
- 1.0Was sind die wichtigsten Eigenschaften von Aluminium und Aluminiumlegierungen?
- 2.0Wie wird Aluminium verarbeitet und hergestellt?
- 3.0Was sind die Kernprinzipien der Aluminiumkonstruktion?
- 4.0Welche technischen Anwendungsszenarien gibt es für Aluminiumkonstruktionen?
- 5.0Was sind die wichtigsten Aspekte bei der Konstruktion und dem Schutz von Aluminiumkonstruktionen?
- 6.0FAQ | Häufig gestellte Fragen zu Aluminiumkonstruktionen
Als zweithäufigst verwendeter Konstruktionswerkstoff nach Stahl wird Aluminium aufgrund seines geringen Gewichts, seiner Korrosionsbeständigkeit und seiner hervorragenden Bearbeitbarkeit geschätzt und findet daher breite Anwendung in Architektur, Transportwesen und Schiffbau. Allerdings unterscheidet sich Aluminium in seinem Materialverhalten deutlich von Stahl, weshalb bei der Planung und Konstruktion aluminiumspezifische Prinzipien beachtet werden müssen.
1.0Was sind die wichtigsten Eigenschaften von Aluminium und Aluminiumlegierungen?
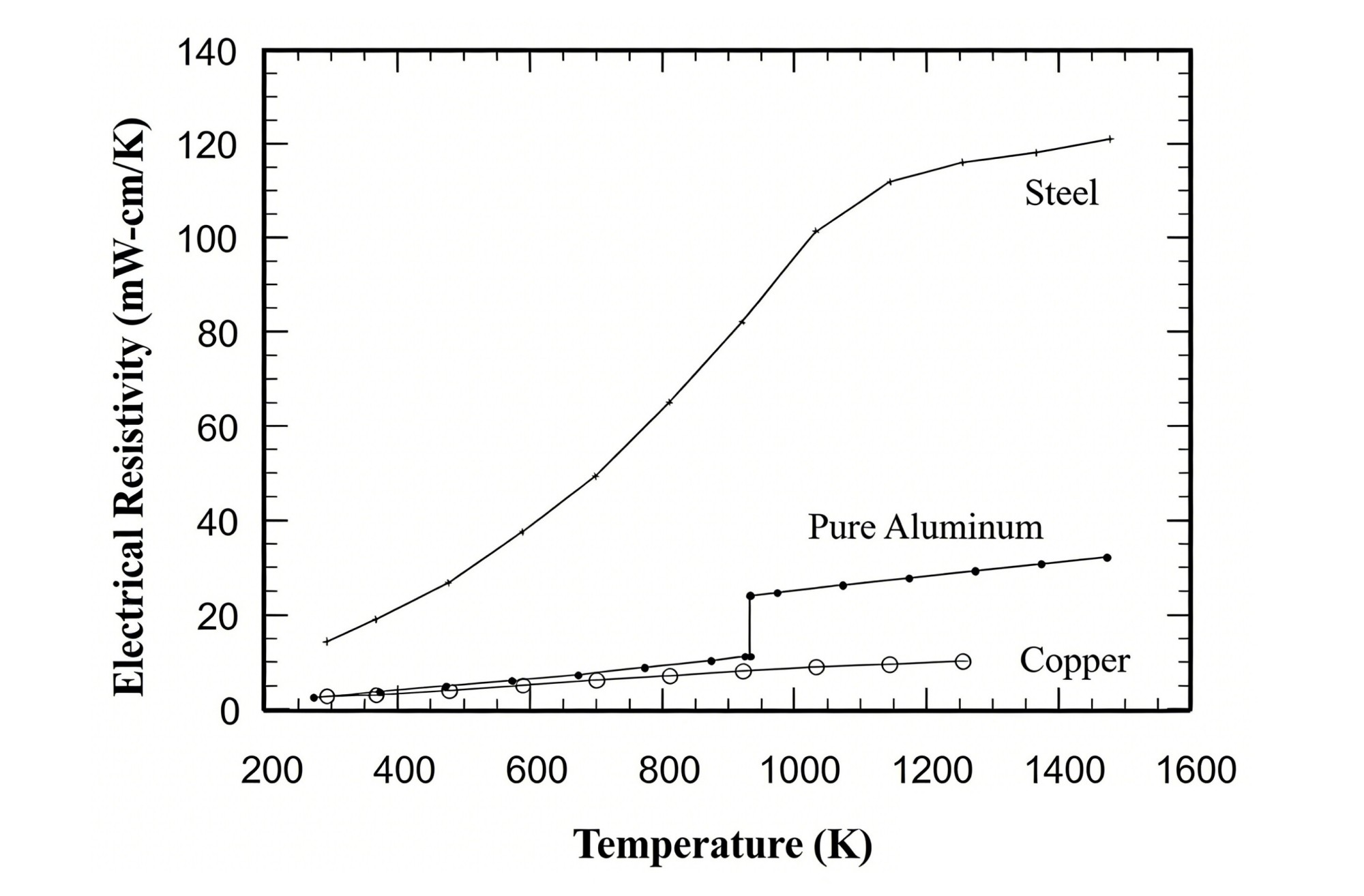
Aluminium ist das häufigste metallische Element in der Erdkruste. Mit einer Dichte von nur 2,7 g/cm³ (etwa ein Drittel des Elastizitätsmoduls von Stahl), ein Elastizitätsmodul von etwa 70 kN/mm²Aufgrund seines deutlich höheren Wärmeausdehnungskoeffizienten im Vergleich zu Stahl erfordert Aluminium besondere Aufmerksamkeit bei der Verformungskontrolle und der Analyse temperaturinduzierter Strukturveränderungen. Reines Aluminium besitzt eine relativ geringe Festigkeit (Zugfestigkeit). 90–140 N/mm²und wird daher durch Legieren verstärkt; hochfeste Aluminiumlegierungen können Zugfestigkeiten von über 500 N/mm².
1.1Wichtigste Vorteile und Einschränkungen:
Vorteile:
- Geringes Gewicht und einfache Handhabung
- Die inhärente Korrosionsbeständigkeit wird durch einen stabilen Oberflächenoxidfilm gewährleistet.
- Hervorragende Extrudierbarkeit
- Gute Schweißbarkeit
- Stabiles Verhalten bei niedrigen Temperaturen ohne Risiko von Sprödbruch
- Gut geeignet für Kaltbiegevorgänge
Einschränkungen:
- Höhere Materialkosten als Stahl
- Schneller Festigkeitsverlust bei erhöhten Temperaturen
