
- 1.0Warum ist die Aluminiumextrusion das bevorzugte Verfahren in der industriellen Fertigung?
- 2.0Was sind die wichtigsten Materialvorteile von Aluminiumlegierungen für die Strangpressung?
- 3.0Welche einzigartigen Wettbewerbsvorteile bietet das Extrusionsverfahren?
- 4.0Was sind die Prinzipien und Kernschritte des Aluminium-Extrusionsprozesses?
- 4.1Was ist das Grundprinzip der Aluminiumextrusion?
- 4.2Was sind die wichtigsten Produktionsschritte vom Rohling bis zum fertigen Strangpressprofil?
- 4.3Wie lassen sich die wichtigsten technischen Parameter der Aluminiumextrusion steuern?
- 4.4Wie wirkt sich das Extrusionsverhältnis auf das Gleichgewicht zwischen Produktfestigkeit und Verarbeitungsschwierigkeit aus?
- 4.5Wie beeinflussen Formfaktor und Umkreisdurchmesser die Prozessgestaltung?
- 4.6Formfaktorklassifizierung und Prozessanforderungen
- 4.7Durchmesser des Umkreises & Auswahl der Presse
- 4.8Was sind die wichtigsten Kontrollpunkte für Temperatur und Extrusionsgeschwindigkeit?
- 4.9Wie wählt man Aluminiumlegierungssorten und Wärmebehandlungsverfahren aus?
- 5.0Was ist der Auswahlleitfaden für gängige Aluminiumlegierungssorten?
- 6.0Welche Anwendungsszenarien gibt es für verschiedene Wärmebehandlungsbedingungen?
- 7.0Wie lassen sich häufige Fehler bei der Aluminiumextrusion vermeiden?
- 8.0Welche Arten von Fehlern treten häufig bei Aluminium-Strangpressprofilen auf?
- 9.0Was sind die Ursachen und vorbeugenden Maßnahmen für diese Mängel?
- 10.0Was sind die wichtigsten Anwendungsszenarien für Aluminium-Strangpressprodukte?
- 11.0Häufig gestellte Fragen (FAQ)
1.0Warum ist die Aluminiumextrusion das bevorzugte Verfahren in der industriellen Fertigung?
Die Aluminiumextrusion hat sich aufgrund der kombinierten Vorteile der Aluminiumlegierungseigenschaften und des Extrusionsverfahrens selbst zu einer bevorzugten Fertigungslösung entwickelt. Zusammen bieten sie unersetzliche Wettbewerbsfähigkeit in Bezug auf Leistung, Kosteneffizienz und Nachhaltigkeit.
2.0Was sind die wichtigsten Materialvorteile von Aluminiumlegierungen für die Strangpressung?

Aluminiumlegierungen eignen sich aufgrund ihrer Eigenschaften hervorragend für die Strangpressung. Im Vergleich zu traditionellen Metallen wie Stahl und Kupfer bieten sie deutliche Vorteile hinsichtlich wichtiger Leistungskennzahlen:
- Extrem leichtMit einer Dichte von nur 2,7 g/cm³ – etwa einem Drittel der Dichte von Stahl – können Aluminiumprofile das Bauteilgewicht bei gleichbleibenden Festigkeitsanforderungen um 10% bis 20% reduzieren und eignen sich daher ideal für den Leichtbau von Fahrzeugen und die strukturelle Optimierung von Vorhangfassadensystemen.
- Hohe Festigkeit und UmformbarkeitStandard-Aluminiumlegierungen erreichen Streckgrenzen von 100–150 MPa, die nach einer Wärmebehandlung 240 MPa übersteigen können. Diese Eigenschaften ermöglichen sowohl die Herstellung leichter Präzisionsbauteile als auch hochbelastbarer Konstruktionen wie Gerüste und Brückengeländer.
- Natürliche KorrosionsbeständigkeitAluminium bildet an der Luft rasch eine dichte Al₂O₃-Oxidschicht, wodurch unbeschichtete Produkte auch bei langfristiger Nutzung im Freien rostfrei bleiben. In Kombination mit Anodisierung oder Pulverbeschichtung wird die Korrosionsbeständigkeit, insbesondere in Küsten- und Industriegebieten, weiter verbessert.
- Hohe Nachhaltigkeit und RecyclingfähigkeitAluminium ist zu 1001 TP3T recycelbar. Die Herstellung von recyceltem Aluminium verbraucht nur etwa 51 TP3T der Energie, die für Primäraluminium benötigt wird, wodurch die Kohlenstoffemissionen um bis zu 951 TP3T reduziert werden und ein Beitrag zu globalen Dekarbonisierungsinitiativen geleistet wird.
