen Sie den Bewehrungsstab in die V-Klemme und passen Sie seine Position so an, dass die Schnittlinie mit der Bahn der Schleifscheibe übereinstimmt.
- Ziehen Sie die Klemme fest, bis sich der Bewehrungsstab nicht mehr horizontal verschieben kann (verhindert Schnittabweichungen während des Betriebs).
3.3Beginnen Sie mit dem Schneiden
- Halten Sie den Hauptgriff (zur Leistungsregulierung) und den Zusatzgriff (für Stabilität) der Säge fest. Schalten Sie die Säge ein und warten Sie, bis das Sägeblatt die volle Drehzahl erreicht hat (≈ 2800 U/min, 3 Sekunden Leerlaufzeit zur Bestätigung der Stabilität).
- Führen Sie das Rad mit gleichmäßiger Geschwindigkeit (5–8 mm/s) in den Bewehrungsstahl ein. Wenden Sie dabei keine Gewalt an (so wird eine Überhitzung oder ein Bruch des Rades vermieden).
- Verringern Sie die Vorschubgeschwindigkeit, wenn der Schnitt 1/5 des Bewehrungsdurchmessers erreicht (verhindert, dass die Bewehrung abrupt bricht). Stoppen Sie sofort, wenn ungewöhnliche Funken auftreten (z. B. plötzliches Aufhellen oder ungleichmäßige Verteilung).
3.4Reinigung nach dem Schneiden
- Schalten Sie die Stromversorgung aus und warten Sie, bis die Schleifscheibe vollständig zum Stillstand gekommen ist (≈ 10 Sekunden), bevor Sie die Bewehrung berühren.
- Entgraten Sie die Schnittkante mit einer Feile oder Drahtbürste. Entfernen Sie Metallspäne aus dem Arbeitsbereich (verhindert Abrutschen). Überprüfen Sie das Rad. Ersetzen Sie es, wenn der Verschleiß mehr als 1/3 der ursprünglichen Dicke beträgt.
4.0So verwenden Sie eine Bewehrungsschneidemaschine (Stapelverarbeitung)
Am besten geeignet für einfache oder hochfeste Bewehrungsstäbe (z. B. HRB400/HRB500) mit Durchmessern ≥ 20 mm – ideal für Aufgaben mit hohem Volumen.
4.1Maschineneinrichtung
- Überprüfen Sie den Hydraulikölstand (muss 2/3 der Tankskala erreichen) und die Temperatur (≤ 45 °C; niedriger Ölstand oder hohe Temperatur verringern den Schneiddruck).
- Führen Sie einen Leerlauftest durch: Aktivieren Sie die Maschine, um zwei vollständige Klingenzyklen durchzuführen und eine gleichmäßige Bewegung ohne Blockieren oder ungewöhnliche Geräusche sicherzustellen.
- Kalibrieren Sie den Anschlag mit einer Bewehrungsprobe in Standardlänge (Fehler ± 0,5 mm), um einheitliche Schnittlängen sicherzustellen.
- Passen Sie den Klingenhub an: Stellen Sie die maximale Abwärtsdistanz auf (Bewehrungsdurchmesser + 2 mm) ein, um übermäßigen Klingenverschleiß zu vermeiden.
4.2Stapelschneiden
- Führen Sie den Bewehrungsstahl in die Maschine ein, bis er den Anschlag berührt. Ist der Bewehrungsstahl gebogen (Durchbiegung > L/500, wobei L = Länge des Bewehrungsstahls), richten Sie ihn zunächst gerade aus, um die Rechtwinkligkeit zum Sägeblatt sicherzustellen.
- Drücken Sie den Fußschalter, um die Klinge zu aktivieren. Nach dem Schneiden kehrt die Klinge automatisch in ihre Ausgangsposition zurück.
- Führen Sie Qualitätskontrollen durch: Überprüfen Sie 3 zufällig ausgewählte Bewehrungsstäbe pro 50 Schnitten auf Längengenauigkeit (zulässiger Fehler ± 1 mm). Bei Abweichungen ist der Anschlag neu zu kalibrieren.
- Sammeln Sie fertige Bewehrungsstäbe auf einem speziellen Gestell (vermeidet kollisionsbedingte Verformungen).
