

- 1.0Was ist eine Fase?
- 2.0Was ist eine Abschrägung?
- 3.0Fase vs. Abschrägung: Wichtige Unterschiede
- 4.0Messen von Fasen und Abschrägungen
- 5.0Rohrabschrägung vs. Rohranfasen: Was ist der Unterschied?
- 6.0Warum ist hochpräzises Anfasen so wichtig?
- 7.0Welche Vorteile bietet das Anfasen von Bauteilen?
- 8.0Welche Vorteile bietet das Anfasen von Bauteilen?
In der Metall-, Kunststoff- und Zerspanungstechnik können scharfe 90°-Kanten nicht nur zu Bauteilbeschädigungen führen, sondern stellen auch ein Sicherheitsrisiko dar. Um diese scharfen Kanten zu vermeiden, werden bei der Fertigung zwei gängige Techniken eingesetzt: Anfasen Und Abschrägung.
Obwohl die Begriffe „Fase“ und „Abschrägung“ oft synonym verwendet werden, unterscheiden sie sich erheblich hinsichtlich Geometrie, Bearbeitungsmethode und beabsichtigter Funktion.
Dieser Artikel bietet einen detaillierten Vergleich zwischen Fasen und Abschrägungen und konzentriert sich dabei auf ihre geometrischen Eigenschaften, Bearbeitungstechniken und jeweiligen Vorteile.
1.0Was ist eine Fase?
Der Begriff Fase stammt aus dem mittelfranzösischen Wort Chamfrein, was „abgeschrägte Kante“ bedeutet. In der Bearbeitung und Fertigung bezeichnet es eine Übergangskante, die durch das Schneiden zwischen zwei Oberflächen eines Teils entsteht. Ein verwandter Begriff, Lerchenzunge, wird gelegentlich verwendet, um spezielle gekrümmte Fasenprofile zu beschreiben.
Eine Fase ist ein schräger Schnitt zwischen zwei angrenzenden Oberflächen eines Werkstücks, typischerweise an einer 90°-Ecke. Der gängigste Fasenwinkel beträgt 45°, kann aber je nach Designvorgaben angepasst werden. Im Gegensatz zu einer Abschrägung erstreckt sich eine Fase nicht über die gesamte Materialstärke; sie entfernt lediglich einen kleinen Teil der Kante, um scharfe Ecken zu vermeiden, die Optik zu verbessern oder die Montage zu erleichtern.
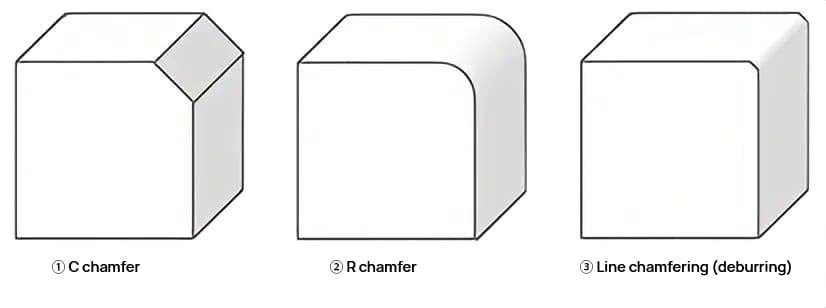
Geometrische Merkmale von Fasen:
- Fester Winkel: Normalerweise auf 45° eingestellt, wodurch eine symmetrische und gleichmäßige Kante entsteht.
- Geringe Tiefe: Ändert nur die Außenkante, ohne die strukturelle Integrität des Teils zu beeinträchtigen.
- Gerader Kantenübergang: Anders als das gekrümmte Profil einer Rundung oder die ausgedehnte Neigung einer Abschrägung bilden Fasen flache, abgewinkelte Kanten.
Gängige Anfasmethoden:
Zu den typischen Anfaswerkzeugen gehören:
- Fasenfräser: Hochpräzise Fräser für den Einsatz auf CNC-Fräsmaschinen.