- Umfassende funktionale LeistungDie Wärmeleitfähigkeit von Aluminium ist etwa fünfmal so hoch wie die von Stahl, wodurch es sich ideal für Kühlkörper eignet. Seine hervorragende elektrische Leitfähigkeit und sein geringes Gewicht machen es ideal für Stromschienen und leitfähige Träger, während seine nichtmagnetischen und nicht brennbaren Eigenschaften die Anforderungen im medizinischen Bereich und im Brandschutz von Gebäuden erfüllen.

3.0Welche einzigartigen Wettbewerbsvorteile bietet das Extrusionsverfahren?
Wenn Aluminiumlegierungen als „hochwertiger Basiswerkstoff“ gelten, dann ist das Strangpressen das „Präzisionsformwerkzeug“. Durch die Integration von Wärme und Druck in einen einzigen Umformprozess bietet das Strangpressen Vorteile, die mit herkömmlichen Methoden nur schwer zu erreichen sind:
- Außergewöhnliche GestaltungsfreiheitKomplexe Querschnitte – einschließlich Mehrschlitzprofile, Hohlkammern und unregelmäßige Geometrien – können in einem Schritt ohne Nachschweißen extrudiert werden, wodurch schwache Verbindungen vermieden und die Effizienz sowie die Maßgenauigkeit deutlich verbessert werden.
- Hochdimensionale KonsistenzModerne Extrusionsanlagen gewährleisten Standardprofiltoleranzen innerhalb von ±0,1 mm, wobei hochpräzise Produkte Toleranzen von ±0,05 mm erreichen. Die kontinuierliche Formgebung sichert einheitliche Abmessungen und Leistung über alle Chargen hinweg und vermeidet so die beim Gießen üblichen Schwankungen.
- Einfache Bearbeitung und MontageAluminium lässt sich leicht schneiden, bohren und biegen. Montageelemente wie T-Nuten und Schraubkanäle können bereits während der Extrusion integriert werden, wodurch zusätzliches Bohren oder Schweißen entfällt und die Montageeffizienz um mehr als 30% gesteigert wird.
- Hervorragende OberflächenbehandlungskompatibilitätExtrusionen eignen sich hervorragend für Anodisieren, Pulverbeschichten und elektrophoretische Lackieren und bieten Korrosionsbeständigkeit, Verschleißfestigkeit und ästhetische Oberflächen, die auf verschiedene Anwendungen zugeschnitten sind.
4.0Was sind die Prinzipien und Kernschritte des Aluminium-Extrusionsprozesses?
Der Aluminium-Extrusionsprozess lässt sich zusammenfassen als „thermische Erweichung + Werkzeugformung + kontinuierliches Umformen“. Vom Rohling bis zum fertigen Produkt arbeiten mehrere präzisionsgesteuerte Schritte zusammen, um eine gleichbleibende Qualität zu gewährleisten.
4.1Was ist das Grundprinzip der Aluminiumextrusion?
Beim Aluminiumstrangpressen werden Aluminiumlegierungsblöcke auf etwa 450–500 °C erhitzt, bis sie einen thermoplastischen Zustand erreichen. Unter hohem Druck (typischerweise 100–300 MPa), der von einer Strangpresspresse erzeugt wird, wird das Metall durch eine speziell angefertigte Düse gepresst, um Profile, Rohre oder Stangen mit einem bestimmten Querschnitt zu formen. Der Prozess ähnelt dem Ausdrücken von Zahnpasta: Der Block dient als Material und die Düse als Auslass – wobei die präzise Steuerung von Temperatur, Druck und Geschwindigkeit entscheidend ist, um Defekte zu vermeiden. Je nach den strukturellen Anforderungen wird das Strangpressen hauptsächlich in zwei Typen unterteilt:
- DirektextrusionMit einem Marktanteil von über 801.030 Tonnen wird der Rohling vom Stößel direkt zur Matrize geschoben. Das Verfahren zeichnet sich durch einen einfachen Aufbau und hohe Effizienz aus und eignet sich für Vollstangen, Standardprofile und einfache Rohre.
- HohlprofilDas Metall wird mittels einer Formbrücke geteilt und in einer Schweißkammer wieder zusammengefügt, bevor es als Hohlprofil austritt. Dieses komplexere Verfahren ermöglicht die Herstellung integrierter Hohlprofile, die in Vorhangfassadenkonstruktionen und Strukturbauteilen der Automobilindustrie verwendet werden.