- Erweichung in der Wärmeeinflusszone nach dem Schweißen
- Geringere Dauerfestigkeit und Knickfestigkeit im Vergleich zu Stahl
- Hoher Wärmeausdehnungskoeffizient
1.2System zur Klassifizierung und Bezeichnung von Legierungen:
Aluminiumlegierungen werden nach ihren wichtigsten Legierungselementen in sieben Serien eingeteilt und durch vierstellige Zahlen gekennzeichnet: 1xxx für reines Aluminium, 2xxx für Aluminium-Kupfer, 3xxx für Aluminium-Mangan, 4xxx für Aluminium-Silizium, 5xxx für Aluminium-Magnesium, 6xxx für Aluminium-Magnesium-Silizium und 7xxx für Aluminium-Zink-Magnesium.
Die Bezeichnungen für die Härtegrade geben den Verarbeitungszustand an: Nicht wärmebehandelbare Legierungen verwenden die H-Reihe (z. B. H14 für halbhart), wärmebehandelbare Legierungen verwenden die T-Reihe (z. B. T6 für Lösungsglühen mit anschließender künstlicher Alterung), O bezeichnet den geglühten Zustand und F den Herstellungszustand.
1.3Eigenschaften gängiger Strukturlegierungen:
- Serie 6xxx: Ausgewogene Festigkeit und Extrudierbarkeit machen sie zur bevorzugten Wahl für architektonische und allgemeine Strukturbauteile und eignen sich für hochpräzise Umformung.
- Serie 5xxx: Ausgezeichnete Korrosionsbeständigkeit, besonders geeignet für Schweißkonstruktionen.
- 7xxx-Serie: Sehr hohe Festigkeit, eingesetzt in stark beanspruchten oder speziellen technischen Anwendungen.
2.0Wie wird Aluminium verarbeitet und hergestellt?
Die Aluminiumverarbeitung und -herstellung umfasst drei Kernphasen: Metallgewinnung, Umformung und Fügeverfahren, von denen jede ihre eigenen technischen Anforderungen mit sich bringt.
2.1Metallproduktionsmethoden:
- Primärproduktion: Aluminiumoxid wird aus Bauxit mittels des Bayer-Verfahrens gewonnen und anschließend über das Hall-Héroult-Elektrolyseverfahren, welches einen erheblichen Energieaufwand erfordert, zu primärem Aluminium reduziert.
- Sekundärproduktion: Aluminiumschrott wird eingeschmolzen und wiederverwendet und eignet sich für Produkte mit geringeren Anforderungen an die Zusammensetzung, was niedrigere Kosten und ökologische Vorteile bietet.