- Handschaber oder Fasmesser: Manuelle Werkzeuge, geeignet für kleine Chargen oder die Kantenbearbeitung vor Ort.
- Rotierende Entgratwerkzeuge oder Schleifscheiben: Wird für unregelmäßige Kanten verwendet oder wenn eine hohe Oberflächengüte erforderlich ist.
Anfasausrüstung:
- CNC-Anfasmaschinen
- Handgeführte manuelle Anfaswerkzeuge
- Doppelkopf-Anfasmaschinen
- Rotierende Fasenfräser / Entgrat-Fasenwerkzeuge
- Rohranfasmaschinen / Rohrenden-Anfassysteme
Anwendungen des Anfasens:
- CNC-Bearbeitung von Metall: Wird häufig an Kanten mechanischer Komponenten, Zahnrädern und Gewindeabschnitten verwendet.
- Kunststoff- und Glasprodukte: Verbessert die Kantenglätte und das Erscheinungsbild der Oberfläche.
- Architektonische und private Ausstattung: Wird aus Sicherheits- und ästhetischen Gründen auf Tisch- oder Arbeitsplattenkanten angebracht.
2.0Was ist eine Abschrägung?
A Fase bezeichnet eine abgewinkelte Fläche, die zwei nicht senkrechte oder parallele Flächen verbindet. Wie eine Fase dient eine Abschrägung zum Entfernen scharfer Kanten, unterscheidet sich jedoch in Winkel und Umfang. Abschrägungen umfassen typischerweise eine größere Schnittfläche und können sich über einen Teil oder die gesamte Materialdicke erstrecken.
Geometrische Merkmale von Fasen:
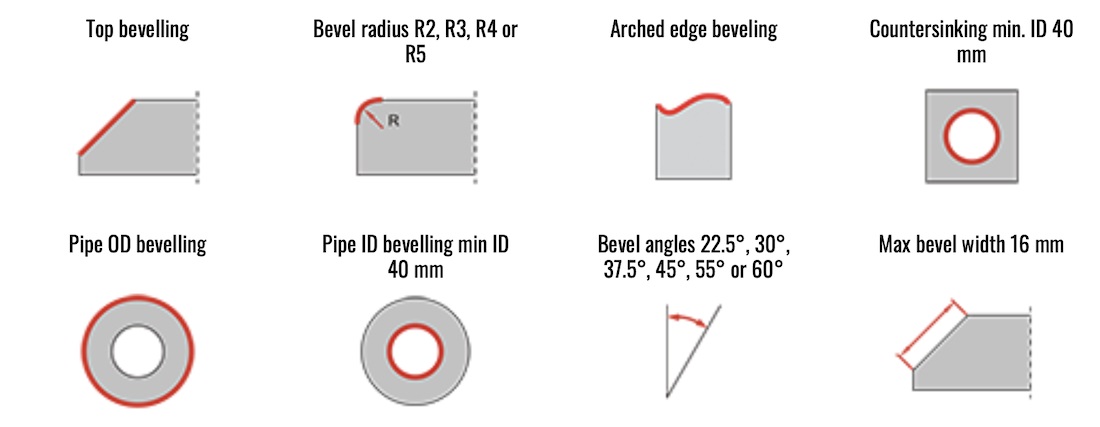
- Flexible Winkel: Abschrägungswinkel können je nach strukturellen oder funktionalen Anforderungen variieren – übliche Winkel sind 15°, 30° und 45°.
- Größere Schnittfläche: Eine Fase verläuft oft über die gesamte Kantenlänge und entfernt mehr Material als eine Fase.
- Schräger Übergang: Anders als die flache, präzise abgewinkelte Oberfläche einer Fase erzeugt eine Abschrägung eine sanftere, funktionalere Neigung.
Typische Anwendungen des Anfasens:
- Strukturschweißen: Vorbereitung von Blechkanten oder Rohrenden für Schweißverbindungen (z. B. Fasennuten).
