

- 1.0Wie Hochfrequenz-Induktionserwärmung funktioniert
- 2.0Wichtige Parameter von Hochfrequenz-Induktionsheizgeräten
- 3.0Frequenzbereich und Erwärmungstiefe (Hauteffekt)
- 4.0Einfluss der Variation der magnetischen Permeabilität und des Curie-Punktes
- 5.0Induktionsspulen-Design und Lastanpassung
- 6.0Betriebsbedingungen und Überlegungen zum Wärmemanagement
- 7.0Typische industrielle Anwendungsszenarien
- 8.0Technische Analyse häufiger Betriebsprobleme
- 9.0Abschluss
Die Hochfrequenz-Induktionserwärmungstechnologie findet aufgrund ihrer hohen Effizienz, der konzentrierten Energiezufuhr, der berührungslosen Erwärmung und der einfachen Integration in automatisierte Steuerungssysteme breite Anwendung in der modernen industriellen Fertigung. Typische Anwendungen sind Hartlöten, Wärmebehandlung (Abschrecken und Glühen), Versiegeln, Durchwärmen und Schmelzen im kleinen Maßstab.
Als repräsentative Form elektromagnetischer Heizgeräte hängen die technische Leistungsfähigkeit und die praktischen Ergebnisse eines Hochfrequenz-Induktionsheizgeräts direkt von einem fundierten Verständnis und der korrekten Anwendung seines Funktionsprinzips, der Systemkonfiguration, der Lastanpassung und der Prozessparameter ab.
1.0Wie Hochfrequenz-Induktionserwärmung funktioniert
Hochfrequenz-Induktionserwärmung ist ein Erwärmungsverfahren, das auf elektromagnetischer Induktion und dem Joule-Effekt basiert. Im Wesentlichen handelt es sich um einen berührungslosen Prozess, der elektrische Energie in Wärmeenergie umwandelt. Der grundlegende Wirkungsmechanismus lässt sich in folgenden Schritten zusammenfassen:
- Erzeugung eines elektromagnetischen Wechselfeldes: Wenn durch die Induktionsspule ein hochfrequenter Wechselstrom fließt, wird um die Spule ein magnetisches Wechselfeld erzeugt.
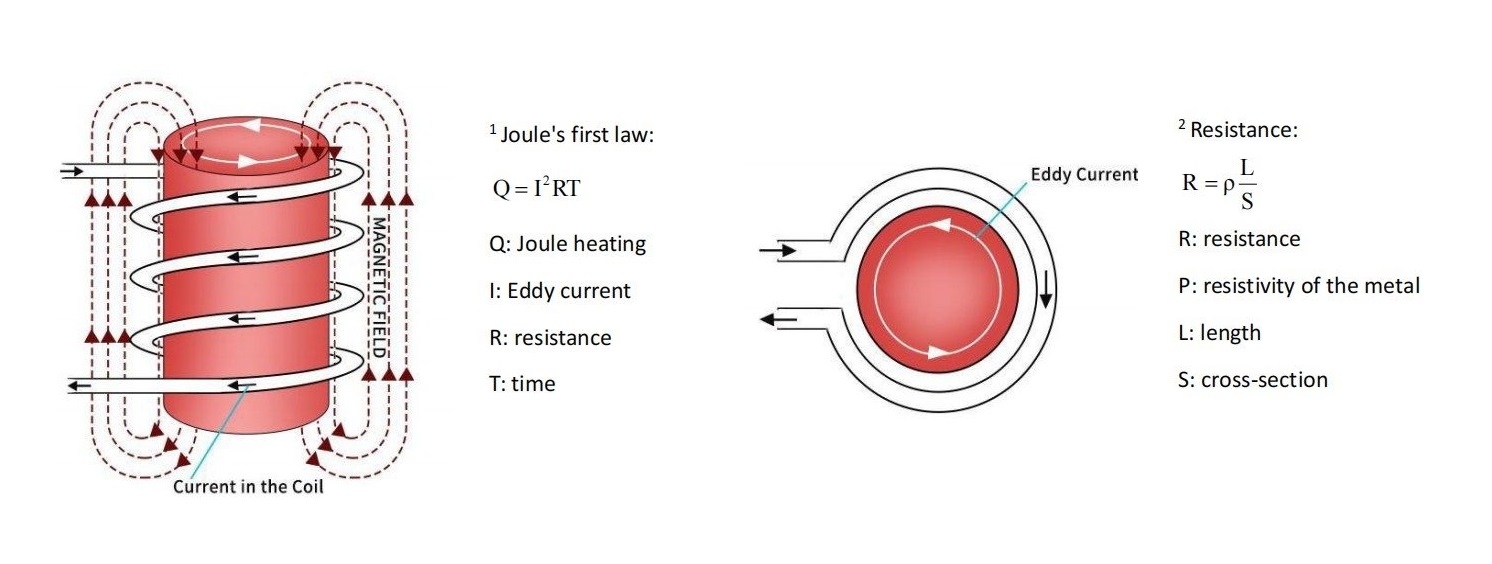
- Induktion von Wirbelströmen: Wenn ein metallisches Werkstück in ein wechselndes Magnetfeld gebracht wird, werden im Material geschlossene Ströme induziert, die als Wirbelströme (auch Foucault-Ströme genannt) bekannt sind.
