

- 1.0Ursachen für Spannungen und Verformungen beim Biegen von Rohren
- 2.0Methoden zur Erfassung von Spannungen und Verformungen in gebogenen Rohren
- 3.0Lösungen: Effektive Methoden zur Behebung von Spannungs- und Verformungsproblemen
- 4.0Häufige Fragen und Antworten zu Spannung und Verformung beim Biegen von Rohren
Einführung:
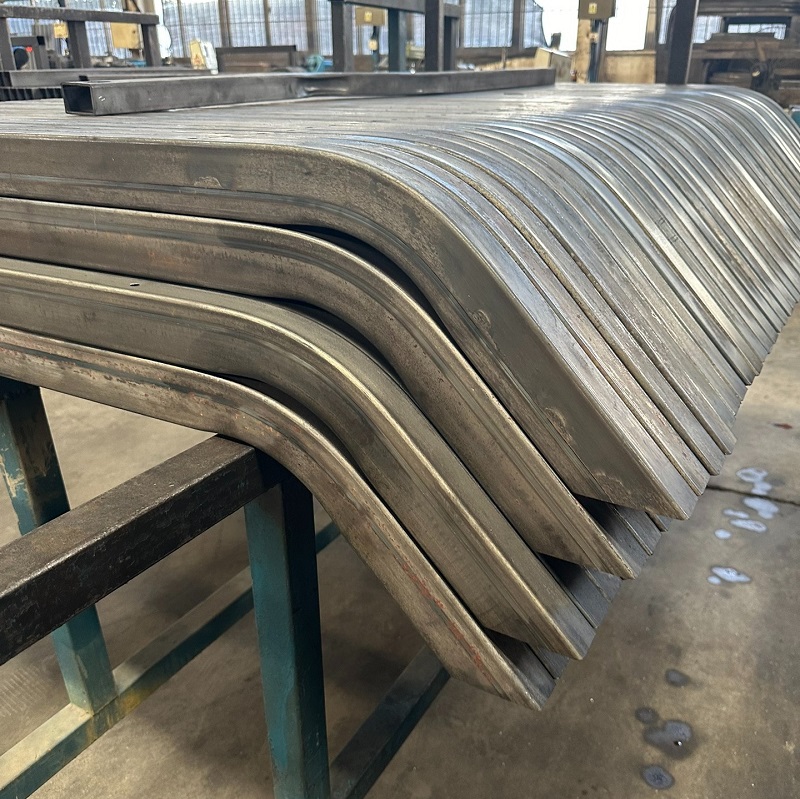
Biegerohre sind aufgrund ihrer großen Stückzahlen und vielfältigen Ausführungen wichtige Komponenten in verschiedenen Branchen, darunter Bauwesen, Automobilbau, Luft- und Raumfahrt und Chemieindustrie. Diese Teile erfüllen die steigenden Anforderungen an Produktgewichtung und hohe Festigkeit sowohl aus Material- als auch aus Struktursicht.
Allerdings können während des Biegevorgangs Spannungs- und Verformungsprobleme auftreten, die die Leistung der Rohre beeinträchtigen und möglicherweise zu strukturellen Problemen und anderen Problemen führen.
In diesem Artikel werden Fragen und Antworten zu Spannung und Verformung in Biegerohren aus rostfreiem Stahl behandelt.
1.0Ursachen für Spannungen und Verformungen beim Biegen von Rohren
1.1Während der Verarbeitung entstehende Spannungen
Abkühlrate: Beim Biegen können ungleichmäßige Abkühlraten zu Temperaturunterschieden im Rohrmaterial führen, was zu unterschiedlichen mechanischen Eigenschaften in verschiedenen Bereichen und thermischen Spannungen führt. Bei signifikanten Unterschieden in den Abkühlraten zwischen den Bereichen kommt es zu Dehnungs- oder Druckspannung In Bereichen mit höheren und niedrigeren Temperaturen können sich Spannungsschwankungen bilden. Diese ungleichmäßige Spannungsverteilung kann zu lokalen Verformungen oder Eigenspannungsansammlungen führen und so die Qualität des Rohres beeinträchtigen.