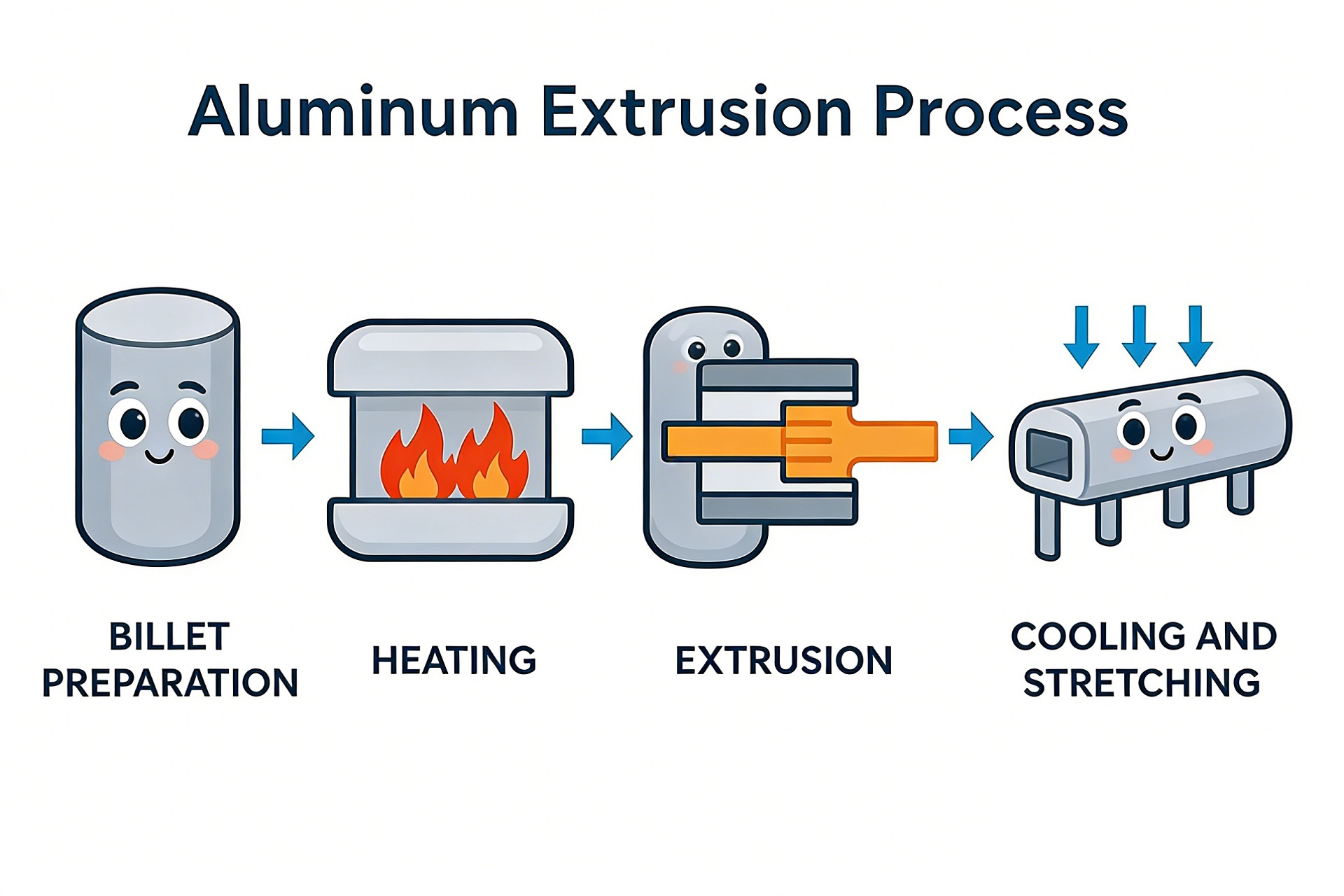
4.2Was sind die wichtigsten Produktionsschritte vom Rohling bis zum fertigen Strangpressprofil?
Eine komplette Aluminium-Extrusionslinie besteht aus sieben wesentlichen Stufen, die jeweils strengen technischen Normen unterliegen:
- RohstoffvorbereitungDie Legierungselemente werden entsprechend den Leistungsanforderungen dosiert, eingeschmolzen und zu Blöcken gegossen. Durch Homogenisierungsglühen werden Entmischungen beseitigt, während durch Ultraschallprüfung Blöcke mit Porosität oder Rissen aussortiert werden, um die Materialintegrität zu gewährleisten.