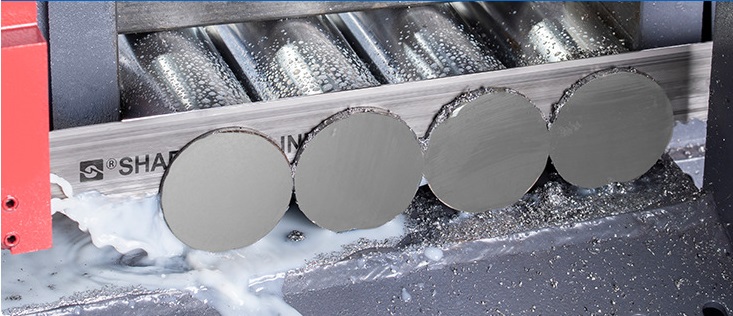
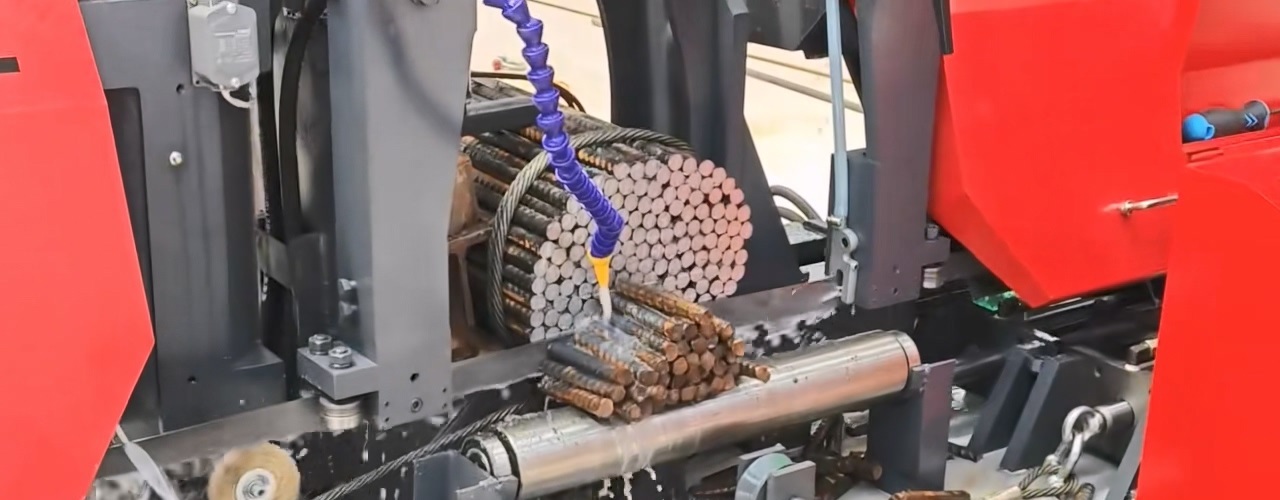
5.0So verwenden Sie eine Metallbandsäge (Präzision/Stapelstapelung)
Am besten geeignet für Bewehrungsstäbe mit großem Durchmesser (≥ 30 mm) oder aus Legierungen – ideal für Präzisionsschnitte oder Stapelvorgänge.
5.1Maschinenvorbereitung
- Wählen Sie das richtige Sägeblatt: Sägeblätter aus Schnellarbeitsstahl (HSS) für Standardbewehrungsstahl (Q235B); Sägeblätter mit Hartmetallspitze (WC-Co ≥ 94%) für legierten Bewehrungsstahl (HRB500E).
- Passen Sie die Zahnteilung des Sägeblatts an die Bewehrungsstabgröße oder Stapelhöhe an (z. B. 3 mm Teilung für Bewehrungsstäbe mit Φ30–50 mm; 4,5 mm Teilung für Bewehrungsstäbe oder Stapel mit Φ50–80 mm).
- Installieren Sie einen verbreiterten V-Block (Breite ≥ 200 mm) und Seitenanschläge, um gestapelte Bewehrungsstäbe zu sichern (verhindert seitliches Verschieben).
5.2Parameteranpassung
- Stellen Sie die Blattspannung auf 25–30 N/mm² ein; erhöhen Sie sie für gestapeltes Schneiden um 10–15% (verbessert die Blattsteifigkeit, um Verformungen zu vermeiden).
- Passen Sie die Schnittgeschwindigkeit an: 6–10 m/min für Standard-Bewehrungsstahlstapel; 4–6 m/min für legierten Bewehrungsstahl (reduziert die Schnittlast und den Klingenverschleiß).
- Optimieren Sie das Kühlmittelsystem: Erhöhen Sie die Konzentration auf 10–12% und die Durchflussrate auf ≥ 8 l/min. Fügen Sie eine 分流-Düse hinzu, um eine gleichmäßige Kühlmittelabdeckung aller Schnittkanten sicherzustellen (verhindert Überhitzung und Materialanhaften).
5.3Stapelschneideverfahren
- Stapeln Sie nur Bewehrungsstäbe gleichen Durchmessers und gleichen Materials (vermeidet ungleichmäßige Schnittkräfte). Klemmen Sie den Stapel mit einem Anfangsdruck von 5–8 MPa fest, prüfen Sie die Ausrichtung und erhöhen Sie dann den Druck auf 12–15 MPa (stellt sicher, dass kein Verrutschen auftritt).
