

- 1.0Die Wahl zwischen CO₂- und Faserlasern
- 2.0Was ist ein CO₂-Laser?
- 3.0Was ist ein Faserlaser?
- 4.0Die wichtigsten Unterschiede zwischen CO₂- und Faserlasern
- 5.0CO₂- vs. Faserlaser: Welche Technologie ist sicherer in der Anwendung?
- 6.0CO₂- oder Faserlaser: Welcher ist energieeffizienter?
- 7.0CO₂- vs. Faserlaser: Vergleich der Kapitalinvestitionen
- 8.0CO₂- vs. Faserlaser: Wartungs- und Betriebskosten
- 9.0CO₂- vs. Faserlaser: Vergleich der Schneidgeschwindigkeit
- 10.0CO₂-Laser vs. Faserlaser – Vergleichstabelle zur Materialbearbeitung
- 11.0Faserlaser vs. CO₂-Laser: Welchen sollten Sie kaufen und warum?
- 12.0CO₂-Laser vs. Faserlaser – Häufig gestellte Fragen
1.0Die Wahl zwischen CO₂- und Faserlasern
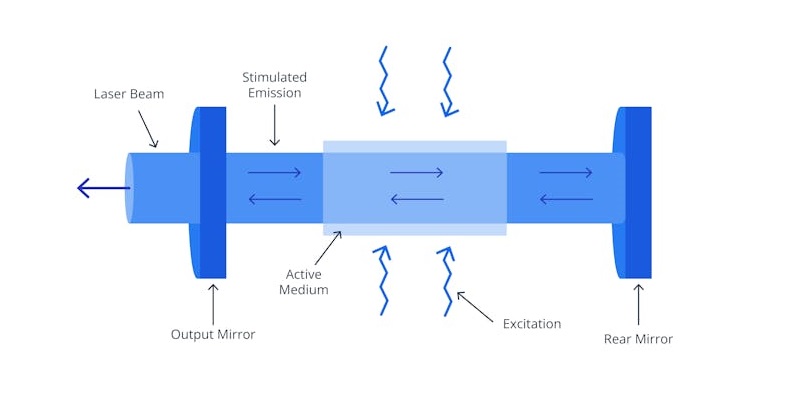
Die Kernaufgabe der Laserquelle: Das Herzstück jedes Lasersystems ist die Laserquelle. Diese Komponente erzeugt den Laserstrahl, indem sie Lichtteilchen anregt und in einem fokussierten Strahl freisetzt.
Gängige Laserquellentypen und ihre Vorteile: Die beiden heute am häufigsten eingesetzten Laserquellen sind CO₂-Laser und Faserlaser. Beide bieten unterschiedliche Leistungsvorteile. Die Wahl der richtigen Laserquelle kann die Bearbeitungseffizienz, Präzision und Flexibilität deutlich steigern.
CO₂- vs. Faserlaserschneiden für die Metallbearbeitung: Fertigungsexperten diskutieren seit langem, welche Technologie sich besser zum Metallschneiden eignet. Einige bevorzugen die bewährten CO₂-Systeme, andere bevorzugen die modernen Vorteile von Faserlasern.
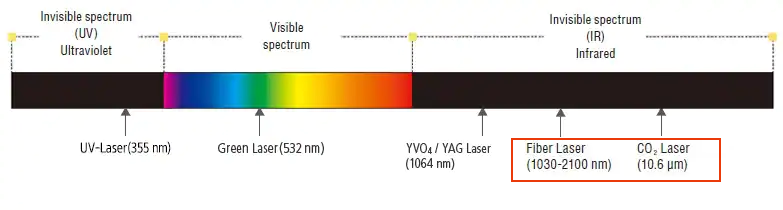
Wichtige Faktoren bei der Auswahl einer Laserquelle: Der Hauptunterschied zwischen diesen beiden Lasertypen liegt in ihrer Wellenlänge und der Strahlzufuhrmethode:
- Faserlaser: Entwickelt für das MetallschneidenSie arbeiten mit kürzeren Wellenlängen und sind daher äußerst effizient beim Schneiden einer breiten Palette von Metallen.
- CO₂-Laser: Breitere Materialverträglichkeit, ideal zum Schneiden nichtmetallischer Materialien und bestimmter Metalle mit der richtigen Einrichtung.
2.0Was ist ein CO₂-Laser?
CO₂-Laser gehören zu den vielseitigsten und am weitesten verbreiteten Lasertypen und werden aufgrund ihrer breiten Materialkompatibilität geschätzt. Sie schneiden und gravieren durch Verdampfen von Material und sind daher besonders effektiv für nichtmetallische Substrate.