- Werkzeugkonstruktion und -fertigungAnhand von Querschnittszeichnungen werden die Werkzeuge mithilfe von CAD konstruiert und mit Simulationssoftware optimiert, um den Metallfluss zu steuern. Üblicherweise wird Werkzeugstahl H13 verwendet, wobei die Werkzeugtoleranzen innerhalb von ±0,03 mm liegen. Zur Verlängerung der Werkzeugstandzeit werden Nitrier- oder PVD-Beschichtungen aufgebracht.
- HeizungDie Rohlinge werden je nach Legierungszusammensetzung auf 450–500 °C erhitzt, während die Werkzeuge auf 250–350 °C vorgeheizt werden, um einen gleichmäßigen Metallfluss, die richtige Plastizität und einen geringeren Werkzeugverschleiß oder Oberflächenkratzer zu gewährleisten.
- ExtrusionsformungDie erhitzten Rohlinge werden in den Behälter geladen, und der Stempel presst das Profil mit einer Geschwindigkeit von 5–15 m/min kontinuierlich durch die Düse. Einfache Querschnitte ermöglichen höhere Geschwindigkeiten, während komplexe Geometrien geringere Geschwindigkeiten und eine Graphitschmierung zur Minimierung der Reibung erfordern.
- Abkühlen und GlättenHeißgepresste Profile (300–400 °C) werden zur Dimensionsstabilisierung mittels Luft oder Wasser schnell abgekühlt. Durch hydraulisches Richten werden Biegungen oder Verdrehungen korrigiert, um die Anforderungen an Geradheit und Toleranzen zu erfüllen.
- Zuschnitt und WeiterverarbeitungDie Profile werden mit speziellen Aluminiumsägen mit Kühlsystemen auf die vom Kunden gewünschte Länge (typischerweise 3–6 m) zugeschnitten, um Oxidation und Verformung zu verhindern. Rahmen- und Tragkomponenten können gebogen werden, um Kurven oder Winkel zu erzielen. Dabei wird der Biegevorgang präzise gesteuert, um Risse oder Rückfederung zu vermeiden.
- Oberflächenbehandlung und EndabnahmeJe nach Anwendungsanforderungen werden Anodisierung oder Pulverbeschichtung zur Verbesserung der Korrosionsbeständigkeit und des Erscheinungsbilds eingesetzt. Maßkontrollen erfolgen mittels Messschieber und Koordinatenmessgerät, mechanische Eigenschaften werden stichprobenartig geprüft und innere Defekte mittels Ultraschallprüfung erkannt. Qualifizierte Produkte werden zum Schutz während des Transports in Folie verpackt.
4.3Wie lassen sich die wichtigsten technischen Parameter der Aluminiumextrusion steuern?
Technische Parameter bestimmen unmittelbar die Produktqualität und die Produktionseffizienz. Die Beherrschung der Steuerungslogik der Schlüsselparameter ist unerlässlich für die Herstellung hochwertiger Aluminiumprofile.
4.4Wie wirkt sich das Extrusionsverhältnis auf das Gleichgewicht zwischen Produktfestigkeit und Verarbeitungsschwierigkeit aus?
Das Extrusionsverhältnis ist das Verhältnis der Querschnittsfläche des Rohlings zur Querschnittsfläche des fertigen Produkts und wird wie folgt berechnet: Extrusionsverhältnis (K) = Rohlingsfläche (A₀) / Fläche des fertigen Profils (A₁).
| Extrusionsverhältnisbereich | Merkmale und Auswirkungen |
| K < 20 | Unzureichende Metallverformung führt zu grobem Korn, geringer Festigkeit und einem höheren Risiko mikrostruktureller Ungleichmäßigkeit. |
| K > 80 | Der Extrusionsdruck steigt stark an, was den Werkzeugverschleiß beschleunigt und die Wahrscheinlichkeit von Oberflächenkratzern und Rissen erhöht. |
| 30–60 (Optimal für 6063/6061) | Bietet ausreichende Verformung, hervorragende mechanische Eigenschaften und einen ausgewogenen Kompromiss zwischen Produktivität und Werkzeugstandzeit. |
4.5Wie beeinflussen Formfaktor und Umkreisdurchmesser die Prozessgestaltung?
