
- 1.0Was ist Aluminiumbiegen?
- 2.0Methoden und Prozesse zum Biegen von Aluminium
- 3.0Beste Methoden zum Biegen von Aluminiumwinkeln
- 4.0So biegen Sie Aluminium manuell
- 5.0So verwenden Sie eine Abkantpresse zum Biegen
- 6.0Beste Materialien zum Biegen von Aluminium
- 7.0Schlüsselfaktoren, die das Biegen von Aluminium beeinflussen
- 8.0So verhindern Sie Risse beim Biegen von Aluminium
1.0Was ist Aluminiumbiegen?
Unter Aluminiumbiegen versteht man den Vorgang, bei dem ein gerades Stück Aluminium durch Einwirkung äußerer Kraft in eine gebogene oder abgewinkelte Form entsprechend Ihrem Entwurf umgewandelt wird, wobei die strukturelle Integrität erhalten bleibt.
Wichtig zu beachten: Nicht alle Aluminiummaterialien eignen sich zum Biegen. Materialeigenschaften und Wärmebehandlung können das Biegeergebnis erheblich beeinflussen. Daher empfehlen wir Ihnen, sich vorab ausführlich mit uns zu beraten, um die optimale Lösung für Ihr Projekt zu finden.
Biegen kann ein anspruchsvoller Prozess sein, der sorgfältige Kontrolle erfordert, um Probleme wie Risse oder Verformungen zu vermeiden. In diesem Artikel führen wir Sie durch diese potenziellen Fallstricke und stellen vor acht der am häufigsten verwendeten und zuverlässigsten BiegemethodenWenn Sie für Ihre Produkte eine Biegelösung höchster Qualität wünschen, können Sie sich jederzeit gerne an uns wenden.
2.0Methoden und Prozesse zum Biegen von Aluminium
Die Wahl der Aluminiumbiegetechnik hängt direkt vom Materialquerschnitt und den spezifischen Anforderungen ab. Ob Sie mit Aluminiumblechen, -rohren oder -stangen arbeiten, es stehen verschiedene Biegeverfahren zur Verfügung. Die Wahl der am besten geeigneten Biegetechnik ist entscheidend für den Erfolg Ihres Projekts.
2.1Rollbiegen
Rollbiegen Dabei wird das Aluminium zwischen zwei Walzen gelegt und durch die Walzen Druck ausgeübt, um das Material in den gewünschten Winkel und die gewünschte Tiefe zu biegen. Dieses Verfahren ist hocheffizient, um Aluminium in verschiedene Formen zu bringen und eignet sich ideal für große, dicke Teile.
Vorteile: Schnell, konsistent und für große Aluminiumgrößen geeignet.
Nachteile: Erfordert spezielle Ausrüstung, die kostspielig sein kann.

2.2Abkantpressenbiegen
Eine Abkantpresse biegt Aluminium, indem sie es zwischen einen Stempel und eine Matrize legt, wobei der Stempel Druck ausübt, um das Aluminium zu zwingen, sich um die Matrize zu biegen.
Vorteile: Hohe Präzision, schnelle Biegegeschwindigkeit, geeignet für große oder dicke Aluminiumstücke.
Nachteile: Teure Ausrüstung, am besten für kleinere oder dünnere Aluminiumteile.

2.3Druckbiegen
Beim Druckbiegen wird Aluminium mithilfe eines Druckwerkzeugs oder einer Stange mechanisch gebogen. Das Material wird in eine feste Vorrichtung eingespannt und durch das Druckwerkzeug in die gewünschte Form gepresst.
Vorteile: Ideal für Biegungen mit kleinen Winkeln.
Nachteile: Nicht geeignet für großes oder dickes Aluminium, da dies zu hohem lokalen Druck führen kann.
2.4Rotationsbiegen
Beim Rotationsbiegen wird mithilfe einer Rotationsstreckmaschine mechanische Kraft angewendet, wodurch das Aluminium zwischen einer Mittelachse und einer Matrize rotiert und gebogen wird.
Vorteile: Erzielt kleine Radien, präzise Winkel und sanfte Übergänge, ideal für große oder dicke Aluminiumteile.
Nachteile: Erfordert spezielle Ausrüstung, die kostspielig sein kann.
2.5Druckbiegen
Beim Kompressionsbiegen wird mithilfe eines Stempels und einer Matrize Druck ausgeübt, um das Aluminium in die gewünschte Form zu komprimieren.
Vorteile: Geeignet zur Herstellung von Teilen mit gleichmäßigen Biegungen auf beiden Seiten.
Nachteile: Hohe Gerätekosten, besser für die Massenproduktion.