So funktioniert es:
Ein CO₂-Laser funktioniert durch die Anregung eines Gasgemisches – hauptsächlich Kohlendioxid (CO₂), Stickstoff (N₂) und Helium. Ein elektrisches Feld regt Stickstoffmoleküle an, die durch Resonanz Energie auf CO₂-Moleküle übertragen. Die CO₂-Moleküle emittieren daraufhin Photonen und erzeugen so den Laserstrahl. Helium hilft dabei, die CO₂-Moleküle in ihren Grundzustand zurückzusetzen und ermöglicht so eine kontinuierliche Laserleistung.
Lasereigenschaften:
- Wellenlänge:~10,6 Mikrometer; liegt im mittleren bis fernen Infrarotspektrum.
- Ausgabe: Hocheffiziente Lasergeneration.
- Design: Einfache Struktur mit niedrigen Produktionskosten.
- Leistungsbereich: Einstellbar von Milliwatt bis Kilowatt.
- Strahlqualität: Liefert kontinuierliche, stabile Spitzenleistung.
- Skalierbarkeit: Durch Verlängerung der Laserröhre kann die Ausgangsleistung erhöht werden.
- Modulation: Durch Güteschalten über rotierende Spiegel ist eine höhere Pulsleistung möglich.
- Fortschritte: Varianten wie HF-angeregte CO₂-Laser bieten mehr Leistung, Langlebigkeit und Effizienz.
Eigenschaften des CO₂-Lasers:
- Systemtypen: Kompatibel mit mehreren CO₂-Lasersystemformaten.
- Anpassung: Erhältlich in verschiedenen Leistungsstufen und Arbeitsbereichsgrößen.
- Materialflexibilität: Unterstützt eine große Bandbreite an Substraten.
Tragbarkeit: Aufgrund der geringeren Anschaffungskosten handelt es sich um eine kostengünstige Gravuroption.
Verarbeitbare Materialien:
- Schneiden und Gravieren: Kunststoff, Acryl, Holz, Pappe, Papier, Stoff, Gummi.
- Nur Gravur: Glas, Keramik, Stein, beschichtete Metalle. Blankes Metall kann in der Regel nicht direkt bearbeitet werden und benötigt ggf. Markierungssprays oder Beschichtungen.
Typische Anwendungen:
- Herstellung von Schildern und Displays
- Acrylschneiden und -gravieren
- Individuelle Geschenke und Spielzeugpersonalisierung
- Trophäen- und Auszeichnungsproduktion
3.0Was ist ein Faserlaser?
Faserlaser nutzen eine mit seltenen Erden dotierte Faser als Verstärkungsmedium und sind speziell für die Metallmarkierung und kontrastreiche Kunststoffanwendungen konzipiert. Sie eignen sich hervorragend für Aufgaben, bei denen CO₂-Laser an ihre Grenzen stoßen: Sie bieten hohe Geschwindigkeit, geringen Stromverbrauch und nahezu wartungsfreien Betrieb.
So funktioniert es:
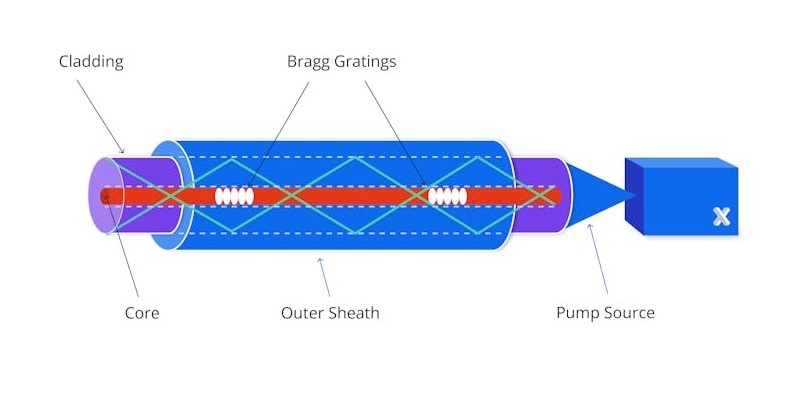
Faserlaser basieren auf einer monolithischen Architektur und erzeugen Licht durch die Stimulation dotierter Glasfasern (z. B. Ytterbium). Die Laserenergie wird im Faserhohlraum verstärkt und von Bragg-Gittern reflektiert. Dadurch entsteht ein kollimierter Strahl, der durch eine Linse auf die Materialoberfläche fokussiert wird.
Vorteile von Faserlasern:
- Wartung: Über lange Zeiträume nahezu wartungsfrei.
- Größe: Kompakt und einfach zu integrieren.
- Stabilität: Hohe Strahlqualität mit geringem Rauschen und Flimmern.