- Installieren Sie bei Bewehrungsstäben mit einer Länge von mehr als 2 m Mehrpunkt-Stützrollen (Abstand ≤ 1,5 m) (verhindert Durchhängen und Schnittabweichungen).
- Führen Sie einen Probeschnitt (5 mm Tiefe) durch: Stoppen Sie die Maschine und prüfen Sie die Rechtwinkligkeit (≤ 0,1°) und Ebenheit (Fehler ≤ 0,05 mm) des Schnitts. Passen Sie bei Bedarf die Klemme oder die Sägeblattspannung an, bevor Sie mit den Serienschnitten beginnen.
- Beobachten Sie das Sägeblatt während des Betriebs: Halten Sie an und schleifen Sie kleinere Absplitterungen mit einer feinen Schleifscheibe ab; ersetzen Sie das Sägeblatt, wenn die Absplitterungstiefe 1 mm überschreitet.
5.4Letzte Schritte
- Führen Sie Stichprobenkontrollen durch: Überprüfen Sie 3 Stapelgruppen pro Charge (1 oberer und 1 unterer Bewehrungsstab pro Gruppe) auf Längengenauigkeit (± 1 mm) und Schnittqualität.
- Kühlmittelsystem abschalten, Klemme lösen und die geschnittenen Bewehrungsstäbe entnehmen. Kühlmittelreste mit einer Hochdruckpistole abblasen, Kanten entgraten und Bewehrungsstäbe nach Spezifikation sortieren.

6.0Sicherheit geht vor: Wichtige Betriebsrichtlinien
6.1Persönliche Schutzausrüstung (PSA)
- Tragen Sie immerschlagfeste Schutzbrille (schützt vor herumfliegenden Spänen und Funken) und Schnittschutzhandschuhe (verhindert Kratzer und vibrationsbedingte Verletzungen).
- VerwendenOhrstöpsel oder Ohrenschützer wenn der Lärm 85 dB übersteigt (z. B. beim Betrieb einer Trenn- oder Bandsäge).
- Binden Sie lange Haare zurück und vermeiden Sie lose Kleidung/Schmuck (verhindert das Verfangen in beweglichen Teilen).
6.2Gerätebeschränkungen
- Verwenden Sie für Bewehrungsstahl keine Holzbearbeitungs- oder Mauerwerksklingen (unzureichende Härte – anfällig für Brüche und herumfliegende Trümmer).
- Schneiden Sie gehärteten Betonstahl (z. B. vorgespannten Betonstahl, Härte > HRC30) nicht mit hydraulischen Betonstahlschneidern (Gefahr von Klingenabsplitterungen oder Maschinenschäden).
- Schneiden Sie keine legierten Bewehrungsstäbe mit einer Bandsäge ohne Kühlmittel (führt zu schneller Überhitzung und Ausfall des Sägeblatts).
6.3Notfallmaßnahmen
- Klingenbruch: Stoppen Sie die Maschine sofort, gehen Sie mindestens 5 m weg (um herumfliegende Bruchstücke zu vermeiden) und räumen Sie erst auf, wenn alle beweglichen Teile zum Stillstand gekommen sind.
- Elektrische Leckage: Schalten Sie die Hauptstromversorgung aus, trennen Sie das Kabel mit isolierten Werkzeugen und testen Sie das Erdungssystem (Widerstand ≤ 4 Ω), bevor Sie das Gerät neu starten.
- Handschnitte: Spülen Sie die Wunde mit physiologischer Kochsalzlösung, desinfizieren Sie sie mit Jod und suchen Sie bei tiefen Schnittwunden einen Arzt auf (um eine Tetanusimpfung zu erhalten).