2.6Streckformen
Beim Streckformen wird Aluminium mithilfe mechanischer Kraft gestreckt und in die gewünschte Form gebracht. Die Spannung während des Prozesses gewährleistet eine konstante Kontrolle über die Länge des Materials.
Vorteile: Präzise Formkontrolle, ideal für die Massenproduktion.
Nachteile: Teure Ausrüstung, die für spezielle Bedürfnisse geeignet ist.
2.7Manuelles Biegen
Manuelles Biegen ist die traditionelle Methode zum Biegen von Aluminium mit einfachen Werkzeugen wie Zangen oder Hämmern.
Vorteile: Einfach, kostengünstig und ideal für kleine oder dünne Aluminiumteile.
Nachteile: Langsam, geringe Präzision und nicht für große oder dicke Aluminiumteile geeignet.
2.8Drei-Walzen-Blechbiegemaschine
Der Dreiwalzen-Blechbiegemaschine verwendet drei Walzen, um Druck auszuüben und das Aluminium in die gewünschte Form zu biegen.
Vorteile: Ideal für Architekturbauteile und Großbauprojekte.
Nachteile: Teure Spezialausrüstung, eingeschränkte Anwendung.

3.0Beste Methoden zum Biegen von Aluminiumwinkeln
Beim Biegen von Aluminiumwinkeln ist die Wahl der richtigen Technik entscheidend. Rollbiegen und Abkantpressen sind aufgrund ihrer Fähigkeit, gleichmäßige Biegungen und hohe Präzision zu erzielen, die am häufigsten verwendeten Optionen. Für große Radien oder mehrere Winkelübergänge ist das Rotationsbiegen die bessere Wahl. Für Kleinserien oder einfachere Anwendungen bieten Handbiegen und Stoßbiegen schnelle und kostengünstige Lösungen.
4.0So biegen Sie Aluminium manuell
✅ Vorbereitung
Reinigen Sie die Materialoberfläche und legen Sie grundlegende Werkzeuge wie Lineal, Marker, Schraubzwingen, Schraubstock und Hammer bereit. Bei dickem Material kann ein Vorwärmen erforderlich sein, um die Duktilität zu erhöhen.
✅ Verfahren
- Markieren Sie die Biegelinie: Markieren Sie die Biegung mit Lineal und Marker. Bohren Sie bei Bedarf kleine Hilfslöcher entlang der Biegelinie oder bearbeiten Sie die Oberfläche mit einem Fräser, um den Biegevorgang zu erleichtern.
- Sichern des Werkstücks: Verwenden Sie C-Klemmen oder einen Schraubstock, um das Material fest an seinem Platz zu halten.
- Wenden Sie gleichmäßigen und langsamen Druck an: Klopfen Sie mit einem Hammer vorsichtig entlang der Biegelinie, beginnend an einem Ende und arbeiten Sie sich zum anderen vor. Biegen Sie in Schritten von 10–20 Grad.
- Überprüfen Sie den Biegewinkel: Wenn die Biegung nicht ausreicht, nehmen Sie die erforderlichen Anpassungen vor.
5.0So verwenden Sie eine Abkantpresse zum Biegen
✅ Vorbereitung
Reinigen Sie die Werkstückoberfläche und legen Sie die Abkantpresse, die Matrize und die Messwerkzeuge bereit.
✅ Verfahren
- Platzieren Sie das Werkstück: Positionieren Sie das Werkstück am Anschlag und richten Sie es richtig aus.
- Passen Sie die Matrize an: Stellen Sie sicher, dass Matrize und Stempel korrekt ausgerichtet sind. Für 90°-Biegungen wird die Verwendung einer 88°-Matrize empfohlen, um die Materialrückfederung auszugleichen.
- Langsam Druck ausüben: Üben Sie den Druck allmählich aus, um übermäßige Kraft zu vermeiden. Wenn Sie ungewöhnliche Geräusche hören oder eine instabile Bewegung bemerken, stoppen Sie die Maschine sofort und überprüfen Sie, ob Probleme vorliegen.
- Überprüfen Sie den Biegewinkel: Überprüfen Sie nach jeder Biegung den Winkel mit einem Messwerkzeug. Sollten Abweichungen auftreten, nehmen Sie gegebenenfalls kleinere Korrekturen vor.