2.2Wichtigste Formgebungsprozesse:
- Walzprodukte: Einschließlich Bleche (Dicke ≥ 6 mm) und Platten (Dicke < 6 mm), hergestellt durch Warmwalzen und anschließendes Kaltwalzen, unter strenger Kontrolle der Dickentoleranzen und der Oberflächenqualität.
- Extrudierte Profile: Das Kernformverfahren für Aluminium ermöglicht die Herstellung komplexer und hohler Querschnitte. Zu den wichtigsten Parametern zählen das Extrusionsverhältnis (typischerweise optimiert zwischen 30 und 50), die Werkzeugkonstruktion und die anschließende Wärmebehandlung. Die Profile können mithilfe von Aluminiumprofilbiegemaschinen weiterverarbeitet werden, um spezielle strukturelle Anforderungen zu erfüllen.
- Rohrherstellung: Dazu gehören extrudierte Rohre, gezogene Rohre (nahtlos, hohe Maßgenauigkeit) und geschweißte Rohre (kostengünstiger, geeignet für dünnwandige Anwendungen).
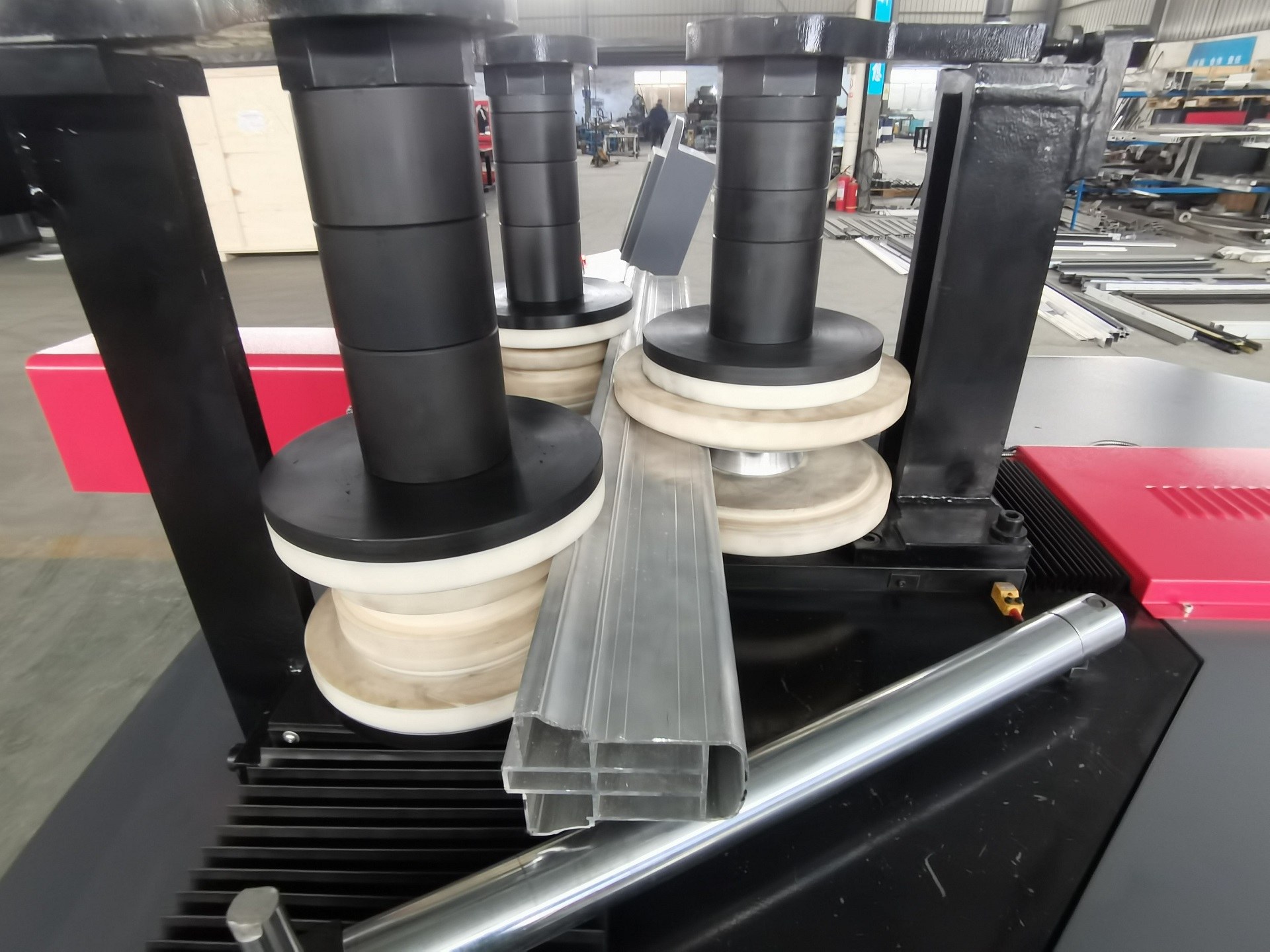
- Biegeformung: Aluminiumprofil-Biegemaschinen sind speziell auf die Materialeigenschaften von Aluminium abgestimmt und ermöglichen eine präzise Steuerung von Biegewinkeln und Rückfederung. Sie eignen sich besonders gut zum Kaltbiegen von wärmebehandelbaren Legierungen wie der 6xxx-Serie und reduzieren das Risiko von Spannungsrisskorrosion während des Umformprozesses. Komplexe Strangpressprofile können mit einem geeigneten minimalen Biegeradius gebogen werden, wobei die ursprüngliche Tragfähigkeit des Profils erhalten bleibt. Dieses Verfahren findet breite Anwendung im Fassadenbau, im Fahrzeugbau und in ähnlichen Bereichen.