- Temperaturanstieg aufgrund des Joule-Effekts: Da im Werkstück Wirbelströme fließen, wird aufgrund des elektrischen Widerstands des Metalls gemäß dem Jouleschen Gesetz Wärme erzeugt:
Q = I²RT
Diese interne Wärmeerzeugung ermöglicht einen schnellen Temperaturanstieg im Werkstück.
Beim Erhitzen steigt der elektrische Widerstand der meisten Metalle mit zunehmender Temperatur, was den Joule-Effekt zusätzlich verstärkt. Dies ist einer der Hauptgründe, warum mit Induktionserwärmung innerhalb kurzer Zeit eine hohe Heizleistung erzielt werden kann.
Darüber hinaus hängt der elektrische Widerstand eines Werkstücks mit dem spezifischen Widerstand des Materials (ρ), der effektiven Stromweglänge (L) und der Querschnittsfläche (S) wie folgt zusammen:
R = ρL / S
Daher können Werkstücke mit unterschiedlichen Materialien, Geometrien und Abmessungen unter gleichen Induktionsbedingungen deutlich unterschiedliche Erwärmungseffizienzen aufweisen.
2.0Wichtige Parameter von Hochfrequenz-Induktionsheizgeräten
Die Leistungskonfiguration eines Hochfrequenz-Induktionserhitzers konzentriert sich typischerweise auf Ausgangsleistung, Betriebsfrequenzbereich, Stromversorgungstyp und Lastanpassungsfähigkeit. Bei der praktischen Auswahl sollten die folgenden Faktoren umfassend bewertet werden.
2.1Nennausgangsleistung
Die Ausgangsleistung bestimmt die pro Zeiteinheit auf das Werkstück übertragene Energiemenge und ist ein entscheidender Parameter, der die Aufheizrate und die zulässige Werkstückgröße beeinflusst. Im Allgemeinen gilt:
- Für kleine, dünnwandige Werkstücke oder Anwendungen mit lokaler Erwärmung werden relativ niedrige Leistungsstufen benötigt;
- Für große Werkstücke, Durchheizprozesse oder Schmelzanwendungen ist eine deutlich höhere Leistungsabgabe erforderlich.
2.2Stromversorgungsbedingungen
Je nach Anwendungsumgebung können einphasige oder dreiphasige Stromversorgungen verwendet werden. Für den kontinuierlichen Industriebetrieb wird typischerweise Dreiphasenstrom gewählt, um eine stabilere und gleichmäßigere Leistungsabgabe zu gewährleisten.
2.3Werkstoffeigenschaften
- Magnetische Werkstoffe weisen während der anfänglichen Aufheizphase eine höhere magnetische Permeabilität auf, was zu einer relativ hohen Induktionseffizienz führt;
- Nichtmagnetische Werkstoffe wie Kupfer und Aluminium basieren hauptsächlich auf Wirbelstromerwärmung und erfordern in der Regel eine optimierte Spulenkonstruktion zur Verbesserung der Kopplungseffizienz.
3.0Frequenzbereich und Erwärmungstiefe (Hauteffekt)
Bei der Hochfrequenz-Induktionserwärmung bestimmt die Wahl der Betriebsfrequenz direkt die Erwärmungstiefe und die Energieverteilung. Dieses Verhalten wird primär durch den Skin-Effekt bestimmt.
Mit zunehmender Frequenz des Wechselstroms konzentrieren sich die induzierten Ströme tendenziell nahe der Oberfläche des Metallwerkstücks, und die effektive Eindringtiefe in das Material nimmt ab. Daraus ergeben sich folgende praktische Konstruktionsregeln:
- Höhere Frequenzen führen zu flacheren Heizschichten und eignen sich besser für Oberflächenerwärmung, Oberflächenhärtung und lokale Erwärmungsanwendungen;
- Niedrigere Frequenzen ermöglichen ein tieferes Eindringen der Wärme und eignen sich daher besser für die Durchwärmung oder das Erhitzen dickwandiger Bauteile.
