

Inhaltsverzeichnis
- 1.0Biegen von Aluminiumrohren und -profilen: Vorteile, Formen und Verarbeitungstechniken
- 2.0Gängige Oberflächenbehandlungsverfahren für Aluminiumrohre
- 3.0Vergleich von Werkzeugen und Methoden zum Biegen von Aluminiumrohren
- 4.0Manuelles Rohrbiegen – Schritt-für-Schritt-Anleitung
- 5.0Gängige Aluminiumlegierungen nach Serien: Eigenschaften und Anwendungen
1.0Biegen von Aluminiumrohren und -profilen: Vorteile, Formen und Verarbeitungstechniken
Aluminium hat sich aufgrund seines geringen Gewichts, seiner hervorragenden Korrosionsbeständigkeit und seiner hervorragenden Formbarkeit in vielen Branchen zum bevorzugten Werkstoff entwickelt. Das Biegen von Aluminiumrohren und -profilen bietet zahlreiche Vorteile – nicht nur hinsichtlich der Leistung, sondern auch hinsichtlich der Designflexibilität und der Verarbeitungseffizienz.
1.1Vorteile des Biegens von Aluminiumrohren und -profilen
- Leicht: Aluminium reduziert das Gewicht im Vergleich zu Stahl erheblich und ist ideal für strukturelle und mobile Anwendungen.
- Korrosionsbeständigkeit: Natürlich Oxid Schicht bietet Schutz; kann verstärkt werden durch Eloxieren oder andere Oberflächenbehandlungen.
- Gute Wärmeleitfähigkeit: Geeignet für Hitze Ableitung Anwendungen wie Kühlkörper Und LED-Leuchten.
- Ästhetisches Erscheinungsbild: Glatte Oberfläche, leicht zu verarbeiten für dekorative Anwendungen.
- Hohe Duktilität: Aluminium Profile kann sein gebogen, gebohrt, Und gemahlen ohne zu reißen – ideal für komplexe Geometrien.
- Verarbeitungsflexibilität: Exzellent Formbarkeit, passt sich an verschiedene Fertigungsanforderungen an.
- Hohlstruktur: Aluminium Rohre sind leichter durch innere Hohlräume, geeignet für Automobilindustrie, Möbel, Und architektonische Anwendungen.
- Kontrolliertes Kaltbiegen: Erfordert eine ordnungsgemäße Legierung Temperament Auswahl und Biegeradiussteuerung zu vermeiden Knacken und sicherstellen Qualität.
1.2Gängige Querschnittsformen von Aluminiumprofilen und -rohren
| Querschnittstyp | Beschreibung | Beispielanwendungen |
| Runden | Häufigste und einfachste Struktur, gleichmäßige Druckverteilung | Getränkedosen, Konservendosen, Chemikalienbehälter |
| Oval | Zwischen rund und flach, geeignet für Szenarien mit begrenztem Platzangebot | Spezialverpackungen, tragbare Behälter |
| Quadrat | Definierte Ecken, hohe Raumausnutzung | Transporttanks, Lagertanks und spezielle Industriebehälter |
| Rechteckig | Wie ein Quadrat, aber mit ungleichen Seiten | Container, Versandkartons, Industrietanks |
| Polygonal | Mehrere Seiten, verschiedene Formen | Stilvolle Verpackungsdosen, funktionsspezifische Behälter |
| Unregelmäßig (Benutzerdefiniert) | Nicht standardmäßige Formen für spezielle Designanforderungen | Kundenspezifische Aluminiumdosen, zB herzförmig, sternförmig |




1.3Vor- und Nachbiegebearbeitung von Aluminiumrohren
| Bühne | Gemeinsame Prozesse | Wichtige Überlegungen |
| Vor dem Biegen | Laserschneiden, Bohren, Senken, Winkelschneiden und Markieren | Vermeiden Sie die Bearbeitung im Bereich von Biegeverformungszonen |
| Nach dem Biegen | Trimmen, Gewindeschneiden, Fräsen, Crimpen usw. | Bewahren Sie die Integrität und das Aussehen des gebogenen Abschnitts |
2.0Gängige Oberflächenbehandlungsverfahren für Aluminiumrohre
- Eloxieren: Verbessert die Korrosions- und Verschleißbeständigkeit; ermöglicht eine dekorative Farbgebung.
- Sprühbeschichtung: Zum Aufbringen von Schutz- oder Dekorschichten; in verschiedenen Farben erhältlich und bedruckbar.
- Elektrophoretische Beschichtung: Gleichmäßige und umweltfreundliche Beschichtung mit guter Korrosionsbeständigkeit.
- Bürsten: Erzeugt feine Oberflächenstrukturen für eine verbesserte Optik und Haptik.