- Kosten: Geringer als bei vergleichbaren Systemen gleicher Leistungsabgabe.
- Umfeld: Gute Leistung bei unterschiedlichen Temperaturen und industriellen Bedingungen.
- Geschwindigkeit und Leistung: Schnelle Schnittgeschwindigkeiten mit verfügbaren Leistungsstufen von 12 kW oder mehr.
Faserlaserschneidtechnologie und Vorteile
Faserlaser emittieren hochfokussierte Strahlen mit hervorragender Absorption in Metallen und sind daher besonders effektiv für das Metallschneiden. Ihre geringe Reflektivität und effiziente Strahlführung übertreffen CO₂-Laser in vielen Metallanwendungen.
- Materialeignung: Ideal für Edelstahl, Aluminium, Messing und Kupfer.
- Schnittstärke: Kann Metallbleche über 1 Zoll (25 mm) schneiden, mit optimaler Leistung unter 0,5 Zoll (12,5 mm).
- Unterstützungsgase: Die Verwendung von Stickstoff oder Sauerstoff trägt zur Verbesserung der Schlackenentfernung, der Schnittgeschwindigkeit und der Kantenqualität bei.
- Energieverbrauch: Die Betriebskosten betragen die Hälfte bis ein Drittel der Betriebskosten von CO₂-Lasern.
- Schnittgeschwindigkeit: Bis zu 5-mal schneller als herkömmliche CO₂-Systeme.
- Wartung: Das versiegelte Optiksystem minimiert den Reinigungs- und Linsenaustauschaufwand.
- Produktivität: Erhöht den Durchsatz und senkt die Produktionskosten pro Teil.
Hauptmerkmale von Faserlasern
- Direktmarkierung: Kann blanke Metalle ohne Sprays oder Beschichtungen gravieren und markieren.
- Haltbarkeit: Lange Lebensdauer (mindestens 25.000 Stunden).
- Drehachse: Optionale Drehaufsätze ermöglichen die Markierung auf zylindrischen oder konischen Oberflächen.
Verarbeitbare Materialien:
- Metalle: Aluminium, Bronze, Kupfer, Gold, Platin, Silber, Edelstahl, Titan.
- Kunststoffe: ABS, Polyamid, Polycarbonat, PMMA (Acryl), lasermarkierbare Additive.
Typische Anwendungen:
- Kennzeichnung von Werbeartikeln
- Kontrastreiche Kunststoffmarkierung
- Direkte Teilemarkierung
- Barcode- und Typenschildgravur
4.0Die wichtigsten Unterschiede zwischen CO₂- und Faserlasern
| Vergleichskriterien | CO₂-Laser | Faserlaser |
| Stromverbrauch und Effizienz: | Hoher Stromverbrauch, geringe Effizienz (~5–10%); höhere Betriebskosten. | Niedriger Stromverbrauch, hohe Effizienz (>90% typisch); energiesparend und kostengünstig. |
| Anschaffungskosten: | Geringere Kosten; gutes Preis-Leistungs-Verhältnis. | Höhere Kosten pro Watt; die Gesamtkosten der Ausrüstung können 5–10 Mal so hoch sein wie die eines CO₂-Lasers. |
| Lebensdauer: | Kürzere Lebensdauer; eingeschränkte Aufarbeitungsmöglichkeiten. | Lange Lebensdauer (bis zu 25.000 Stunden), etwa 10-mal länger als CO₂; Aufarbeitung problemlos möglich. |
| Schnittpräzision: | Geringere Präzision. | Höhere Präzision; ideal für feine, detaillierte Arbeiten. |
| Typische Schnittmaterialien: | Acryl, Melamin, Perlmutt, Papier, Polyesterfolie, Kunststoff, Gummi, Holz, POM, Stoff, Corian®, Kork, Fiberglas, Leder, Pappe, Sperrholz usw. | Metalle (einschließlich Edelstahl, Aluminium, Titan und andere reflektierende Materialien), Glas, Acryl (PMMA), POM, Papier, Karton, die meisten Schäume usw. |
| Materialverträglichkeit: | Am besten geeignet für Nichtmetalle und einige Nichteisenmaterialien. | Geeignet für die meisten Materialien, insbesondere Metalle; optimal zum Schneiden von Werkstücken ≤20 mm Dicke. |
| Leistungsbereich: | Mehrere zehn Watt bis zu ~100 kW; hohe Leistung erfordert eine groß angelegte Kühlung. | Die Leistungsabgabe kann sich 1 Megawatt (MW) nähern; geringer Kühlbedarf. |
| Wellenlänge: | 10,6 µm oder 9,6 µm (längere Wellenlänge). | 1064 nm (1,064 µm; kürzere Wellenlänge). |
| Betriebskosten: | Geringe elektrische Effizienz; hoher Energieverbrauch. | Hoher elektrischer Wirkungsgrad; hervorragende Wirtschaftlichkeit. |
| Branchen: | Medizin, Verteidigung, Telekommunikation, allgemeine Fertigung; gut geeignet zum Schneiden dicker Platten (> 10 mm), oft mit Sauerstoffunterstützung verwendet. | Telekommunikation, Medizin, Präzisionsbearbeitung, Automobilindustrie, Elektronik; eignet sich hervorragend zum Schneiden reflektierender Metalle wie Titan, Messing und Aluminium. |
5.0CO₂- vs. Faserlaser: Welche Technologie ist sicherer in der Anwendung?