4.6Formfaktorklassifizierung und Prozessanforderungen
FormfaktorDas Verhältnis von Querschnittsumfang zu -fläche gibt die Profilkomplexität an. Höhere Werte bedeuten einen schwierigeren Metallfluss.
| Formfaktorbereich | Profiltyp | Prozessanforderungen |
| < 100 | Einfache Abschnitte (rund, rechteckig) | Geringe Extrusionsschwierigkeit, geeignet für höhere Geschwindigkeiten und höhere Extrusionsverhältnisse. |
| > 200 | Komplexe Profile (Mehrfachschlitze, dünnwandig, unregelmäßig) | Um Verdrehungen und ungleichmäßige Wandstärken zu vermeiden, sind eine reduzierte Extrusionsgeschwindigkeit und eine optimierte Düsenflussverteilung erforderlich. |
4.7Durchmesser des Umkreises & Auswahl der Presse
Durchmesser des UmkreisesDer kleinste Kreis, der den Profilquerschnitt umschließt und die Werkzeuggröße sowie die Pressenauswahl bestimmt.
| Extrusionspressentyp | Behälterdurchmesser | Geeignete Profile |
| Klein | ≤150 mm | Kleinbauteile mit Durchmessern unter 150 mm. |
| Medium | 150–250 mm | Fenster- und Türprofile, Fahrzeugausstattung. |
| Groß | >250 mm | Pfosten für Vorhangfassaden, Brückenbauteile. |
4.8Was sind die wichtigsten Kontrollpunkte für Temperatur und Extrusionsgeschwindigkeit?
Temperatur und Geschwindigkeit müssen exakt auf die Legierungsart abgestimmt sein. Typische Referenzparameter sind folgende:
| Legierungsqualität | Knüppeltemperatur | Behältertemperatur | Chiptemperatur | Empfohlene Geschwindigkeit | Anwendbare Produkte |
| 6063 | 480–500 °C | 500–520 °C | 300–350 °C | 5–10 m/min | Abschnitte mittlerer Komplexität |
| 6061 | 460–480 °C | 480–500 °C | 280–320 °C | 3–8 m/min | Hochfeste Strukturbauteile |
| 7005 | 450–470 °C | 470–490 °C | 250–300 °C | 3–5 m/min | Ultrahochfeste Strukturen |
KontrollprinzipienZu hohe Temperaturen führen zu Kornvergröberung und verminderter Leistung, während zu niedrige Temperaturen den Extrusionswiderstand erhöhen. Geschwindigkeitsschwankungen sollten innerhalb von ±5% gehalten werden, um einen stabilen Metallfluss zu gewährleisten.
4.9Wie wählt man Aluminiumlegierungssorten und Wärmebehandlungsverfahren aus?
Für spezifische Anwendungen eignen sich unterschiedliche Legierungssorten und Wärmebehandlungsverfahren. Die korrekte Auswahl ist entscheidend für die Erfüllung der Leistungsanforderungen.