- Autoteile: Kegelräder und schräge Dichtflächen.
- Möbel und Baumaterialien: Dekorative Facetten an Bilderrahmen, Spiegeln und Schrankkanten.
- Unterhaltungselektronik: Abgeschrägte Blenden und abgeschrägte optische Fensteroberflächen.
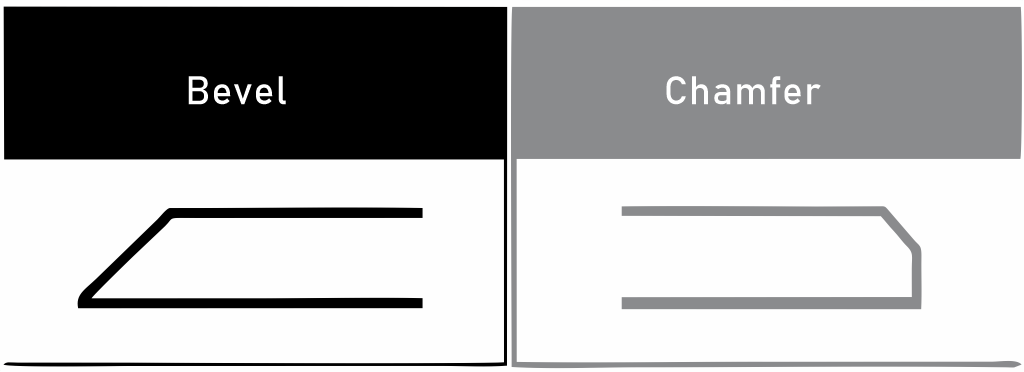
3.0Fase vs. Abschrägung: Wichtige Unterschiede
Definition und Kontext:
- Fase: Eine Fase bezeichnet im Allgemeinen eine abgewinkelte Kante, die zwei parallele Flächen verbindet. Diese abgewinkelte Fläche entsteht nicht immer durch Schneiden, sondern kann auch während des ursprünglichen Formgebungsprozesses des Materials entstehen. Fasen können während der Herstellung natürlich entstehen oder absichtlich eingebracht werden.
- Fase: Eine Fase bezeichnet eine abgewinkelte Kante, die durch Schneiden entsteht. Sie entsteht typischerweise zwischen zwei aneinandergrenzenden Flächen und ist immer mit Materialabtrag verbunden.
Zusammenfassend:
- Eine Fase erfordert nicht unbedingt ein Schneiden, während eine Fase immer einen Schneidvorgang erfordert.
- Fasen werden zwischen benachbarten Flächen angebracht, während Abschrägungen häufiger als Übergänge zwischen parallelen Flächen vorkommen.
Geometrische Unterschiede:
Fasen und Abschrägungen unterscheiden sich auch in ihren geometrischen Eigenschaften:
- Fase: Wird typischerweise in einem 45°-Winkel geschnitten und dient zum Verbinden zweier angrenzender Flächen. Beispielsweise führt das Abschrägen jeder Ecke eines quadratischen Werkstücks zu einer inneren Geometrie, die stark einem Achteck ähnelt.
- Fase: Obwohl auch 45° üblich sind, kann der Winkel je nach Design frei angepasst werden. Fasen eignen sich zum Verbinden paralleler Flächen oder zum Gestalten schräger Übergänge. Ein vollständig abgeschrägtes prismatisches Teil kann einen rautenförmigen Querschnitt oder ein anderes schräges Profil aufweisen.
Unterschiede bei der Bearbeitung:
Fasen und Abschrägungen werden mit unterschiedlichen Werkzeugen und Verfahren hergestellt:
Anfasen:
- Wird auf einer Fräsmaschine mit einem Fasenfräser durchgeführt.
- Bei zylindrischen Teilen kann das Anfasen auf einer Drehbank durch Drehräumen erfolgen.