Lasersicherheitsrisiken: Unabhängig von der Art der Laserstrahlung – ob direkt oder reflektiert – kann sie ernsthafte Gefahren für Augen und Haut darstellen. Um dies zu verhindern, werden Lasersysteme nach potenziellen biologischen Risiken klassifiziert und mit einer Sicherheitskennzeichnung versehen. BS EN 60825-1 (IEC 60825-1). Diese Norm legt die Laserklassen und die entsprechenden Emissionsgrenzwerte fest:
- Klasse 1:Bei normalem Betrieb sicher, auch bei längerer direkter Betrachtung oder Beobachtung durch optische Instrumente wie Lupen oder Teleskope.
- Klasse 2M: Strahlt sichtbare Strahlung aus; bei kurzfristiger Einwirkung mit bloßem Auge normalerweise ungefährlich, kann jedoch bei Betrachtung durch optische Hilfsmittel Schaden verursachen.
- Klasse 4:Hohes Risiko von Augen- und Hautverletzungen, auch durch diffuse Reflexionen; außerdem besteht Brandgefahr.


Sicherheitsmaßnahmen in Laserschneidsystemen
Während Faserlaser sind von Natur aus Klasse 4 Aufgrund ihrer hohen Ausgangsleistung sind die meisten Faserlaser-Schneidsysteme so konstruiert, dass sie Sicherheitsstandards der Klasse 1 durch robuste Schutzfunktionen:
- Verriegelungssysteme: Deaktiviert die Laseremission automatisch, wenn Zugangsplatten oder Gehäusetüren nicht sicher geschlossen sind, und verhindert so eine versehentliche Exposition.
- Schützende Sichtfenster: Spezielles Laserschutzglas schützt den Bediener vor der Strahlenexposition und ermöglicht gleichzeitig die visuelle Überwachung. Das Glas muss hinsichtlich Laserleistung, Fokus und Strahleigenschaften bewertet werden.
Sicherheitsmerkmale für CO₂-Laser
- Offenes Design: CO₂-Lasermaschinen sind oft oben offen. Selbst bei Reflexion wird der Strahl deutlich gestreut, wodurch die Wahrscheinlichkeit schwerer Verletzungen verringert wird.
- Kostengünstiger Schutz: Das verwendete Sicherheitsglas ist in der Regel halbtransparent und kostengünstiger. Es bietet ausreichend Schutz und gewährleistet gleichzeitig die Sicht des Bedieners.
Sicherheitsaspekte bei Faserlasern
- Zertifizierungsvoraussetzung: Achten Sie beim Kauf von Faserlasergeräten darauf, dass sowohl die Laserquelle als auch das komplette System CE-zertifiziert, was die Einhaltung internationaler Sicherheitsstandards bestätigt.
- Verbesserte Eindämmung: Aufgrund der kürzeren Wellenlänge und der höheren Energiedichte erfordern Faserlaser eine strengere Abschirmung und Gehäusekonstruktion, um eine gefährliche Belastung auch bei hohen Leistungen zu verhindern.
6.0CO₂- oder Faserlaser: Welcher ist energieeffizienter?
Vergleich des Stromverbrauchs:
Faserlaser bieten im Vergleich zu CO₂-Lasern einen erheblichen Vorteil hinsichtlich Energieeffizienz und Nachhaltigkeit.
CO₂-Lasereffizienz: Bei einem elektrischen Wirkungsgrad von etwa 10% benötigt ein 6-kW-CO₂-Laser typischerweise eine Eingangsleistung von etwa 60 kW.
Effizienz des Faserlasers: Faserlasersysteme arbeiten mit einer Effizienz von etwa 45% (bis zu 50%) und benötigen nur etwa 13 kW Eingangsleistung, um die gleiche Ausgangsleistung von 6 kW zu erreichen.
Mit zunehmender Laserleistung steigen auch die Anforderungen an das Kühlsystem. CO₂-Laser benötigen erheblich mehr Energie, um eine ausreichende Kühlung aufrechtzuerhalten, was im Vergleich zu Faserlasern zu höheren Stromkosten führt.