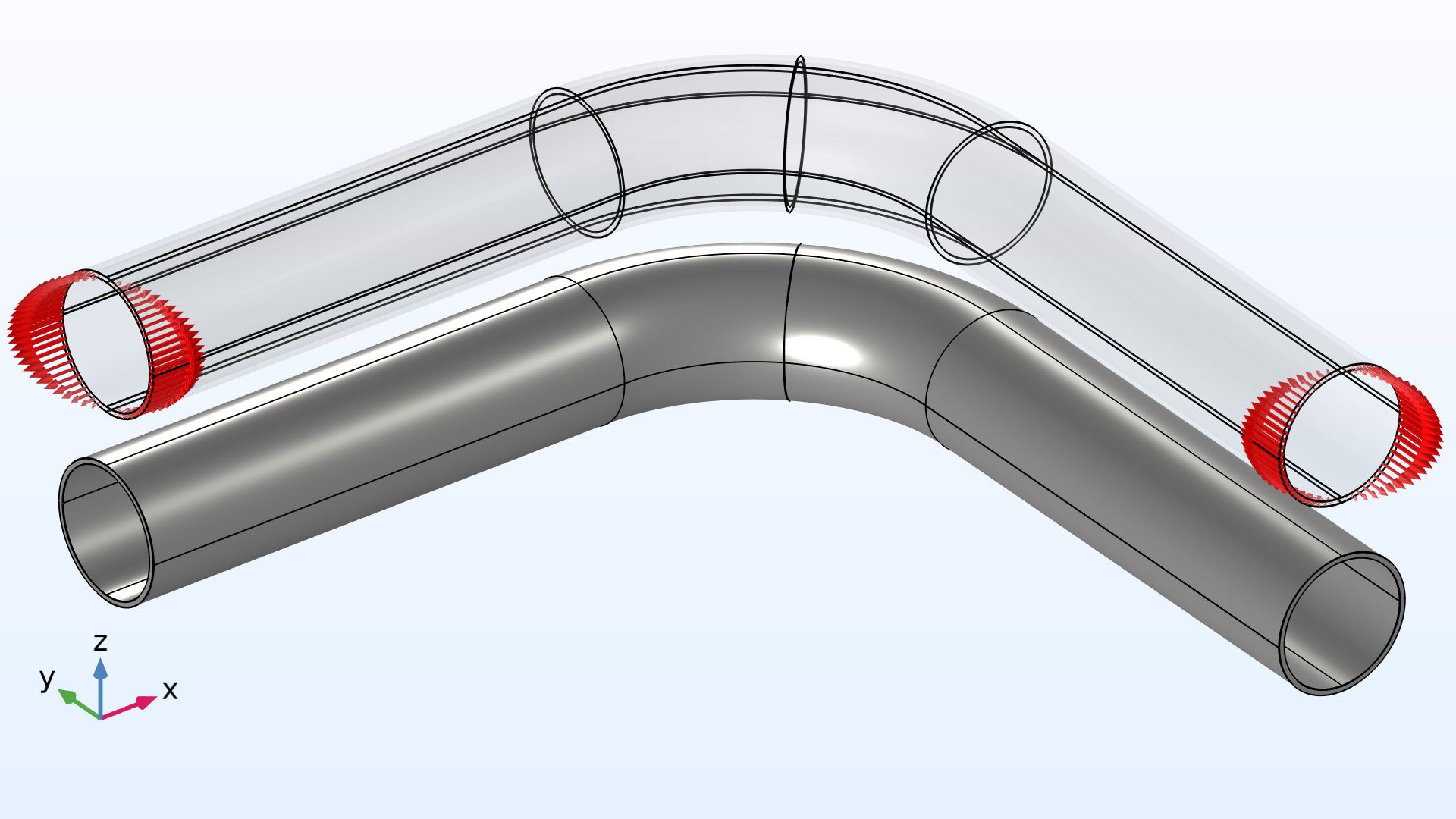
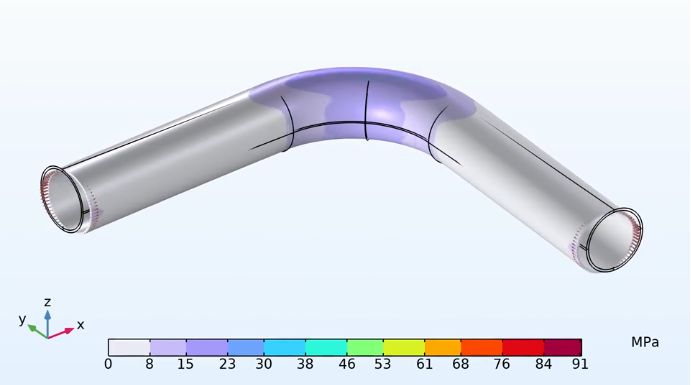
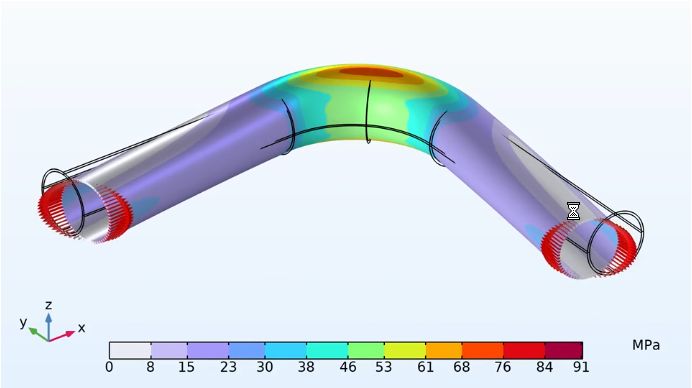
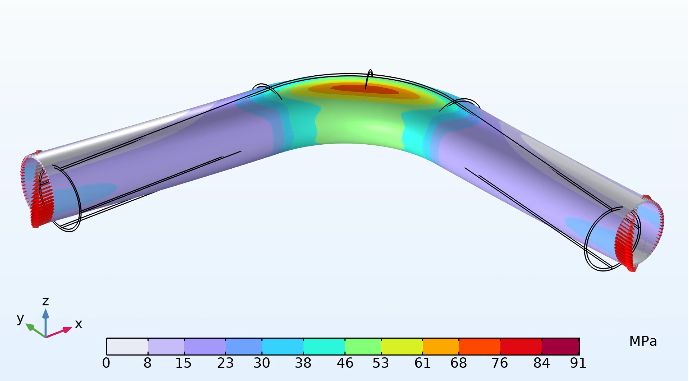
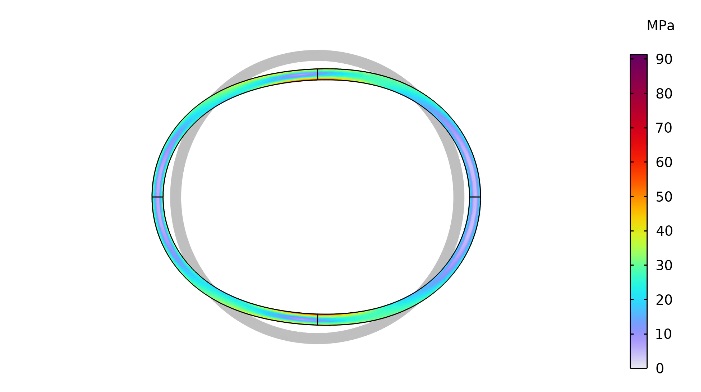
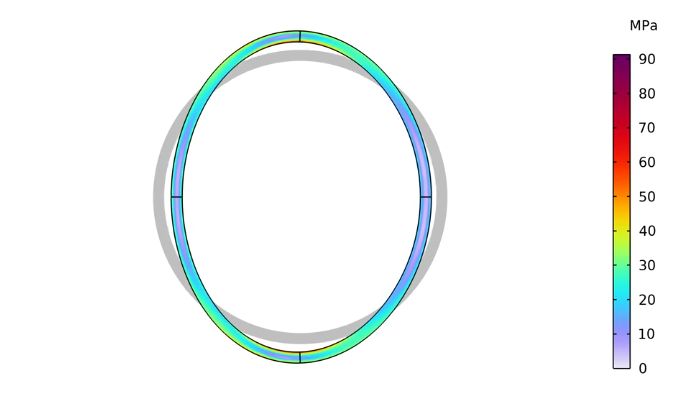
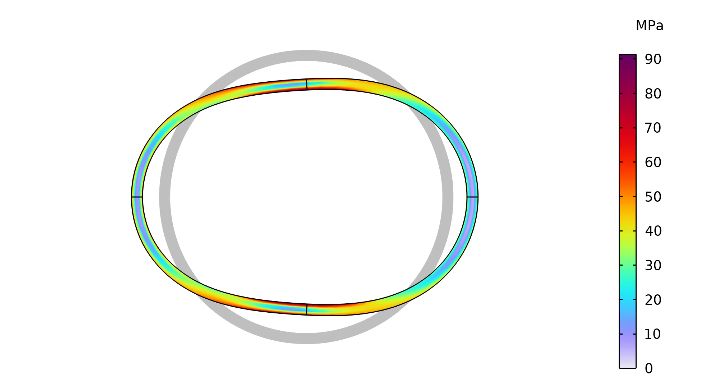
Biegevorgang: Beim Biegen von Edelstahlrohren entsteht Zugspannung auf der Außenseite und Druckspannung auf der Innenseite. Die ungleichmäßige Spannungsverteilung in verschiedenen Teilen kann während des Biegevorgangs zu Verformungen wie Ovalisierung oder Faltenbildung führen.
Unsachgemäße Verarbeitung: Die Verwendung ungeeigneter Formen oder Biegemaschinen, falsche CNC-Einstellungen, zu hohe Verarbeitungsgeschwindigkeiten oder mangelhafte Schmierung können zu lokalen Spannungskonzentrationen und irreversiblen Verformungen im Rohr führen.
1.2Einfluss der Materialeigenschaften