7.0Fehlerbehebung: Häufige Probleme und Lösungen
| Problem | Wahrscheinliche Ursache | Lösung |
| Schnitt nicht senkrecht (> 0,5°) | Lose Klemmung, falsch ausgerichtetes Sägeblatt, ungleichmäßiger Vorschub | Klemmen Sie die Bewehrungsstäbe erneut ein, kalibrieren Sie die Klingenausrichtung und verwenden Sie einen Geschwindigkeitsregler für eine gleichmäßige Zufuhr |
| Sägeblatt/Bandsäge verschleißt zu schnell | Falscher Sägeblatttyp, zu hohe Geschwindigkeit, schlechtes Kühlmittel | Durch ein speziell für Bewehrungsstäbe entwickeltes Sägeblatt ersetzen, Geschwindigkeit reduzieren, Kühlmittelkonzentration/-durchfluss anpassen |
| Bewehrungsstäbe verformen sich nach dem Schneiden | Stumpfe Backen, zu hohe Schneidkraft | Backen schärfen, Vorschubkraft reduzieren, Bewehrungsmaterial auf Härteunterschiede prüfen |
| Bandsägen-Schneidstände | Niedrige Blattspannung, zu festes Spannen, niedriger Hydraulikdruck | Blattspannung erhöhen, Klemmdruck reduzieren, Hydrauliköl nachfüllen und Pumpendruck prüfen |
8.0Abschluss
Der Schlüssel zum erfolgreichen Schneiden von Bewehrungsstäben ist Werkzeug-Person-Aufgaben-Kompatibilität + standardisierte Verfahren:
- Notschnitte mit kleinem Durchmesser → Manueller Bewehrungsschneider
- Flexibles Arbeiten vor Ort → Trennsäge
- Großserienbearbeitung → Bewehrungsschneidemaschine
- Präzisions-/Großdurchmesser-/Legierungsbewehrungsstahl → Metallbandsäge
Unabhängig vom Werkzeug sollten Sie vor dem Einsatz stets Kontrollen durchführen, den Prozess genau überwachen und nach dem Einsatz eine gründliche Reinigung durchführen. Die Sicherheit steht stets an erster Stelle, um Effizienz, Qualität und das Wohlbefinden des Bedieners zu gewährleisten.
9.0FAQ: Häufige Fragen zum Bewehrungsschneiden
F: Wie wähle ich das richtige Schneidwerkzeug für meinen Bewehrungsdurchmesser aus?
A: Passen Sie das Werkzeug an die Bewehrungsstahlgröße an: Verwenden Sie manuelle Schneider für ≤16 mm (Notfall/kleine Chargen); tragbare elektrische Trennsägen/Winkelschleifer für ≤25 mm (Arbeiten vor Ort); hydraulische Bewehrungsstahlschneidemaschinen für ≥20 mm (Verarbeitung großer Mengen); und Metallbandsägen für ≥30 mm oder legierte Bewehrungsstäbe (Präzisionsanforderungen).
F: Was soll ich tun, wenn beim Verwenden einer Trennsäge ungewöhnliche Funken entstehen?
A: Stoppen Sie die Maschine sofort. Ungewöhnliche Funken (z. B. plötzliches Aufhellen, ungleichmäßige Verteilung) deuten in der Regel darauf hin, dass die Schleifscheibe falsch ausgerichtet, abgenutzt oder nicht passend ist (z. B. bei Verwendung einer Holzbearbeitungsscheibe). Überprüfen Sie die Scheibe auf Risse, ziehen Sie die Flanschmutter nach und stellen Sie sicher, dass Sie eine metallspezifische Schleifscheibe verwenden, bevor Sie die Maschine erneut starten.
F: Warum bleibt meine Metallbandsäge beim Schneiden stehen und wie kann ich das beheben?
A: Ein Blockieren hat typischerweise drei Ursachen: Niedrige Sägeblattspannung (auf 25–32 N/mm² erhöhen, für gestapelte Schnitte anpassen); zu festes Spannen (Druck zum Vorspannen auf 5–8 MPa reduzieren, dann zum Schneiden auf 12–15 MPa); oder niedriger Hydraulikdruck (Hydrauliköl nachfüllen und Pumpendruck prüfen).
F: Wie kann ich bei der Verwendung einer Bewehrungsschneidemaschine für die Stapelverarbeitung eine gleichbleibende Schnittlänge sicherstellen?
A: Kalibrieren Sie zunächst die Anschlaglehre mit einer Probe in Standardlänge (Fehler ±0,5 mm). Stellen Sie beim Schneiden sicher, dass jeder Bewehrungsstab vollständig gegen die Anschlaglehre gedrückt wird (keine Lücken). Überprüfen Sie nach jeweils 50 Schnitten stichprobenartig drei Bewehrungsstäbe auf Längengenauigkeit (zulässiger Fehler ±1 mm). Bei Abweichungen kalibrieren Sie die Anschlaglehre neu.
F: Kann ich gehärtete Bewehrungsstäbe (z. B. vorgespannte Bewehrungsstäbe) mit einem hydraulischen Bewehrungsschneider schneiden?
A: Nein. Abgeschreckter Betonstahl hat eine hohe Härte (>HRC30), die zu Absplitterungen der Schneidklinge oder Schäden am Hydrauliksystem führen kann. Verwenden Sie stattdessen eine Metallbandsäge mit einem Hartmetallblatt (WC-Co ≥94%) und ausreichend Kühlmittel für abgeschreckten/legierten Betonstahl.