In der Praxis muss die Frequenzwahl in Verbindung mit Werkstückdurchmesser, Wandstärke und Prozesszielen bewertet werden. Beispielsweise bei Rohrendheizungsvorgängen – wie der Heizphase eines Rohrverschlussmaschine– Oft ist es erforderlich, am Rohrende einen schnellen Temperaturanstieg zu erzielen und gleichzeitig die Wärmeverteilung entlang des Rohrkörpers zu minimieren. In solchen Fällen sind relativ hohe Betriebsfrequenzen vorteilhaft, um eine lokale Energiekonzentration zu erreichen.
Es ist zu beachten, dass die tatsächliche Betriebsfrequenz eines Induktionsheizsystems kein fester Wert ist. Sie wird vielmehr durch die Eigenschaften der Stromversorgung, die Spulenparameter und die Lastbedingungen gemeinsam bestimmt, wobei ein dynamisches Verhältnis zwischen Frequenz und Ausgangsleistung besteht.

4.0Einfluss der Variation der magnetischen Permeabilität und des Curie-Punktes
Bei ferromagnetischen Metallen wie beispielsweise eisenbasierten Werkstoffen wird der Induktionserwärmungsprozess nicht nur durch Änderungen des elektrischen Widerstands, sondern auch durch signifikante Schwankungen der magnetischen Permeabilität mit der Temperatur beeinflusst.
Bei Raumtemperatur und im niedrigen bis mittleren Temperaturbereich weisen magnetische Werkstoffe eine hohe magnetische Permeabilität auf, wodurch sich im Werkstück leichter ein Wechselfeld aufbauen lässt. Daher sind die Effizienz der Induktionserwärmung und die Temperaturanstiegsrate in der Anfangsphase der Erwärmung relativ hoch. Nähert sich die Materialtemperatur jedoch dem Curie-Punkt, schwächt sich der Ferromagnetismus allmählich ab und geht schließlich in einen paramagnetischen Zustand über, was einen starken Abfall der magnetischen Permeabilität zur Folge hat.
Dieser Übergang führt zu mehreren praktischen technischen Auswirkungen:
- Schneller Temperaturanstieg während der anfänglichen Aufheizphase;
- Verringerte Heizleistung und langsamerer Temperaturanstieg beim Annähern an den Curie-Punkt;
- Um die gewünschte Heizrate aufrechtzuerhalten, kann eine höhere Eingangsleistung erforderlich sein.
Bei Anwendungen mit Stahlrohren, Konstruktionsrohren oder Rohrendformverfahren – einschließlich Vorwärm- und Warmumformungsphasen – RohrverschlussmaschinenDas Verständnis der Variation der magnetischen Permeabilität ist entscheidend für eine stabile Heizregelung. Eine präzise Leistungsregelung und ein optimiertes Spulendesign tragen dazu bei, ein kontrollierbares und gleichmäßiges Heizverhalten über Temperaturbereiche hinweg zu gewährleisten, in denen sich die magnetischen Eigenschaften ändern.
5.0Induktionsspulen-Design und Lastanpassung
Die Induktionsspule ist die Kernkomponente eines Hochfrequenz-Induktionserwärmungssystems. Ihre geometrische Konfiguration, ihre elektrischen Eigenschaften und der Grad der Anpassung an das Werkstück bestimmen direkt die Heizleistung und die Systemstabilität.
5.1Spulenmaterialien und -struktur
- Üblicherweise werden Kupferrohre oder massive Kupferleiter verwendet;
- Ein ausreichender Querschnitt trägt dazu bei, Spulenverluste zu reduzieren und die Strombelastbarkeit zu verbessern;
- Zur Kontrolle des Betriebstemperaturanstiegs sind typischerweise interne Kühlkanäle erforderlich.
5.2Kopplungsspalt zwischen Spule und Werkstück
- Ein typischer Arbeitsspalt wird im Allgemeinen im Bereich von 5–15 mm eingehalten;
- Ein zu großer Spalt verringert die Effizienz der magnetischen Kopplung;
- Ein zu geringer Abstand erhöht das Risiko von Kurzschlüssen oder mechanischem Kontakt.
5.3Zusammenhang zwischen Anzahl der Umdrehungen und Fahrverhalten
Unter ansonsten identischen Bedingungen:
- Eine Erhöhung der Windungszahl senkt die effektive Betriebsfrequenz und erhöht den Spulenstrom;
- Durch die Verringerung der Windungszahl erhöht sich die Frequenz, während der Strom abnimmt.
Bei nichtmagnetischen Materialien oder geringen Kopplungslasten ist eine Erhöhung der Windungszahl oft vorteilhaft für die Verbesserung der Heizleistung.