Darüber hinaus hängt die für die Rauchabsaugung und Filterung benötigte Leistung von der Maschinengröße und der Schneidbettfläche ab. Eine höhere Schneidleistung erhöht die Belastung der Absaugsysteme.
Abschluss: Faserlaserschneidmaschinen verbrauchen erheblich weniger Energie, was im Laufe der Zeit zu messbaren Kosteneinsparungen führt, insbesondere in Produktionsumgebungen mit hohem Volumen oder langer Produktionsdauer.
7.0CO₂- vs. Faserlaser: Vergleich der Kapitalinvestitionen
Während die anfänglicher Kaufpreis eines Faserlaserschneiders ist typischerweise höher als die eines CO₂-Lasers, seine schnellere Schnittgeschwindigkeiten– insbesondere bei dünnen Materialien – steigern die Produktivität. In Kombination mit geringerer Stromverbrauch, Fasersysteme helfen, die Kosten pro Teil zu senken.
Automatisierungsfähigkeit:
Sowohl CO₂- als auch Faserlasersysteme unterstützen ein hohes Maß an Automatisierung, darunter:
- Unbemannte Fertigung
- Automatische Düsenwechsler
- Autofokus-Objektivsysteme
Diese Funktionen reduzieren manuelle Eingriffe und Leerlaufzeiten und steigern so die Effizienz. Eine höhere Automatisierung erhöht zwar die Vorlaufkosten, reduziert aber Ausfallzeiten durch Bedienerfehler deutlich und verbessert den langfristigen ROI.
Faktoren, die die Kosten eines Lasersystems beeinflussen:
- Laserleistung
- Schnittbereichsgröße
- Automatisierungsgrad
Typische Preisspanne:
- Gebrauchte industrielle CO₂-Systeme: 150.000 £ und mehr
- Neue industrielle Faserlasersysteme: 275.000 bis 550.000 £, einige kosten über 1 Million £
Während die Preise für Faserlaser dank der Fortschritte in der Festkörperlasertechnologie allmählich sinken, bleiben die Preise für CO₂-Laser relativ stabil.
8.0CO₂- vs. Faserlaser: Wartungs- und Betriebskosten
Wartungsanforderungen:
Faserlaser erfordern erheblich weniger Wartung als CO₂-Laser, was hauptsächlich auf Unterschiede bei den Strahlführungssystemen zurückzuführen ist.
- Faserlaser: Verwenden Sie abgedichtete Glasfaserkabel, um den Laserstrahl direkt zum Schneidkopf zu übertragen. Der geschlossene Strahlengang eliminiert das Kontaminationsrisiko.
- Verbrauchsmaterial: Vor allem Düsen und Schutzfenster
- Typische Wartungszeit: Weniger als 30 Minuten pro Woche
- CO₂-Laser: Verlassen Sie sich auf Gelenkarme mit mehreren Spiegeln und Bälgen, um den Strahl zu führen.
- Wartungsbedarf: Spiegel und Balg sind anfällig für Staubablagerungen und Verschleiß und müssen regelmäßig gereinigt und ausgetauscht werden
- Mechanischer Verschleiß: Balgbewegungen können zu Nadellöchern und Fehlausrichtungen führen
- Thermische Effekte: Die Hitze des Lasers kann Spiegel verformen, den Strahl verstellen und eine Neukalibrierung erforderlich machen.
- Schadensrisiko: Strahlreflexion kann teure Komponenten wie Oszillatoren beschädigen
- Typische Wartungszeit:4–5 Stunden pro Woche
Strahlausrichtung:
Eine genaue Strahlausrichtung ist für eine gleichbleibende Schnittqualität von entscheidender Bedeutung.
- CO₂-Laser: Beteiligen Sie sich an mehreren Spiegeln; die Neuausrichtung ist komplex und zeitaufwändig.
- Faserlaser: Es ist nur eine einzige Linseneinstellung erforderlich; die Ausrichtung ist schnell und unkompliziert.
9.0CO₂- vs. Faserlaser: Vergleich der Schneidgeschwindigkeit
Schnittleistungsübersicht:
Faserlaser bieten bei der Bearbeitung dünner Materialien (unter 8 mm) deutlich höhere Schnittgeschwindigkeiten als CO₂-Laser. Die deutlichsten Vorteile zeigen sich bei Edelstahlanwendungen.
1 mm Dicke: Faserlaser schneiden ca. 6× schneller als CO₂-Laser.
5 mm Dicke: Der Geschwindigkeitsunterschied verringert sich auf ca. 2×.