5.0Was ist der Auswahlleitfaden für gängige Aluminiumlegierungssorten?
5.1Aluminiumlegierungen der Serie 6000 (am weitesten verbreitet)
| Legierungsqualität | Hauptmerkmale | Geeignete Anwendungsbereiche |
| 6060 | Hervorragende Extrudierbarkeit, glatte Oberflächenbeschaffenheit, mittlere Festigkeit | Dekorative Zierleisten, Möbelrahmen |
| 6063 | Gute Korrosionsbeständigkeit, Streckgrenze 140–200 MPa nach Wärmebehandlung | Türen, Fenster, Vorhangfassadenrahmen |
| 6061 | Hohe Festigkeit, Streckgrenze über 240 MPa | Gerüste, Automobilstrukturbauteile |
| 6082 | Etwas höhere Festigkeit als 6061 | Schwermaschinen, Schiffskomponenten |
5.2Aluminiumlegierungen der Serie 7000 (ultrahochfest)
| Legierungsqualität | Hauptmerkmale | Geeignete Anwendungsbereiche |
| 7005 | Streckgrenze bis zu 310 MPa, relativ gute Verarbeitbarkeit | Luft- und Raumfahrt, Strukturbauteile für Hochgeschwindigkeitszüge |
| 7075 | Höchste Festigkeit, Streckgrenze über 500 MPa, schlechte Extrudierbarkeit | Hochwertige Verteidigungs- und Medizintechnik |
5.3Andere Speziallegierungen
| Legierungsqualität | Hauptmerkmale | Geeignete Anwendungsbereiche |
| 6101 | Ausgezeichnete elektrische Leitfähigkeit | Stromschienen, leitfähige Träger |
| 5052 | Hervorragende Beständigkeit gegen Meerwasserkorrosion | Dekorative Elemente für die Küste, Schiffsbeschläge |
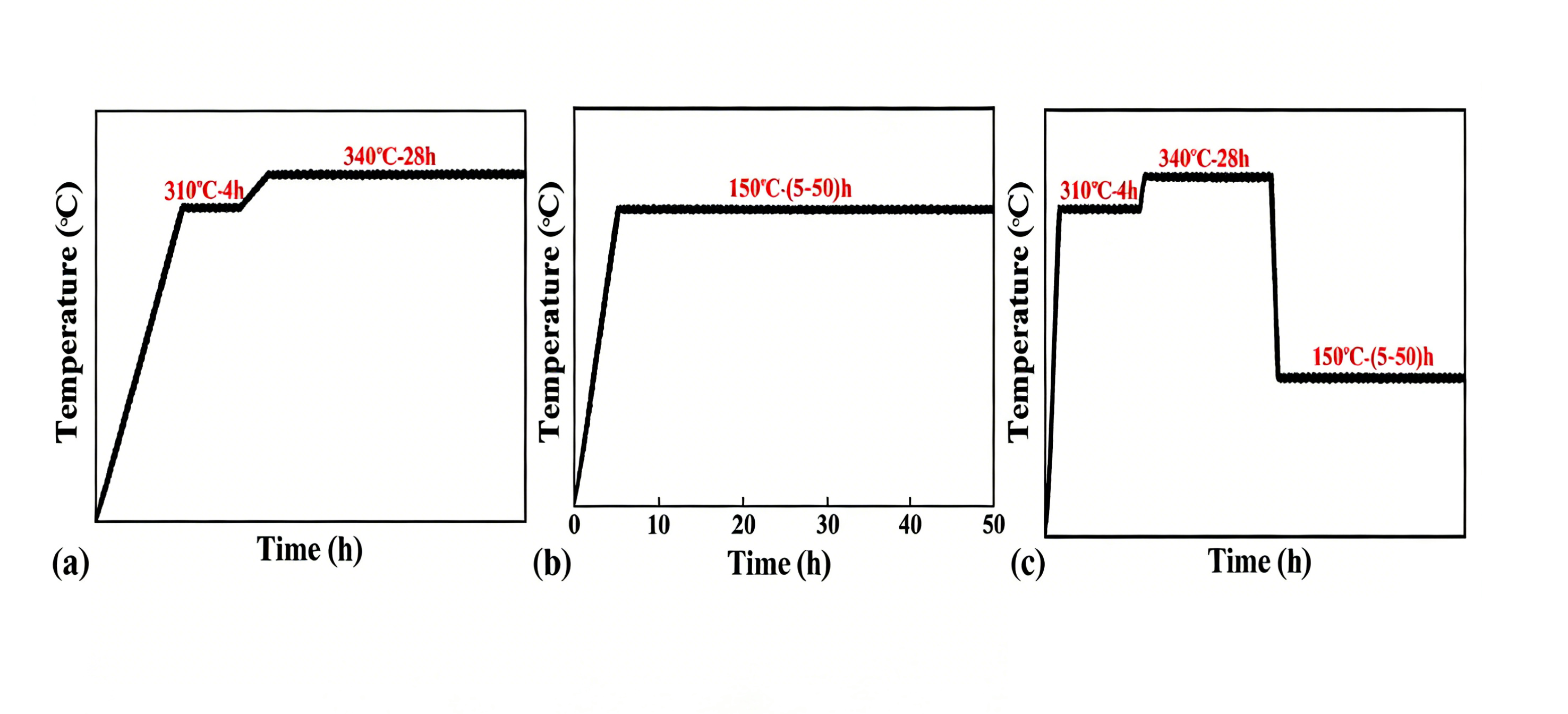
6.0Welche Anwendungsszenarien gibt es für verschiedene Wärmebehandlungsbedingungen?
Die Wärmebehandlung ist ein entscheidender Schritt zur Verbesserung der Festigkeit von Aluminiumlegierungen. Gängige Anwendungsbedingungen sind:
| Wärmebehandlungszustand | Hauptmerkmale | Geeignete Anwendungsbereiche |
| T4 (Lösungsglühen + natürliche Alterung) | Hohe Duktilität, Dehnung über 20% | Produkte, die ein sekundäres Biegen oder Stanzen erfordern |
| T5 (Direkte künstliche Alterung) | Einfacher Prozess, niedrige Kosten | Fenstersysteme, dekorative Profile ohne sekundäre Formgebung |
| T6 (Lösungsglühen + künstliche Alterung) | Höchste Verstärkungswirkung, maximale Stärke | Gerüstbau, Automobilstrukturen, Anwendungen mit hohen Lasten |
| T73 (Überalterung) | Deutlich verbesserte Korrosionsbeständigkeit | Küstennahe, chemische, stark korrosive Umgebungen |
7.0Wie lassen sich häufige Fehler bei der Aluminiumextrusion vermeiden?