5.4Praktische Bewertung der Lastanpassung
Im laufenden Betrieb können das aktuelle Verhalten und die Erwärmungsergebnisse als empirische Indikatoren herangezogen werden:
- Ein hoher Strom bei gleichzeitig langsamem Temperaturanstieg deutet in der Regel auf eine unzureichende Kopplung oder ungeeignete Spulenabmessungen hin.
- Schwierigkeiten beim Erhöhen des Stroms oder ein instabiler Systembetrieb können auf eine Überlastung oder eine zu hohe Windungszahl hinweisen.
Durch die Anpassung der Spulengröße, der Windungszahl und der Werkstückpositionierung kann eine optimalere Systemanpassung erreicht werden.

6.0Betriebsbedingungen und Überlegungen zum Wärmemanagement
Bei der Hochfrequenz-Induktionserwärmung arbeiten Leistungselektronik und Induktionsspulen unter Bedingungen hoher Energiedichte, weshalb ein effektives Wärmemanagement unerlässlich ist.
- Das Kühlmedium sollte eine gute Wärmeleitfähigkeit und Langzeitstabilität aufweisen;
- Das Kühlsystem muss einen kontinuierlichen und stabilen Durchfluss und Druck gewährleisten;
- Nach längerem Betrieb unter hoher Leistung sollte eine ausreichende Abkühlzeit eingehalten werden, um die thermische Belastung im System zu reduzieren.
Ein effektives Wärmemanagement verbessert nicht nur die Betriebsstabilität, sondern verlängert auch die Lebensdauer der Geräte erheblich.
7.0Typische industrielle Anwendungsszenarien
Die Hochfrequenz-Induktionserwärmungstechnologie findet in einer Vielzahl von Industriezweigen breite Anwendung, wobei unterschiedliche Prozesse unterschiedliche Anforderungen an die Heizmethoden und die Parametersteuerung stellen.
| Bewerbungsprozess | Erwärmungseigenschaften | Typischer Zweck |
| Hartlöten | Konzentrierte Erwärmung mit präziser Temperaturregelung | Verbinden ungleicher Metalle |
| Abschrecken | Schnelles Erhitzen, gefolgt von kontrollierter Abkühlung | Erhöhung der Oberflächenhärte |
| Glühen | Kontrollierter Erhitzungs- und Einweichprozess | Verbesserung der Duktilität und Abbau innerer Spannungen |
| Durchheizung | Gleichmäßige Erwärmung über den Querschnitt | Erwärmung schlanker oder kleindimensionierter Bauteile |
| Abdichtung | Lokalisierte, gezielte Erwärmung | Strukturelle Abdichtung oder Bauteilverbindung |
| Schmelzen | Hohe Leistungsdichte bei stabilem Spulenbetrieb | Metallschmelzen in kleinen Chargen |


Die tatsächliche Anwendungsleistung muss durch Tests und Anpassungen auf Basis des Werkstückmaterials, der Abmessungen und der spezifischen Prozessziele optimiert werden.
8.0Technische Analyse häufiger Betriebsprobleme
Im Langzeitbetrieb oder unter veränderten Betriebsbedingungen kann es bei Induktionsheizsystemen zu verminderter Effizienz oder zu Funktionsstörungen kommen. Häufige Ursachen sind:
- Veränderungen der Spulengeometrie oder schlechter elektrischer Kontakt;
- Schwankungen der Lastbedingungen;
- Unzureichende Kühlleistung löst thermische Schutzmechanismen aus;
- Schwankungen in der Stromversorgung, die zu einer abnormalen Systemreaktion führen.
Um diese Probleme anzugehen, sollten systematische Analysen und Anpassungen durchgeführt werden, wobei der Schwerpunkt auf Lastanpassung, Wärmemanagement und Stabilität der Stromversorgung liegt.
9.0Abschluss
Als ausgereifte und sich stetig weiterentwickelnde industrielle Heiztechnologie hängt die Leistungsfähigkeit von Hochfrequenz-Induktionsheizern von einem umfassenden Verständnis elektromagnetischer Prinzipien, Spulenkonstruktion, Lastcharakteristika und Prozesssteuerung ab. Durch die korrekte Konfiguration der Systemparameter und die kontinuierliche Optimierung der Anwendungsstrategien lässt sich eine hohe Heizqualität bei gleichzeitig effizientem und stabilem Industriebetrieb erzielen.
Die hier präsentierten Informationen dienen als allgemeine technische Referenz. Spezifische Anwendungen sollten entsprechend den tatsächlichen Betriebsbedingungen und Prozessanforderungen konzipiert und validiert werden.
Referenz
www.theinductor.com/blog/how-induction-heating-technology-works-and-why-you-should-know/
www.ambrell.com/blog/research-universities-using-induction-heating