Innerer Stress: Insbesondere bei kaltgewalzten Metallwerkstoffen können beim Biegen innere Spannungen im Material freigesetzt werden, die zu Verbiegungen oder Verformungen führen, welche die Genauigkeit der Rohrform beeinträchtigen.
Hohe Härte und Kaltverfestigung: Die hohe Härte von Edelstahl kann beim Biegen zu einer Kaltverfestigung führen, wodurch die Härte der Materialoberfläche unter Zugspannung zunimmt und das Material spröder wird.
Elastizität und Plastizität: Edelstahl neigt beim Biegen zu einer erheblichen Rückfederung, was zu Abweichungen zwischen der endgültigen Form des Rohrs und den Konstruktionsanforderungen führt.
1.3Falsche Geräteeinstellungen
Ungeeignete Auswahl der Biegeform: Die Wahl von Formen mit falschen Abmessungen, Krümmungsradien oder Materialien für die Biegemaschine kann die Spannungsverteilung und Verformung des Rohrs beeinträchtigen.
Falsche Biegegeschwindigkeitsregelung: Fehler bei der Programmierung der Biegemaschine oder eine nicht den Materialien entsprechende Einstellung der Biegegeschwindigkeit können insbesondere in der Anfangs- und Endphase des Biegens zu einer ungleichmäßigen Beanspruchung des Materials und damit zu örtlich begrenzter Überverformung oder Formverzerrung führen.
2.0Methoden zur Erfassung von Spannungen und Verformungen in gebogenen Rohren
2.1Visuelle Inspektions- und Messwerkzeuge

Sichtprüfung: Überprüfen Sie die Rohroberfläche mit bloßem Auge oder einer Lupe auf Risse, Kratzer, Dellen oder andere Defekte.
Messschieber und Mikrometer: Messen Sie den Außendurchmesser, den Innendurchmesser und die Wandstärke, um die Maßgenauigkeit zu überprüfen, und beurteilen Sie die Rundheit, den Durchmesser und den Biegeradius des Rohrs, um sicherzustellen, dass sie den Konstruktionsanforderungen entsprechen.
2.2Prüfung von Referenzproben
Vergleichen Sie das Rohr mit Standardproben, um festzustellen, ob es die Designanforderungen erfüllt.