Fehler können durch Materialqualität, Werkzeugzustand oder Prozessparameter entstehen. Ein Ansatz, der Prävention vor Korrektur priorisiert, kann die Fehlerraten deutlich senken.
8.0Welche Arten von Fehlern treten häufig bei Aluminium-Strangpressprofilen auf?
Defekte lassen sich im Allgemeinen in drei Kategorien einteilen:
- OberflächendefekteKratzer, Dellen, Blasen, Abblättern und Farbabweichungen, die das Aussehen und die Korrosionsbeständigkeit beeinträchtigen.
- Interne Defekte: Schrumpfungshohlräume, Porosität, Delamination und mikrostrukturelle Ungleichmäßigkeit, die die Festigkeit und die Dichtungsleistung verringern.
- Maß- und Formfehler: Verdrehungen, Biegungen, Maßabweichungen und ungleichmäßige Wandstärken, die sich auf die nachfolgende Montage auswirken.
9.0Was sind die Ursachen und vorbeugenden Maßnahmen für diese Mängel?
9.1Vermeidung von Oberflächenfehlern
- Ursachen: Verunreinigte Knüppeloberflächen, Werkzeugverschleiß, zu hohe Extrusionsgeschwindigkeit, unzureichende Schmierung.
- MaßnahmenStrenge Oberflächenprüfung der Rohlinge; regelmäßiges Polieren und Verfestigen der Werkzeugoberfläche; kontrollierte Extrusionstemperatur und -geschwindigkeit; gleichmäßige Anwendung von Graphit-basierten Schmierstoffen.
9.2Vermeidung interner Defekte
- Ursachen: Hoher Wasserstoffgehalt in den Rohlingen, ungeeignete Werkzeugauslegung, unzureichende Metallschweißung in Hohlprofilen.
- MaßnahmenHomogenisierungsglühen zur Beseitigung von Entmischungen; Ultraschallprüfung zur Aussortierung fehlerhafter Rohlinge; Optimierung der Werkzeugöffnungen und der Schweißkammerkonstruktion.
9.3Fehlervermeidung bei der Sekundärverarbeitung (Schneiden und Biegen)
- Ursachen: Abgenutzte Sägeblätter oder zu hohe Schnittgeschwindigkeit führen zu Graten und Ausbrüchen an den Kanten; ungeeigneter Biegedruck oder mangelhafte Werkzeugpassung verursachen Risse oder übermäßige Rückfederung.
- MaßnahmenRegelmäßiger Austausch der Schneidmesser; Anpassung der Schnittgeschwindigkeit und Kühlung an die Wandstärke; Auswahl von Biegewerkzeugen, die auf die Profilgeometrie abgestimmt sind; Probebiegen zur Bestimmung des optimalen Drucks und Winkels. Bei hochfesten Legierungen kann Vorwärmen vor dem Biegen das Rissrisiko wirksam reduzieren.
10.0Was sind die wichtigsten Anwendungsszenarien für Aluminium-Strangpressprodukte?
Dank Vorteilen wie geringem Gewicht, hoher Festigkeit und hervorragender Bearbeitbarkeit haben Aluminium-Strangpressprodukte in zahlreiche Industriezweige Einzug gehalten und sind zu unverzichtbaren Struktur- und Funktionskomponenten geworden.
10.1Was sind die wichtigsten Anwendungshighlights im Bausektor?
Das Baugewerbe ist der größte Anwendungsmarkt für Aluminiumprofile und macht über 401.030 Tonnen Gesamtverbrauch aus, der sich hauptsächlich auf Folgendes erstreckt:
- Türen, Fenster und VorhangfassadenDie Profile 6063-T5/T6 werden für Rahmen und Pfosten verwendet und bieten ein geringes Gewicht sowie Korrosionsbeständigkeit bei gleichzeitiger Verbesserung der Energieeffizienz und Ästhetik des Gebäudes.
- Strukturelle und dekorative KomponentenGerüste, Treppengeländer und Sonnenschutzsysteme vereinen strukturelle Festigkeit mit optischer Attraktivität und erfordern nur minimalen Wartungsaufwand.
- FertigbautenRahmen für vorgefertigte Fassadenpaneele und Photovoltaik-Montagesysteme verbessern die Baueffizienz und entsprechen den Konzepten des nachhaltigen Bauens.

10.2Welche Leichtbaulösungen gibt es im Transportsektor?