Leistungsskalierung: Eine Erhöhung der Laserleistung um etwa 2 kW kann die Schneidgeschwindigkeit bei dünnen Materialien um 2 bis 3 mal.
Mit zunehmender Materialdicke und gleicher Leistung können CO₂-Laser die Schneidgeschwindigkeit von Faserlasern erreichen oder in manchen Fällen sogar übertreffen. Dieser Vorteil ist jedoch relativ begrenzt, und Hochleistungs-CO₂-Laser (über 6 kW) sind weniger verbreitet im industriellen Umfeld.
Faserlaser hingegen bleiben über einen breiten Bereich von Materialstärken hinweg wirksam, insbesondere in Hochleistungssysteme, wo sie hinsichtlich Geschwindigkeit und Effizienz durchweg überragende Leistungen erbringen.
Notiz: Die optimale Schnittgeschwindigkeit sollte nicht nur anhand der Geschwindigkeitsmetriken bewertet werden, sondern auch anhand Lebensdauer der Verbrauchsmaterialien Und Unterstützung der Gaseffizienz um einen kostengünstigen Betrieb zu gewährleisten.
Vergleichstabelle der Schnittgeschwindigkeiten (6-kW-Laser vs. 170-A-Plasmaschneider)
| Material und Dicke | 6-kW-Faserlaser (m/min) | 6 kW CO₂-Laser (m/min) | Hochauflösendes Plasma (m/min) |
| Edelstahl 5 mm | 6.00 | 2.70 | 2.69 |
| Edelstahl 10 mm | 1.30 | 1.50 | 1.61 |
| Edelstahl 15 mm | 0.90 | 0.75 | 1.23 |
| Weichstahl 5 mm | 4.20 | 4.20 | 2.32 |
| Weichstahl 10 mm | 2.00 | 2.40 | 2.68 |
| Weichstahl 15 mm | 1.20 | 1.75 | 2.27 |
Hinweis: Die angegebenen Geschwindigkeiten beziehen sich auf die Leistung beim geradlinigen Schneiden. Beim Schneiden komplexer Geometrien oder verschachtelter Layouts kann es in der Praxis zu niedrigeren effektiven Geschwindigkeiten kommen. Auch die Beschleunigungs- und Verzögerungsleistung der Maschine beeinflusst den Gesamtdurchsatz.
Vergleich der Kantenqualität
CO₂-Laser:
CO₂-Laser zeichnen sich durch einen größeren Strahlfleck aus und eignen sich daher gut zum Schneiden von Materialien unterschiedlicher Dicke. Dieser größere Fleck erzeugt glattere Kanten, insbesondere bei zunehmender Materialdicke. Die Qualität der Schnittkante verbessert sich mit der Tiefe. Daher sind CO₂-Laser die bevorzugte Wahl, wenn glatte Kanten bei dickeren Materialien eine wichtige Voraussetzung sind.
Faserlaser:
Faserlaser haben einen kleineren Strahldurchmesser, der schmale Schnittfugen und Hochgeschwindigkeitsschnitte bei dünnen Materialien ermöglicht. Der fokussierte Strahl erhöht die Energieabsorption und ermöglicht so eine schnelle und effiziente Bearbeitung.
Beim Schneiden dickerer Materialien wirkt der Strahl des Faserlasers jedoch hauptsächlich auf die Oberseite der Schnittzone. Der Laser benötigt mehrere interne Reflexionen, um die Unterseite der Schnittfuge zu erreichen. Dies kann zu Folgendem führen:
Rauere Oberflächen
Feine Streifen entlang der Kante
Erhöhter Hilfsgasdruckbedarf zur effektiven Evakuierung geschmolzenen Materials
Dies kann dazu führen, dass die Schnittkantenqualität bei der Bearbeitung dicker Abschnitte schlechter ist als bei CO₂-Lasern, insbesondere bei Anwendungen, die nur eine minimale Nachbearbeitung erfordern.