- Polieren: Erzeugt eine glatte und glänzende Oberflächenbeschaffenheit für eine verbesserte Ästhetik.
- Siebdruck: Druckt Text oder Muster direkt; geeignet für die Massenproduktion mit klaren Designs.
- Lasergravur: Dauerhafte, präzise Markierung für Muster oder fälschungssichere Etiketten.
- Sandstrahlen: Erzeugt matte oder mattierte Texturen; erhöht die Reibung und den dekorativen Effekt.
- Galvanisieren: Trägt eine Metallschicht für zusätzliche Härte und dekorativen Wert auf.
3.0Vergleich von Werkzeugen und Methoden zum Biegen von Aluminiumrohren
| Verfahren | Kurzbeschreibung | Gemeinsame Ausrüstung |
| Mechanisches Biegen (Kaltbiegen) | Biegen bei Raumtemperatur durch mechanische Krafteinwirkung; geeignet für dünnwandige Rohre und Standardbögen | Manueller Rohrbieger, Hydraulischer Rohrbieger, CNC-Rohrbieger |
| Warmbiegen | Erhitzen des Rohrs vor dem Biegen, um das Bruchrisiko zu verringern; geeignet für weniger dehnbare Materialien | Heißbiegemaschine, beheizter Rohrbieger |
| Rotationszugbiegen | Kontinuierliche Formgebung durch rotierende Matrizen; ideal für hohe Präzision und komplexe Kurven | Rotationszugbieger, CNC-Rohrbieger |
| Druckbiegen | Direkte Krafteinleitung über den Pressstempel; geeignet für dickwandige Rohre oder Rohre mit kleinem Radius | Kompressionsbieger, Hydraulische Presse |
| Hydraulisches Biegen | Nutzt Hydraulikdruck für Anwendungen mit hoher Kraft; ideal für Rohre mit großem Durchmesser oder hoher Festigkeit | Hydraulischer Rohrbieger, Hydraulischer Pressbieger |
| Streckbiegen | Das Material wird beim Biegen gedehnt, um Faltenbildung zu vermeiden; ideal für hohe optische Qualität | Streckbiegemaschine, CNC-Streckbiegemaschine |
| Rollbiegen | Stufenweises Formen mit mehreren Walzen; wird zum Biegen von Rohren mit großem Radius und langen Rohren verwendet | Walzenbiegemaschine, Drei-Walzen-Biegemaschine |
| Gesenkbiegen | Verwendet kundenspezifische Matrizen für präzise Winkel und Formen; ideal für die Massenproduktion | Matrizenbieger, CNC-Bieger, manuelle Matrizenvorrichtungen |
Fazit: In industriellen Anwendungen sind Rohrbieger die effektivsten Werkzeuge zum Biegen von Aluminiumrohren und gewährleisten ein Gleichgewicht zwischen Effizienz, Sicherheit und Qualität.


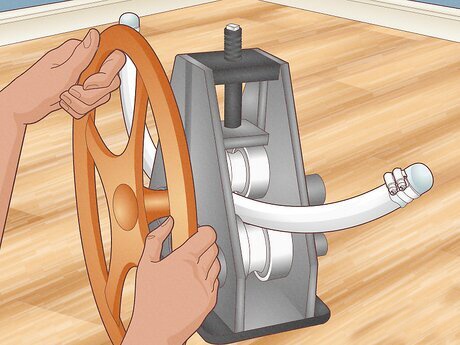
4.0Manuelles Rohrbiegen – Schritt-für-Schritt-Anleitung
4.1Schritt 1: Biegewerkzeug auswählen
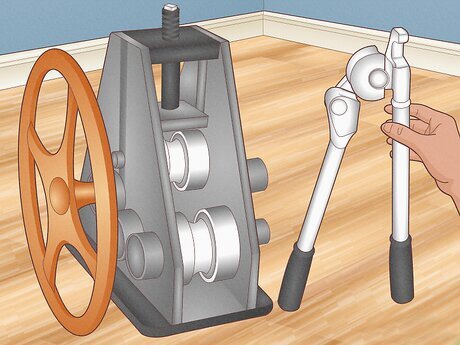
Verwenden Sie ein manueller oder hydraulischer RohrbiegerFür 1¼ Zoll (~3,7 cm) Aluminiumrohre ist eine manuelle Biegevorrichtung praktischer. Der Schlüssel ist, Zusammenbruch verhindern beim Biegen, nicht nur bei der Auswahl des Werkzeugs.