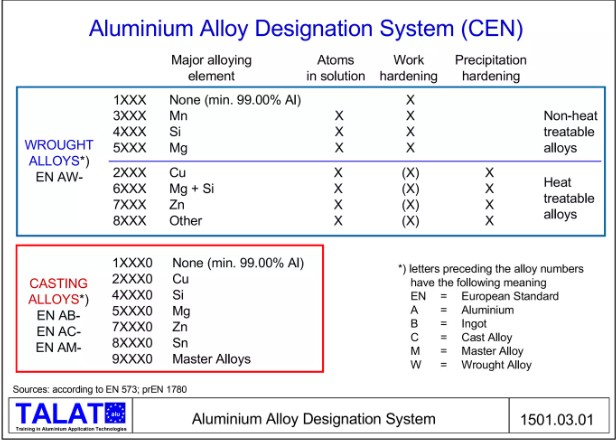
6.0Beste Materialien zum Biegen von Aluminium
Die Biegeeigenschaften von Aluminiumlegierungen werden durch ihre Legierungszusammensetzung und ihren Temperzustand beeinflusst. Die am besten geeigneten Legierungsreihen zum Biegen sind die Reihen 3XXX, 5XXX und 6XXX. Legierungen der Reihe 2XXX sollten aufgrund ihrer hohen Härte, die die Umformung erschwert, vermieden werden. Mit der richtigen Temperbehandlung lassen sich diese Legierungen dennoch erfolgreich biegen.
6.1Die vier besten Aluminiumlegierungen zum Biegen
- 3003 Aluminiumlegierung:3003 ist eine der besten Optionen zum Biegen, da es eine gute Festigkeit, hervorragende Kaltbearbeitungseigenschaften und eine erhebliche Lücke zwischen Streckgrenze und Zugfestigkeit bietet – all dies trägt zu seiner außergewöhnlichen Leistung beim Biegen bei.
- 5052 Aluminiumlegierung:5052 bietet eine hohe Duktilität und eine deutliche Differenz zwischen Streckgrenze und Zugfestigkeit. Es weist zudem eine hohe Korrosionsbeständigkeit auf, insbesondere in Meeresumgebungen oder anderen korrosiven Umgebungen. Nach dem Glühen übertrifft seine Formbarkeit sogar die von 3003 und ist daher die bevorzugte Wahl für komplexe Biegungen.
- 5083 Aluminiumlegierung:5083 wird aufgrund seiner Korrosionsbeständigkeit und guten Schweißbarkeit häufig im Schiffbau eingesetzt. Für maximale Biegefestigkeit wird empfohlen, 5083 in den Zuständen H111, H112 oder O zu verwenden.
- 6061 und 6082 Aluminiumlegierungen: Diese beiden Legierungen sind wärmebehandelbar und weisen die gewünschte Festigkeit und Formbarkeit auf. Obwohl ihre Biegeeigenschaften im Zustand T4 oder T6 schlecht sind, können sie im Zustand T4 erfolgreich geformt und anschließend für zusätzliche Festigkeit auf T6 gealtert werden.

6.2Aluminium-Temperbehandlungen
Bei der Auswahl der Legierung sollten sowohl die Zusammensetzung und der Härtegrad als auch die Materialdicke berücksichtigt werden. Das richtige Verständnis dieser Faktoren hilft Ihnen, das am besten geeignete Material und Biegeverfahren auszuwählen und so eine hohe Produktqualität sicherzustellen.
Temperierbehandlungen und ihre Eigenschaften:
- T (wärmebehandelt)
Legierungen der Güten T6 und T651 (z. B. der 6XXX-Serie) weisen eine hohe Festigkeit und mittlere Formbarkeit auf – ideal für Anwendungen, die sowohl Zähigkeit als auch Widerstandsfähigkeit erfordern. Beim Biegen ist jedoch Vorsicht geboten, um Rissbildung aufgrund der verringerten Duktilität zu vermeiden. - H (kaltverfestigt)
Legierungen im Zustand H14 oder H24 sind kaltverfestigt, wodurch ihre Festigkeit erhöht wird. Diese Härtegrade eignen sich für mittelwinkliges Biegen ohne Rissbildung. - O (geglüht)
Der Zustand O bezeichnet einen vollständig geglühten Zustand, der maximale Formbarkeit bietet – perfekt für einfache Biegevorgänge – jedoch mit etwas geringerer Festigkeit. - F (wie gefertigt)
Der Zustand F bezieht sich auf Material im Herstellungszustand mit geringerer Festigkeit, aber größerer Flexibilität und Elastizität.
7.0Schlüsselfaktoren, die das Biegen von Aluminium beeinflussen
Der Biegeprozess von Aluminium wird von mehreren Schlüsselfaktoren beeinflusst, die sowohl die Biegequalität als auch die Formbarkeit direkt bestimmen.