10.0CO₂-Laser vs. Faserlaser – Vergleichstabelle zur Materialbearbeitung
| Materialtyp | Beispiele | CO₂-Laserschneiden | CO₂-Lasergravur | CO₂-Lasermarkierung | Faserlaserschneiden | Faserlasergravur | Faserlasermarkierung | Hinweise |
| Holz & Papier | Sperrholz, MDF, Karton, Furnier | √ | √ | √ | × | × | × | Faserlaser nicht für organische Materialien geeignet |
| Acryl und Kunststoffe | Gegossenes Acryl, ABS, Delrin (POM) | √ | √ | √ | × | √ | √ | Faserlaser geeignet für Kunststoffe mit Additiven |
| Textilien & Leder | Baumwolle, Filz, Kunstleder | √ | √ | √ | × | × | × | Faserlaser nicht für faserige Materialien empfohlen |
| Glas und Keramik | Flachglas, Keramiktassen | × | √ | √ | × | × | √ | Faserlasermarkierung beschränkt sich auf Oberflächenverfärbungen |
| Gummimaterialien | Gummi- und Silikonplatten in Laserqualität | √ | √ | √ | × | × | × | Faserlaser können keine weichen Materialien bearbeiten |
| Papierprodukte | Karton, Zeichenpapier | √ | √ | √ | × | × | × | Flammenkontrolle wichtig beim Schneiden mit CO₂-Lasern |
| Stein | Granit, Marmor, Schiefer | × | √ | √ | × | × | Beschränkt | Markiertiefe des Faserlasers begrenzt; nur für flache Markierungen |
| Schaumstoffe | EVA-Schaum, PE-Schaum | √ | √ | √ | × | × | × | Faserlaser sind für stark absorbierende Schäume nicht geeignet |
| Metalle (Blankmetall) | Edelstahl, Aluminium, Kupfer, Messing, Titan | × | × | √ (mit Spray) | √ | √ | √ | Faserlaser können Metalle direkt bearbeiten |
| Beschichtete Metalle | Eloxiertes Aluminium, lackierte Metalle | × | √ | √ | × (Schneiden nicht empfohlen) | √ | √ | Faserlaser zeichnen sich durch kontrastreiche Oberflächenmarkierungen aus |
| Edelmetalle | Gold, Silber, Platin | × | × | √ (mit Spray) | √ | √ | √ | Faserlaser finden breite Anwendung in der Schmuck- und Metallverarbeitung |
| Hochreflektierende Metalle | Spiegelaluminium, Kupfer, Messing | × | × | √ (mit Spray) | √ | √ | √ | Faserlaser erfordern hohe Leistung oder spezielle Einstellungen, um Reflexionsschäden zu vermeiden |
| Fiberglasmaterialien | Fiberglasplatten, Epoxidplatten | × | × | × | × | × | × | Bei der Verarbeitung werden giftige Gase freigesetzt; nicht empfohlen |
| PVC und Vinyl | PVC-Materialien, Vinylfolien | × | × | × | × | × | × | Beide Lasertypen sind für chlorhaltige Materialien ungeeignet |
11.0Faserlaser vs. CO₂-Laser: Welchen sollten Sie kaufen und warum?
Auswahl zwischen CO₂- und Faserlaserschneidern
Wenn Sie den Kauf einer Laserschneidmaschine planen, sich aber nicht sicher sind, ob Sie einen CO₂-Laser oder einen Faserlaser wählen sollen, hilft Ihnen das Verständnis der Unterschiede zwischen diesen beiden Technologien dabei, eine fundierte Entscheidung zu treffen.
Ein klares Verständnis der Vorteile und Einschränkungen der einzelnen Lasertypen zeigt, welcher für Ihre spezifischen Anforderungen besser geeignet ist.
11.1Vergleich der Zuschnitte von 5 mm Edelstahl
- CO₂-Laserschneiden einer 5 mm großen Edelstahlprobe
- Faserlaserschneiden einer 5 mm Edelstahlprobe
(Hier Diagramm oder Vergleichsfotos einfügen)
11.2Schlüsselfaktoren bei der Auswahl eines Laserschneidsystems
Die Wahl des richtigen automatisierten Laserschneidsystems erfordert eine umfassende Bewertung Ihrer aktuellen Anwendungen, Anforderungen, Einschränkungen und zukünftigen Wachstumspläne. Zu den wichtigsten Überlegungen gehören:
- Materialarten und -stärken
- Verarbeitungsgenauigkeit
- Produktionseffizienz
- Einkaufsbudget
- Betriebskosten
11.3Technologievergleich und Fazit
Während die CO₂-Lasertechnologie gut etabliert ist und beim Schneiden vieler nichtmetallischer Materialien überlegen bleibt, bieten Faserlaser bis zu 5-mal schnellere Schnittgeschwindigkeiten auf dünnen Metallen (unter 8 mm) und kann die Betriebskosten um ca. 50%.
Höhere Produktivität und niedrigere Gesamtbetriebskosten machen Faserlaser zu einer transformativen Kraft in der Branche.