- Bei der CNC-Bearbeitung können Fasen in mehreren Durchgängen hergestellt werden, dies erhöht jedoch die Zykluszeit.
Abschrägung:
- Wird mit Anfasmaschinen oder Spezialwerkzeugen durchgeführt.
- Blechanfasmaschinen: Wird für flache Blech- oder Plattenmaterialien verwendet.
- Rohranfasmaschinen: Wird häufig verwendet, um Rohrenden zum Schweißen vorzubereiten.
- In manchen Fällen können Fasenwerkzeuge zum Erstellen von Abschrägungen verwendet werden, wobei mehrere Schnittdurchgänge erforderlich sind, um den gewünschten Winkel zu erreichen.
4.0Messen von Fasen und Abschrägungen
4.1Allgemeine Messwerkzeuge
(1) Optischer Komparator:
Ausgestattet mit stark vergrößernden Linsen und einem Projektionssystem zur Vergrößerung von Kantenprofilen für die Analyse.
Unterstützt manuelle Messungen und digitale Anzeigen, geeignet für hochpräzise Inspektionen.
Wird häufig in der Qualitätskontrolle für die Massenproduktion verwendet.
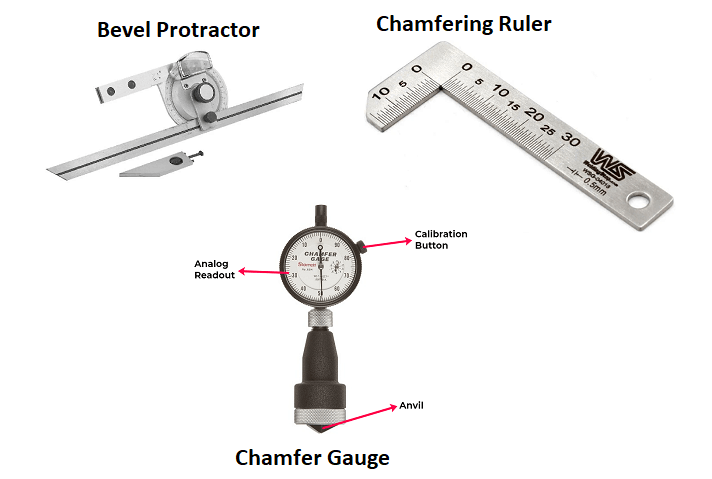
(2) Fasenlehre:
Verwendet einen federbelasteten Kolben, der die abgewinkelte Oberfläche berührt, um die Schenkellänge oder Fasentiefe zu messen.
Erhältlich in analogen, digitalen und CNC-kompatiblen Modellen
Geeignet für die schnelle Prüfung von Fasen und Schrägen.
4.2Spezialisierte Messwerkzeuge
(1) Winkelmesser:
Besteht aus einer rotierenden Klingenanordnung mit kreisförmiger Winkelskala.
Messmethode:
Eine Klinge richtet sich nach der Schrägfläche, die andere nach einer Referenzebene.
Der eingeschlossene Winkel stellt den Abschrägungswinkel dar.
Vorteil: Kann feine Winkelabweichungen messen, ideal für Schweißnuten und abgeschrägte Zahnradoberflächen.
(2) Fasenlineal:
L-förmiges Gerät aus zwei abgestuften Edelstahlskalen, die entlang der vertikalen und horizontalen Oberflächen eines Teils angeordnet sind.
Misst die beiden Schenkellängen, um die Länge und den Winkel der Fasenfläche zu berechnen.
Geeignet für manuelle Inspektion und Zeichnungsüberprüfung.
4.3Beispiel für die Winkel- und Maßkonvertierung
Wenn ein Fasenlineal misst:
Horizontales Bein = 3 mm
Vertikales Bein = 3 mm
Der Fasenwinkel beträgt dann 45°und die Fasenlänge (Hypotenuse) beträgt ungefähr 4,24 mm (nach dem Satz des Pythagoras).