2.3Auswahl der Fügetechniken:
- Mechanische Befestigung: Dazu gehören Schraubverbindungen (Edelstahl- oder Aluminiumlegierungsschrauben werden empfohlen), Nietverbindungen für Leichtbaukonstruktionen und schlupfkritische, hochfeste Schraubverbindungen, bei denen die Schlupffaktoren kontrolliert werden müssen.
- Schweißen: Das MIG-Schweißen wird aufgrund seiner hohen Effizienz und Eignung für Bauteile mittlerer Dicke häufig eingesetzt, während das WIG-Schweißen eine höhere Präzision bei dünnen Bauteilen ermöglicht. Das Rührreibschweißen, ein aufstrebendes Festphasenverfahren, erzeugt kein Schmelzbad und führt zu einer minimalen Erweichung der Wärmeeinflusszone.
- Klebeverbindung: Typischerweise werden Epoxidharz-Klebstoffe verwendet, und eine sorgfältige Oberflächenvorbereitung (Entfetten, Abschleifen und Anodisieren) ist erforderlich. Es eignet sich für Konstruktionen mit hohen ästhetischen und Steifigkeitsanforderungen.
3.0Was sind die Kernprinzipien der Aluminiumkonstruktion?
Die Bemessung von Aluminiumkonstruktionen basiert auf dem Grenzzustandsverfahren, das den Nachweis von drei grundlegenden Grenzzuständen erfordert: Tragfähigkeit, Gebrauchstauglichkeit und Dauerfestigkeit. Die Bemessungsphilosophie konzentriert sich auf das spezifische Materialverhalten von Aluminium und die Lastübertragungsmechanismen der Konstruktion und berücksichtigt gleichzeitig die fertigungsbedingten Maß- und Querschnittsänderungen.
3.1Entwurfsmethoden und -parameter:
- Teilsicherheitsbeiwerte: Die Teilsicherheitsbeiwerte sind gemäß den geltenden Normen zu ermitteln. Die Werte variieren je nach Land und Region; die hier genannten Werte dienen lediglich der Veranschaulichung und sind nicht als allgemeingültige Vorgaben zu verstehen.
- Material teilweise Faktoren für Bauteile, 1,3–1,6 für Schweißverbindungen und ≥1,6 für Klebeverbindungen.
- Wichtigste Berechnungsgrundlage: Die Auslegung basiert auf der 0,2%-Dehngrenze (f₀) und der maximalen Zugfestigkeit (fᵤ) unter gebührender Berücksichtigung der plastischen Verformung, des lokalen Knickens und der durch die Herstellungsprozesse veränderten Querschnittseigenschaften.
3.2Wichtige Berechnungsüberlegungen:
- Erweichung der Wärmeeinflusszone (WEZ): Schweißen führt zu lokaler Festigkeitsminderung; bei Legierungen der 6xxx-Serie kann diese bis zu 50% betragen. Dieser Effekt muss mithilfe von Erweichungsfaktoren und Methoden des effektiven Querschnitts berücksichtigt werden.
- Lokale Knickbildung: Schlanke Blechelemente wie Stege und Flansche neigen zu lokalem Beulen. Die Profile sollten in kompakte, nicht kompakte oder schlanke Profile eingeteilt und ihre Tragfähigkeit mithilfe der effektiven Breitenmethode berechnet werden.