11.4Leistungsvergleich der wichtigsten Lasertechnologien
| Funktion / Leistung | Faserlaser | CO₂-Laser |
| Blechschneiden | ✓ | |
| Metallgravur | ✓ | |
| Schneiden von organischem Material | ✓ | |
| Schneiden dünner Materialien (<8 mm) | ✓ | |
| Schneiden von dickem Material | ✓ | ✓ |
| Oberflächenrauheit (besseres Finish) | ✓ | |
| Schnittgeschwindigkeit (<8 mm) | ✓ | |
| Energieverbrauch | ✓ | |
| Betriebskosten | ✓ | |
| Instandhaltungskosten | ✓ | |
| Maschineneinrichtung und Leerlaufzeit | ✓ | |
| Gesamtbetriebskosten | ✓ | |
| Stellfläche (benötigter Platz) | ✓ | |
| Sicherheit | ✓ |
12.0CO₂-Laser vs. Faserlaser – Häufig gestellte Fragen
Was ist ein CO₂-Laser?
Ein CO₂-Laser erzeugt Laserlicht durch die Anregung von CO₂-Gasmolekülen mit einer Wellenlänge von etwa 10,6 Mikrometern. Er eignet sich zum Schneiden und Gravieren einer Vielzahl nichtmetallischer Materialien und ist derzeit der am weitesten verbreitete Lasertyp.
Was ist ein Faserlaser?
Ein Faserlaser verwendet eine mit seltenen Erden dotierte optische Faser (üblicherweise Ytterbium) als Verstärkungsmedium mit einer kürzeren Wellenlänge von etwa 1,064 Mikrometern. Er ist speziell für das Schneiden und Markieren von Metall konzipiert und bietet hohe Effizienz und einfache Wartung.
Was sind die Hauptunterschiede zwischen CO₂-Lasern und Faserlasern?
Wellenlänge: CO₂-Laser arbeiten bei 10,6 Mikrometern, Faserlaser bei 1,064 Mikrometern.
Materialeignung: CO₂-Laser eignen sich hervorragend für nichtmetallische Materialien, während Faserlaser für das Metallschneiden optimiert sind.
Effizienz und Wartung: Faserlaser bieten eine höhere Energieeffizienz und eine einfachere Wartung; CO₂-Laser verbrauchen mehr Strom und erfordern einen komplexeren Wartungsaufwand.
Welcher Laser eignet sich besser zum Schneiden von Metall?
Faserlaser eignen sich aufgrund ihrer kürzeren Wellenlänge und höheren Absorptionseffizienz ideal zum Schneiden verschiedener Metalle – insbesondere dünner Metallbleche (< 8 mm) – und bieten höhere Schnittgeschwindigkeiten und einen geringeren Energieverbrauch.
Welche Vorteile bieten CO₂-Laser?
CO₂-Laser unterstützen eine breite Palette von Materialien (Kunststoffe, Holz, Acryl usw.), haben einen einfacheren Aufbau, geringere Vorlaufkosten und ermöglichen hochwertige Schnitte und Gravuren auf nichtmetallischen Materialien.
Gibt es große Unterschiede bei den Betriebskosten?
Faserlaser sind etwa vier- bis fünfmal energieeffizienter als CO₂-Laser, was zu deutlich geringerem Stromverbrauch und geringeren Wartungskosten führt und sie auf lange Sicht wirtschaftlicher macht.
Welcher Laser ist sicherer?
Beide Laser sind Hochleistungslaser, die strenge Sicherheitsmaßnahmen erfordern. Die meisten Laserschneidsysteme erfüllen die Lasersicherheitsstandards der Klasse 1 und gewährleisten so einen sicheren Betrieb.
Ist die Wartung eines Faserlasers kompliziert?
Die Wartung ist einfach und umfasst hauptsächlich die Reinigung der Düsen und Schutzfenster. Die typische wöchentliche Wartungszeit beträgt weniger als 30 Minuten.
Ist die Wartung eines CO₂-Lasers schwierig?
Die Wartung ist komplexer und erfordert eine regelmäßige Reinigung der Spiegel und Bälge. Die wöchentliche Wartung kann 4 bis 5 Stunden dauern.
Gibt es einen signifikanten Unterschied bei den Anschaffungskosten?
Faserlaser erfordern in der Regel eine höhere Anfangsinvestition, die oft ein Vielfaches der Kosten von CO₂-Lasern beträgt. Aufgrund ihrer höheren Effizienz und niedrigeren Betriebskosten kann sich die Investition jedoch im Laufe der Zeit amortisieren.
Sind Faserlaser für Kunststoffe und organische Materialien geeignet?
Generell nicht empfohlen. Faserlaser eignen sich besser für Metalle und Kunststoffe mit lasersensitiven Additiven.
Verweise
www.researchgate.net/publication/335334467_The_Analysis_of_Fiber_and_CO_2_Laser_Cutting_Accuracy
https://www.xometry.com/resources/sheet/co2-laser-vs-fiber-laser/
https://www.tubeformsolutions.com/blog/tube-bender-7/fiber-vs-co2-laser-cutting-understanding-the-differences-448