Übersichtstabelle:
| Werkzeugtyp | Am besten für | Vorteile | Typische Anwendungen |
| Optischer Komparator | Fasen und Abschrägungen | Hochpräzise Sichtprüfung | CNC-Teileprüfung, Labormessung |
| Fasenlehre | Fasen | Schnelle Messung, einfaches Design | Automatisierte Fasenqualitätskontrolle |
| Winkelmesser | Abschrägungen | Misst feine Winkel | Schweißfugen, Strukturfasenprüfung |
| Fasenlineal | Fasen | Niedrige Kosten, breite Anwendbarkeit | Manuelle Messung vor Ort in Werkstätten |
5.0Rohrabschrägung vs. Rohranfasen: Was ist der Unterschied?
| Kategorie | Fasenschneiden | Anfasen |
| Definition | Schneiden des Rohrendes in einem bestimmten Winkel (z. B. 45°), typischerweise zur Schweißvorbereitung | Entfernen scharfer Kanten an den Innen- und Außenkanten der Rohre für bessere Passform und Sicherheit |
| Zielgebiet | Rohrstirnseite bzw. Außenwand | Innen- und Außenkanten des Rohres |
| Anwendungen | Stumpfschweißen, Strukturverbindungen, Nutvorbereitung | Baugruppenausrichtung, Entgraten, Reduzierung von Spannungskonzentrationen |
| Typische Formen | Tiefe Fasen, J-Nuten, U-Nuten | V-Fasen, abgerundete Kanten (R), konische Übergänge |
| Präzisionsanforderung | Hoch (insbesondere um die Schweißdurchdringung und Winkelkonsistenz sicherzustellen) | Mittel bis hoch (insbesondere für Dichtungs- oder Präzisionsbaugruppen) |
6.0Warum ist hochpräzises Anfasen so wichtig?
In Branchen wie der Luft- und Raumfahrt, der Automobilindustrie und der Pharmaindustrie müssen Rohrendfasen strenge Vorgaben hinsichtlich Winkel und Tiefe erfüllen. Selbst geringe Abweichungen – im Tausendstelbereich – können zu Folgendem führen:
- Übergroße Montagespalte oder falsche Passung
- Dichtungsversagen und Leckage
- Erhöhte Spannungskonzentration, die zu Ermüdungsversagen führt
- Nichteinhaltung von Validierungsstandards (z. B. FDA, ISO, AS9100)
Daher benötigen Kunden oft Maschinen mit CpK-Fähigkeit (Prozessfähigkeitsindex) um eine konsistente, toleranzgerechte Produktion aller Teile sicherzustellen.
Automatisiertes hochpräzises Anfasen: Servobetriebene Rohranfasmaschinen
Um den Anforderungen an konsistente und präzise Anfasungen im High-End-Bereich gerecht zu werden, vollautomatische servogesteuerte Rohranfasmaschinen wurden entwickelt. Zu den wichtigsten Vorteilen zählen:
- Servo-Steuerungssystem: Ermöglicht eine genaue Steuerung des Vorschubwinkels und der Schnitttiefe und gewährleistet so eine hohe Wiederholgenauigkeit.
- Stabiler Maschinenrahmen: Sorgt für Stabilität und minimiert Vibrationen während des Betriebs.
- Automatisiertes Zuführen und Spannen: Unterstützt die kontinuierliche Verarbeitung mehrerer Chargen mit minimalem manuellen Eingriff.
- Intelligente Prozesseinstellungen: Ermöglicht einen schnellen Wechsel zwischen unterschiedlichen Rohrgrößen und -winkeln und verbessert so die Produktionsflexibilität.
Diese Maschinen eignen sich zum Anfasen einer breiten Palette von Metallen – einschließlich Edelstahl, Kohlenstoffstahl und Legierungsrohren – und können Mehrwinkel- und Mehrstufenfasen, was sie für das Erreichen hocheffizienter und konsistenter Ergebnisse unverzichtbar macht.