- Mitgliedergestaltung: Träger müssen auf Biegefestigkeit, Schubtragfähigkeit, Stegbeulen und Biegedrillknicken geprüft werden. Bei axial beanspruchten Bauteilen wird bei Zuggliedern das lokale Versagen und das Fließen des Gesamtquerschnitts überprüft, während bei Druckgliedern die Wechselwirkung von globalem und lokalem Knicken berücksichtigt werden muss.
- Ermüdungsdesign: Anhand von Spannungsamplituden und Wöhlerlinien werden die zulässigen Spannungsamplituden nach Detailkategorien bestimmt. Die Auswirkungen der Wärmeeinflusszonen-Erweichung und der Spannungskonzentration müssen berücksichtigt werden, wobei besonderes Augenmerk auf die Integrität des gefertigten Querschnitts zu legen ist.
3.3Empfehlungen für Material- und Produktdesign:
- Materialauswahl: Im Allgemeinen werden Legierungen der 6xxx-Serie bevorzugt; Legierungen der 5xxx-Serie werden für korrosive Umgebungen empfohlen; Legierungen der 7xxx-Serie eignen sich für hochbelastete Konstruktionen.
- Querschnittsgestaltung: Durch Extrusion lassen sich integrierte und komplexe Querschnitte erzeugen, wodurch die Anzahl der Verbindungen reduziert wird. Biegeradien sollten nach Möglichkeit standardisiert und zusammengesetzte Biegungen vermieden werden, um die Kompatibilität mit Fertigungsprozessen zu gewährleisten.
- Massenproduktion: Profile mit einer einzigen Biegeart können mithilfe von Aluminiumprofilbiegemaschinen kontinuierlich in Chargen verarbeitet werden, während bei komplexen Bauteilen zunächst Prototypen hergestellt werden sollten, um zuverlässige Prozessparameter zu ermitteln.
4.0Welche technischen Anwendungsszenarien gibt es für Aluminiumkonstruktionen?
Aufgrund ihrer besonderen Vorteile finden Aluminiumkonstruktionen in zahlreichen Branchen breite Anwendung. Der Einsatz von Aluminiumprofil-Biegemaschinen variiert je nach den spezifischen Anforderungen des jeweiligen Anwendungsfalls.
4.1Gebäudeanwendungen:
Dazu gehören Vorhangfassadensysteme, Türen und Fenster, Trennwände und Dachraumkonstruktionen. Typischerweise werden hierfür stranggepresste Profile der Serie 6xxx verwendet, die durch Biegeprozesse geformt werden. Dabei wird besonderer Wert auf ein ausgewogenes Verhältnis zwischen Steifigkeit und Optik gelegt. Bestimmte Anwendungen erfordern zudem Wärme- und Schalldämmung mit Schalldämmwerten von bis zu 40 dB.
4.2Transportsektor:
Die Produktpalette umfasst Aufbauten für Eisenbahnwaggons, Lkw und Hochgeschwindigkeitsfähren. Leichtbau ist ein zentrales Ziel, das häufig durch eine Kombination aus Schweißen und Kleben erreicht wird. Aluminiumprofil-Biegemaschinen werden zur Herstellung komplexer Rahmengeometrien eingesetzt, die strengen Anforderungen an Dauerfestigkeit und Korrosionsbeständigkeit genügen.


4.3Spezialanwendungen:
- Schiffsmaschinenbau: Bei Offshore-Plattformen und Schiffsaufbauten werden üblicherweise korrosionsbeständige Legierungen der 5xxx-Serie verwendet.
- Tieftemperaturstrukturen: Aufgrund seiner hervorragenden Tieftemperatureigenschaften eignet sich Aluminium für Bauwerke in kalten Regionen.
- Militär und Luft- und Raumfahrt: Hochfeste Legierungen der 7xxx-Serie werden in militärischen Brückensystemen und Flugzeugstrukturbauteilen eingesetzt, wobei bestimmte komplexe Teile eine hochpräzise Umformung und Bearbeitung erfordern.
5.0Was sind die wichtigsten Aspekte bei der Konstruktion und dem Schutz von Aluminiumkonstruktionen?
Beim Bau von Aluminiumkonstruktionen kommt es besonders auf die Verbindungsqualität, die Verformungskontrolle und den Korrosionsschutz an. Darüber hinaus muss der Betrieb der Fertigungsanlagen standardisierten Verfahren folgen, um Sicherheitsrisiken durch unsachgemäße Verarbeitung zu vermeiden.
5.1Bauvorbereitungs- und Schneidarbeiten:
- Lagerung: Aluminiumbauteile sollten trocken gelagert werden, um Verunreinigungen durch Wasser und Oberflächenverfärbungen zu vermeiden.