4.2Schritt 2: Füllen Sie das Rohr
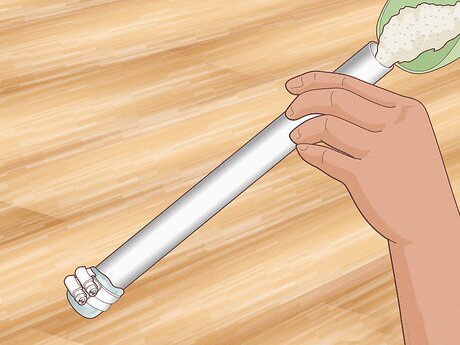
Füllen Sie das Rohr mit Sand oder anderem Verpackungsmaterial. Wickeln Sie die Enden mit dreilagiges Fensternetz und sichern Sie beide Enden mit Doppelschlauchschellen um ein Auslaufen zu verhindern.
4.3Schritt 3: Langsam beugen
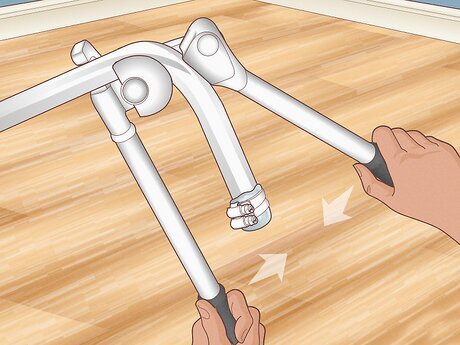
Biegen Sie das Rohr langsam und gleichmäßigVermeiden Sie ein Einstürzen oder eine Verformung. Achten Sie auf Risse und biegen Sie das Bauteil nicht zu stark.
4.4Schritt 4: Geeignete Methoden anwenden
Verwenden jede anwendbare Biegemethode, solange der Schlauch intakt bleibt. Beachten Sie die allgemeine Richtlinie: Der Biegeradius sollte mindestens das 3,5-fache des Rohrdurchmessers betragen (~8,8 cm Minimum für 1-Zoll-Rohr).
4.5Schritt 5: Verwenden Sie einen Würfel (optional)
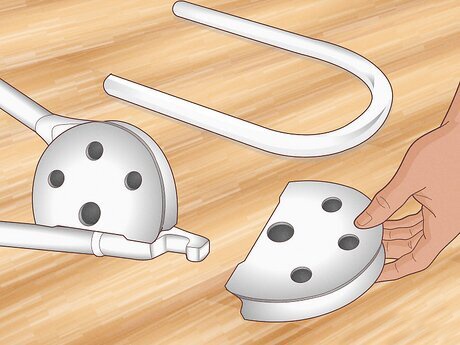
Falls verfügbar, verwenden Sie manuelle oder hydraulische Bieger mit passenden Matrizen mehr erreichen präzise und wiederholbar Biegungen.
5.0Gängige Aluminiumlegierungen nach Serien: Eigenschaften und Anwendungen
| Serie | Primäres Legierungselement | Wichtige Eigenschaften | Typische Anwendungen |
| 1000er Serie | Keine (reines Aluminium) | Geringe mechanische Festigkeit, ausgezeichnete thermische und elektrische Leitfähigkeit, hervorragende Korrosionsbeständigkeit | Wärmetauscher, elektrische Kondensatoren, Verpackung, Beschilderung, Lebensmittelindustrie |
| 2000er Serie | Kupfer (Al-Cu) | Hohe Festigkeit, relativ geringe Korrosionsbeständigkeit | Militärische Anwendungen, Spritzgussformen, Präzisionswerkzeuge |
| 3000er Serie | Mangan (Al-Mn) | Hohe Festigkeit, geringe Duktilität, gute Korrosionsbeständigkeit | Haushaltsgeräte, Transportausrüstung |
| Serie 4000 | Silizium (Al-Si) | Hervorragende Verschleißfestigkeit, niedriger Wärmeausdehnungskoeffizient | Schweißanwendungen |
| 5000er Serie | Magnesium (Al-Mg) | Gute Duktilität, ausgezeichnete Korrosionsbeständigkeit, gute Schweißbarkeit | Schiffbau, Marineschiffe, Karosserieteile |
| Serie 6000 | Magnesium + Silizium (Al-Mg-Si) | Hervorragende mechanische Eigenschaften, wärmebehandelbar, zum Biegen geeignet, gute Schweißbarkeit. Legierung 6060 ist die erste Wahl zum Rohrbiegen. | Möbel, Schiffbau, Beleuchtung, Schienenverkehr, Automobilkomponenten |
| Serie 7000 | Zink (Zn) | Sehr hohe Festigkeit und Härte nach der Wärmebehandlung, hervorragende mechanische Leistung | Motorrad- und Fahrradrahmen, andere Transportteile |
| 8000er Serie | Gemischte Legierungen | Geringe Dichte, hohe Festigkeit, gute Tieftemperaturzähigkeit | Luft- und Raumfahrtindustrie |