Gewichtsreduzierung ist eine entscheidende Anforderung im Transportwesen, wodurch die Aluminiumextrusion zu einer zentralen Leichtbaulösung mit einem Anwendungsanteil von ca. 251 TP3T wird:
- Automobilindustrie: Crash-Träger, Fahrwerkskomponenten und Wärmemanagementsysteme reduzieren das Fahrzeuggewicht um 10%–20% und tragen so zu einem um 5%–10% geringeren Kraftstoffverbrauch bei.
- Schienenverkehr: Strukturbauteile für Hochgeschwindigkeitszüge und U-Bahnen verbessern durch Leichtbauweise die Betriebsgeschwindigkeit und den Fahrgastkomfort.
- Luft- und Raumfahrt: Zur Reduzierung des Startgewichts und zur Verlängerung der Flugreichweite werden ultrahochfeste Profile der 7000er-Serie in Rumpf- und Flügelkomponenten eingesetzt.
10.3Wie finden Aluminiumprofile zunehmend Anwendung in Industrie und Haushalt?
- Industrielle Anwendungen(ca. 201 TP3T Anteil): Werkzeugmaschinenführungsschienen, Gerätegehäuse, elektronische Kühlkörper und Halterungen für chemische Rohrleitungen, zugeschnitten auf vielfältige industrielle Anforderungen. Produkte wie Rahmen für Automatisierungsanlagen und Förderbandhalterungen erfordern typischerweise präzises Zuschneiden mit Aluminiumprofilschneidmaschinen und komplexes Umformen mit Aluminiumprofilbiegemaschinen, um strenge Montagetoleranzen einzuhalten.
- Anwendungen im Wohn- und Innenbereich(ca. 10% Anteil): Möbelgestelle, Gardinenschienen und Aufbewahrungssysteme für Küche oder Bad bieten Feuchtigkeitsbeständigkeit, Verschleißfestigkeit und einfache Montage und verbessern so die allgemeine Wohnqualität.



11.0Häufig gestellte Fragen (FAQ)
- QWelche Aluminiumlegierungen eignen sich am besten für die Strangpressung?AAluminiumlegierungen der 6000er-Serie (6063, 6061, 6082) bieten die beste Strangpressbarkeit. Legierungen der 7000er-Serie weisen eine höhere Festigkeit auf, sind jedoch schwieriger zu extrudieren und werden typischerweise für anspruchsvolle Strukturbauteile eingesetzt.
- QWas ist die minimal erreichbare Wandstärke für Aluminiumprofile?AStandardprofile erfordern im Allgemeinen Wandstärken von ≥1,0–1,2 mm. Komplexe dünnwandige oder hochpräzise Profile werden in der Regel auf ≥1,5 mm begrenzt, abhängig von der Legierungsauswahl, dem Extrusionsverhältnis und der Werkzeugkonstruktion.
- QWie kann ein Querschnitt als „extrusionstechnisch schwierig“ identifiziert werden?AHohe Formfaktoren, mehrere Kavitäten, dünne Wände, asymmetrische Geometrien oder große Durchmesser des Umkreises erhöhen die Extrusionsschwierigkeit erheblich.
- QWelche Maßtoleranzen können Aluminium-Strangpressprodukte typischerweise erreichen?AStandardprofile lassen sich innerhalb von ±0,1 mm steuern, während hochpräzise Profile mit stabilen Anlagen und gut konstruierten Werkzeugen ±0,05 mm erreichen können.
- QIst die Schweißfestigkeit von Hohlprofilen zuverlässig?ABei optimal gestalteten Formströmungskanälen und Schweißkammern kann die Schweißnahtfestigkeit nahezu die des Grundmaterials erreichen und die meisten Anforderungen struktureller Anwendungen erfüllen.
- QSind Aluminium-Strangpressprodukte für die Weiterverarbeitung geeignet?AJa. Aluminiumlegierungen lassen sich leicht schneiden, bohren und biegen. Montageschlitze und -merkmale können bereits während des Extrusionsprozesses integriert werden, um die nachfolgende Bearbeitung zu reduzieren.
- QWas sind die häufigsten Qualitätsmängel bei Aluminiumprofilen?ATypische Defekte sind Oberflächenkratzer, Blasenbildung, innere Porosität, ungleichmäßige Wandstärke und Verdrehungsverformung, die größtenteils mit der Knüppelqualität, der Werkzeugkonstruktion und den Prozessparametern zusammenhängen.
Referenz
www.gabrian.com/what-is-aluminum-extrusion-process/
bonnellaluminum.com/tech-info-resources/aluminum-extrusion-process/
us.misumi-ec.com/blog/types-of-aluminum-extrusion-profiles/
eagle-aluminum.com/what-is-extruded-aluminum/