- Schneiden: Scheren, Sägen und Plasmaschneiden sind zulässige Verfahren. Brennschneiden ist nicht erlaubt, da es zu übermäßiger Gratbildung und Oberflächenbeschädigung führen kann.
- Bohren: Die Bohrgeschwindigkeiten sind höher als bei Stahl. Bei kleinen Durchmessern wird empfohlen, vor dem Bohren ca. 751 TP3T des endgültigen Lochdurchmessers vorzustanzen, um das Risiko von Ausrissen zu verringern.
- Biegevorgänge: Kaltbiegen ermöglicht eine präzise Steuerung der Verformung. Bei wärmebehandelbaren Legierungen, die im T4-Zustand gebogen werden müssen, sollte die Umformung innerhalb des verfügbaren Zeitfensters vor der künstlichen Alterung (typischerweise innerhalb von zwei Stunden nach dem Abschrecken) erfolgen, um eine hohe Formgenauigkeit zu erzielen. Die anschließende künstliche Alterung stellt die volle Materialfestigkeit wieder her. Als speziell entwickelte Anlagen kontrollieren Aluminiumprofil-Biegemaschinen die Rückfederung während dieses Prozesses effektiv und eignen sich besonders gut für die Anforderungen an das Kaltbiegen von Legierungen der 6xxx-Serie.


5.2Qualitätskontrolle der gemeinsamen Konstruktion:
- Schweißen: Die Wärmeeinbringung muss sorgfältig gesteuert werden, um die Erweichung der Wärmeeinflusszone zu minimieren. MIG-Schweißen eignet sich für Bauteile mittlerer Dicke, während WIG-Schweißen für dünne Bauteile vorzuziehen ist. Passende Schweißzusätze sollten ausgewählt werden.
- Verschraubte Verbindungen: Es werden Schrauben aus austenitischem Edelstahl empfohlen. Unterlegscheiben sollten verwendet werden, um einen direkten Kontakt zwischen unterschiedlichen Metallen zu verhindern.
- Klebeverbindung: Die Oberflächenvorbereitung, einschließlich Entfettung und Abschleifen, ist entscheidend. Klebstoffschichtdicke und Aushärtungsbedingungen müssen streng kontrolliert werden.
5.3Korrosionsschutzmaßnahmen:
- Oberflächenbehandlungen: Durch Anodisieren werden Korrosionsbeständigkeit und Aussehen verbessert, während die Pulverbeschichtung sowohl dekorative als auch schützende Funktionen bietet.
- Kontaktschutz: Ungleiche Metallverbindungen müssen elektrisch isoliert werden, beispielsweise durch das Aufbringen von Grundierungsbeschichtungen oder die Verwendung nichtleitender Dichtungen, um galvanische Korrosion zu verhindern.
- Umweltanpassung: In korrosiven Umgebungen sollten korrosionsbeständige Legierungen wie die der 5xxx-Serie ausgewählt und gegebenenfalls zusätzliche Schutzschichten aufgebracht werden.
6.0FAQ | Häufig gestellte Fragen zu Aluminiumkonstruktionen
Was ist eine Aluminiumkonstruktion in technischen Anwendungen?
In der Ingenieurpraxis bezeichnet man mit Aluminiumkonstruktion ein Tragwerk, bei dem Aluminium und Aluminiumlegierungen als primäre tragende Werkstoffe verwendet werden. Typische Bauteile sind Träger, Stützen, Rahmen, Fachwerke und Schalenkonstruktionen. Im Vergleich zu Stahlkonstruktionen zeichnen sich Aluminiumkonstruktionen durch geringes Gewicht, hohe Korrosionsbeständigkeit und hervorragende Extrusionsfähigkeit aus und finden breite Anwendung im Hochbau, Verkehrswesen und im Schiffbau.
Worin bestehen die Hauptunterschiede zwischen Aluminium- und Stahlkonstruktionen?
Zwischen Aluminium- und Stahlkonstruktionen bestehen erhebliche Unterschiede im Materialverhalten. Aluminium besitzt einen niedrigeren Elastizitätsmodul und einen höheren Wärmeausdehnungskoeffizienten, was unter gleichen Belastungsbedingungen zu einer größeren Verformung führt. Darüber hinaus reagieren die mechanischen Eigenschaften von Aluminiumlegierungen empfindlicher auf Schweiß- und Umformprozesse. Daher können für Aluminiumkonstruktionen nicht direkt die Bemessungsmethoden für Stahlkonstruktionen angewendet werden; vielmehr müssen Bemessungsregeln befolgt werden, die auf die spezifischen Eigenschaften von Aluminiumwerkstoffen zugeschnitten sind.