- Formbarkeit: Unter Formbarkeit versteht man die Fähigkeit eines Materials, sich dauerhaft zu verformen, ohne zu reißen oder zu brechen. Sie wird von Festigkeit, Duktilität, Form und Dicke des Materials beeinflusst. Standardprüfungen wie ASTM E2218 helfen, die Formbarkeit zu beurteilen und die am besten zum Biegen geeigneten Legierungen zu identifizieren.
- Dicke und Biegeradius: Dicke und Biegeradius beeinflussen die Biegeleistung maßgeblich. Dünnere Materialien lassen sich leichter biegen, während das Biegen dicker Platten schwieriger ist. Kleine Biegeradien können zu Rissen führen, daher ist die Einhaltung der Herstellerrichtlinien entscheidend.
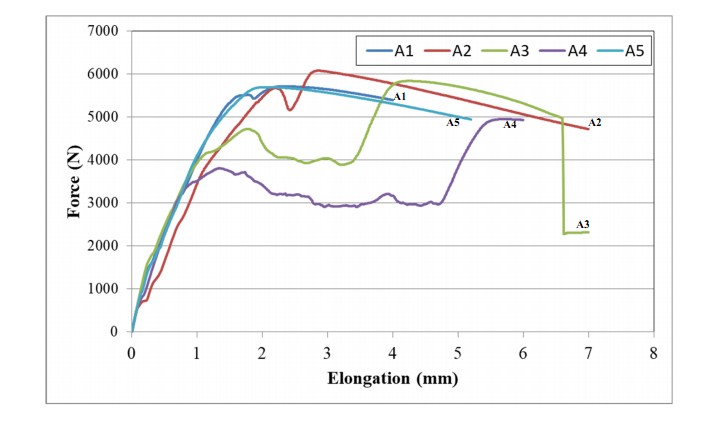
- Verlängerung : Die Dehnung misst die Fähigkeit eines Materials, sich unter Spannung zu dehnen – eine höhere Dehnung bedeutet eine bessere Formbarkeit. Beispielsweise eignet sich geglühter 3003 (AA3003-O) mit einer Dehnung von etwa 35% gut für Biegeanwendungen. Die Spannungs-Dehnungs-Kurve kann bei der Auswahl der am besten geeigneten Legierung helfen.
8.0So verhindern Sie Risse beim Biegen von Aluminium
Aluminium kann beim Biegen reißen, insbesondere nach dem Eloxieren. Hersteller stehen oft vor der Herausforderung, es ohne Beschädigung zu biegen. Hier sind 8 wichtige Präventionsmaßnahmen:
- Wählen Sie die richtige Sorte und Härte: Wählen Sie eine zum Biegen geeignete Güte und Härte. Zusammensetzung und Härte der Legierung wirken sich direkt auf ihre Formbarkeit aus. Die Wahl des richtigen Materials kann das Rissrisiko deutlich reduzieren.
- Verwenden Sie geeignete Biegegeräte: Wählen Sie Geräte, die auf Ihr Material und Ihre Biegeanforderungen abgestimmt sind, um Spannungskonzentrationen und lokale Schäden zu vermeiden.
- Erhöhen Sie den Biegeradius: Ein größerer Biegeradius trägt zu einer gleichmäßigeren Spannungsverteilung bei und verringert die Wahrscheinlichkeit einer Rissbildung.
- Füllen von Hohlräumen im Biegebereich: Durch die Verwendung von Metalleinsätzen oder Polsterungen beim Biegen werden lokale Spannungen und ein Zusammenbrechen vermieden, wodurch die Gefahr von Rissen verringert wird.
- Dicke oder Spannung anpassen: Eine Erhöhung der Materialdicke oder eine Verringerung der Biegespannung trägt zu einer gleichmäßigeren Spannungsverteilung bei.
- Matrizenspalt und Material anpassen: Verbessern Sie den Matrizenspalt und wählen Sie geeignete Matrizenmaterialien aus, um Oberflächenschäden und daraus resultierende Brüche zu vermeiden.
- Verwenden Sie sanfte Biegungen anstelle von scharfen Ecken: Durch allmähliches Biegen anstelle von scharfen Biegungen wird eine Spannungskonzentration vermieden und die Rissgefahr verringert.
- Tragen Sie Schmiermittel auf, um die Reibungsspannung zu reduzieren: Durch Auftragen eines Schmiermittels während des Biegens kann die Reibung verringert und die Belastung der Materialoberfläche gemindert werden.
Quellen:
ahssinsights.org/forming/forming-modes/bending/
www.researchgate.net/publication/348823039_Buckling_and_bending_properties_of_aluminium_plate_with_multiple_cracks