2.3Toleranzstandardprüfung
Prüfung des Biegeradius, des Winkels, der Abmessungen und der Form des Rohrs gemäß Toleranzstandards.
2.4Zerstörungsfreie Prüfung für hohe Präzision
- Röntgenbeugung (XRD)
- Ultraschallprüfung
- Magnetpulverprüfung
- Koordinatenmessgerät (KMG)
- Laserscanning-Technologie
3.0Lösungen: Effektive Methoden zur Behebung von Spannungs- und Verformungsproblemen
3.1Biegeradius optimieren
Biegeradius: Wählen Sie einen geeigneten Biegeradius basierend auf der Wandstärke und den Materialeigenschaften des Rohrs. Ein zu kleiner Radius kann zu übermäßiger Dehnung auf der Außenseite und Stauchung auf der Innenseite führen, was zu Verformungen führt.
Befolgen Sie das Prinzip des „minimalen Biegeradius“: Der minimale Biegeradius beträgt normalerweise das 3- bis 5-fache des Rohrdurchmessers, um die Spannungskonzentration zu verringern.
3.2Biegegeschwindigkeit steuern
Biegegeschwindigkeit: Eine zu hohe Biegegeschwindigkeit kann zu einer ungleichmäßigen Spannungsverteilung führen, die lokale Verformungen und Rückfederungen verursacht. Umgekehrt kann eine zu niedrige Geschwindigkeit zu einer Kaltverfestigung führen. Moderne Rohrbiegemaschinen Mit CNC-Steuerungssystemen können Biegegeschwindigkeiten für unterschiedliche Materialien programmiert werden.
3.3Verwenden Sie den Mehrdurchgang-Biegeprozess
Biegen in mehreren Schritten: Durch die Durchführung mehrerer Biegeschritte kann die Spannung bei jeder Biegung effektiv reduziert und so Rückprall und Verformung verringert werden.
3.4Kundenspezifische Biegemaschinenformen
Wählen Sie geeignete Biegeformen mit entsprechenden Krümmungsradien und Abmessungen für die Rohrspezifikationen und warten Sie die Formen regelmäßig, um eine glatte Oberfläche zu gewährleisten und so Schäden am Rohr beim Biegen zu reduzieren.
4.0Häufige Fragen und Antworten zu Spannung und Verformung beim Biegen von Rohren
Welche Spannungen treten beim Biegen von Metallrohren auf?
Zugspannung (Außenseite), Druckspannung (Innenseite) und Scherspannung.
Welche Beziehung besteht zwischen minimalem Biegeradius und Spannung?
Ein kleinerer Radius führt zu einer höheren Spannung und kann möglicherweise dazu führen, dass die ursprünglichen Materialeigenschaften versagen.
Warum entstehen beim Biegen Eigenspannungen?
Restspannungen entstehen, weil die inneren Spannungen während des Biegevorgangs nicht vollständig freigesetzt wurden.
Wie kann die Verformung beim Biegen reduziert werden?
Verwenden Sie geeignete Biegewerkzeuge und CNC-gesteuerte Biegemaschinen, um den Radius zu steuern und übermäßige Dehnung oder Stauchung zu vermeiden.
Was ist das Rebound-Phänomen?
Von Rebound spricht man, wenn das Material nach dem Biegen teilweise in seine ursprüngliche Form zurückkehrt und dadurch Abweichungen entstehen.
Verweise
- Die faszinierenden Spannungen in Rohrbögen https://www.comsol.com/blogs/the-intriguing-stresses-in-pipe-bends
- Hintergrund zu SIFs und Spannungsindizes für Momentbelastungen von Rohrleitungskomponenten https://www.osti.gov/biblio/841246
- Spannungsverstärkungsfaktoren (i-Faktoren), Flexibilitätsfaktoren (k-Faktoren) und deren Bestimmung für metallische RohrleitungskomponentenB31J – 2017 https://www.asme.org/codes-standards/find-codes-standards/b31j-stress-intensification-factors-flexibility-factors-determination-metallic-piping-components/2017/pdf