7.0Welche Vorteile bietet das Anfasen von Bauteilen?
- Erhöhte Sicherheit: Durch das Anfasen werden scharfe Kanten von Teilen entfernt, wodurch das Risiko von Schnitten, Abschürfungen oder Hängenbleiben an der Kleidung bei der Handhabung verringert wird. Es wird häufig bei Möbelkanten und handgeführten Teilen angewendet, um die Benutzersicherheit zu verbessern.
- Einfachere Montage und Demontage: Fasen erleichtern das Einsetzen von Befestigungselementen wie Schrauben und Muttern, verhindern Kantenausbrüche und erhöhen die Passgenauigkeit und Verbindungsfestigkeit.
- Verbesserte Ästhetik und wahrgenommene Qualität: Fasen mildern scharfe Kanten und verleihen Komponenten eine feinere und glattere Kontur, was das Gesamtdesign des Produkts verbessert – eine häufige Anwendung in der Holzverarbeitung, Schmuckherstellung und bei hochwertigen Geräten.
- Bessere Ausrichtung bei der Montage: Fasen helfen dabei, Teile in die passenden Löcher zu führen, wodurch Fehlausrichtungen und Montagefehler reduziert und die Effizienz und Genauigkeit der Installation verbessert werden.
- Reduzierte Reibung und erhöhte Verschleißfestigkeit: Eine abgeschrägte Kante sorgt für einen sanften Übergang und minimiert die Reibung zwischen den Gleitflächen. So können beispielsweise abgeschrägte Bremsbeläge Geräusche und Vibrationen während des Betriebs reduzieren.
- Verbesserte Herstellbarkeit und geringere Produktionskosten: Durch die Einbeziehung von Fasen in die Konstruktionsphase können Nachbearbeitungsvorgänge entfallen. In Kombination mit Formwerkzeugen oder Formfräsern können Fasen die Verarbeitungsschritte vereinfachen und die Fertigungskosten senken.
8.0Welche Vorteile bietet das Anfasen von Bauteilen?
- Erhöhte Sicherheit: Fasen mildern 90°-Ecken und reduzieren so das Risiko von Aufprallverletzungen. Sie kommen häufig bei Strukturkanten vor, wobei eine Seite der Fase bei unsachgemäßer Handhabung dennoch eine scharfe Spitze bilden kann.
- Einfachere Montage und Demontage: Abgeschrägte Kanten sorgen für eine reibungslosere Verbindung großer Platten, Bretter oder Metallstrukturen und ermöglichen so eine sicherere und effizientere Montage.
- Verbesserte Ästhetik und Produktdefinition: Abschrägungen verleihen Komponenten eine geometrische Definition und erhöhen die visuelle Tiefe und Designpräzision – häufig zu sehen bei Gerätegehäusen, architektonischen Elementen und dekorativen Oberflächen.
- Verbesserte Ausrichtungsleistung: Durch die Anpassung der Abschrägungswinkel können Komponenten auf natürliche Weise genauer ausgerichtet und verbunden werden, was insbesondere bei Rahmensystemen und komplexen Baugruppen wertvoll ist.
- Reduzierte Reibung und verbessertes Verschleißverhalten: Fasen können die Geometrie von Kontaktflächen verbessern und so Reibung und Materialverschleiß reduzieren. Beispielsweise tragen Fasen bei Zahnradeingriffen oder Gleitmechanismen zu einer gleichmäßigeren Bewegung bei.
- Verbesserte Herstellbarkeit und strukturelle Anpassungsfähigkeit: Fasen eignen sich ideal für Nutschweißungen und Strukturübergänge. Mit Fasenmaschinen lassen sich diese Kanten in einem Arbeitsgang formen – das beschleunigt die Produktion und steigert die Effizienz.
Verweise
www.madearia.com/blog/chamfer-vs-bevel/
www.colstanprofiles.co.uk/chamfer-vs-bevel-key-differences-applications-and-benefits/