Wie werden Aluminiumlegierungen für den strukturellen Einsatz klassifiziert?
Aluminiumlegierungen für den Bauingenieurwesen werden üblicherweise anhand ihrer Hauptlegierungselemente in die Reihen 1xxx bis 7xxx eingeteilt. Die Reihe 6xxx ist aufgrund ihrer ausgewogenen Festigkeit, Korrosionsbeständigkeit und Strangpressbarkeit die am weitesten verbreitete Legierung für Hoch- und Tiefbau. Die Reihe 5xxx eignet sich gut für korrosive Umgebungen, während die Reihe 7xxx in speziellen Anwendungsbereichen eingesetzt wird, die hohe Festigkeit erfordern.
Welche Entwurfsmethode wird üblicherweise für Aluminiumkonstruktionen verwendet?
Aluminiumkonstruktionen werden typischerweise nach dem Grenzzustandsverfahren bemessen, wobei die Grenzzustände der Tragfähigkeit, der Gebrauchstauglichkeit und der Dauerfestigkeit überprüft werden. Besonderes Augenmerk liegt dabei auf den Auswirkungen der Wärmeeinflusszonenerweichung durch das Schweißen, dem lokalen Beulen schlanker Bauteile sowie dem Einfluss der Werkstoffbeschaffenheit und der Fertigungsprozesse auf das Tragverhalten.
Wie wirkt sich das Schweißen auf die Festigkeit von Aluminiumkonstruktionen aus?
Beim Schweißen entsteht in Bauteilen aus Aluminiumlegierungen eine Wärmeeinflusszone, in der die Streckgrenze und Zugfestigkeit im Allgemeinen niedriger sind als im Grundwerkstoff. Dieser Effekt ist bei Legierungen der 6xxx-Serie besonders ausgeprägt. In der Konstruktion wird die Tragfähigkeit der Schweißbereiche üblicherweise durch Anwendung von Weichheitsfaktoren oder effektiven Querschnittsmethoden angepasst.
Was ist das Biegen von Aluminiumprofilen und warum ist es wichtig?
Das Biegen von Aluminiumprofilen bezeichnet das Umformen von stranggepressten Aluminiumprofilen unter kalten oder kontrollierten Temperaturbedingungen. Dieses Verfahren findet breite Anwendung im Fassadenbau, im Raum- und Verkehrstechnikbau. Es ermöglicht die Realisierung komplexer Geometrien bei gleichzeitiger Reduzierung der Schweißverbindungen, wodurch die Gesamtstabilität und das Erscheinungsbild verbessert werden.
Wie lässt sich die Rückfederung beim Biegen von Aluminium kontrollieren?
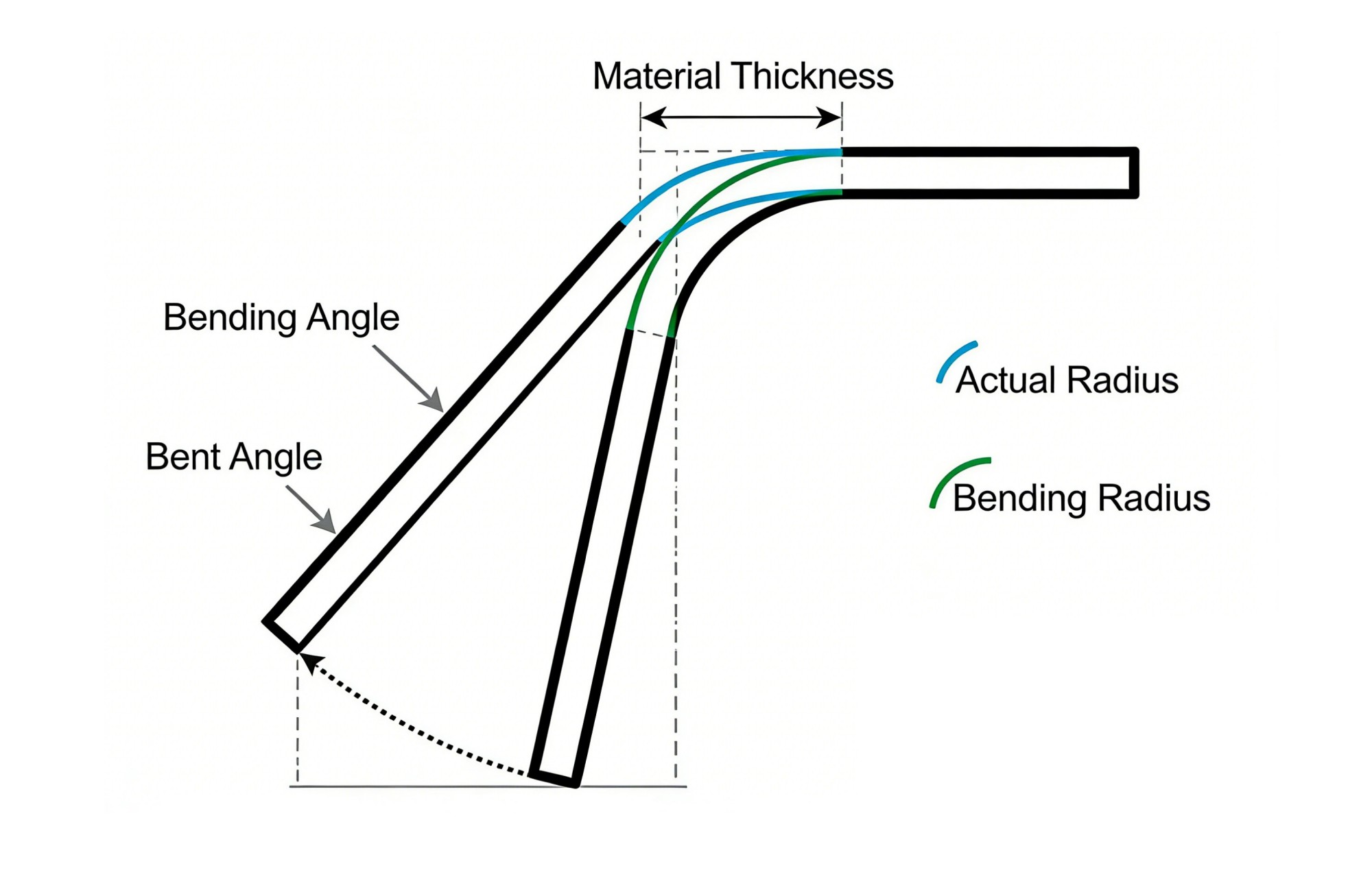
Aufgrund des relativ niedrigen Elastizitätsmoduls von Aluminiumlegierungen ist die Rückfederung beim Biegen stärker ausgeprägt. In der Praxis wird die Rückfederung durch die Wahl geeigneter minimaler Biegeradien, die Optimierung der Umformparameter und den Einsatz speziell für Aluminiumwerkstoffe entwickelter Biegegeräte kontrolliert, wodurch die Umformgenauigkeit und -konsistenz verbessert werden.
Welche Verbindungsmethoden werden üblicherweise für Aluminiumkonstruktionen verwendet?
Gängige Verbindungsmethoden für Aluminiumkonstruktionen sind Schraubverbindungen, Nieten, Schweißen und Kleben. Jede Methode unterscheidet sich hinsichtlich Tragfähigkeit, Dauerfestigkeit und Konstruktionsanforderungen und sollte anhand der Tragfunktion, der Umgebungsbedingungen und der Wartungsanforderungen ausgewählt werden.
Wie wird der Korrosionsschutz bei Aluminiumkonstruktionen gehandhabt?
Obwohl Aluminiumlegierungen eine inhärente Korrosionsbeständigkeit aufweisen, sind in aggressiven Umgebungen oder beim Kontakt mit ungleichen Metallen dennoch Schutzmaßnahmen erforderlich. Typische Methoden sind Anodisieren, Pulverbeschichten und die Verwendung von Isolierschichten an den Grenzflächen ungleicher Metalle, um das Risiko galvanischer Korrosion zu verringern.
Welche Normen werden üblicherweise für die Konstruktion von Aluminiumkonstruktionen herangezogen?
In der internationalen Ingenieurpraxis orientiert sich die Bemessung von Aluminiumkonstruktionen üblicherweise an EN 1999 (Eurocode 9) und den dazugehörigen nationalen Normen. Diese Normen beschreiben das mechanische Verhalten und die Fertigungseigenschaften von Aluminiumwerkstoffen und legen spezifische Anforderungen an die Bauteilbemessung, die Ausführung von Verbindungen und die Bautoleranzen fest.
Referenz
https://de.meviy.misumi-ec.com/info/en/blog-en/materials-en/26888/
https://clintonaluminum.com/which-aluminum-alloy-bends-best/
https://www.thefabricator.com/thefabricator/article/bending/bending-aluminum-101-how-to-bend-6061-t6-aluminum