

In the metal processing industry, coil cut-to-length (CTL) lines play a critical role in transforming rolled coil material into flat sheets of precise length. Whether used in automotive, appliance manufacturing, construction, or steel distribution, CTL lines enhance productivity, precision, and material utilization.
This article breaks down the structure of a typical CTL line. It compares three commonly used shearing methods—rotary (stop-and-go), pendulum (swing), and flying shear—highlighting their working principles, advantages, and application scenarios.
1.0What Is a Coil Cut-to-Length Line?
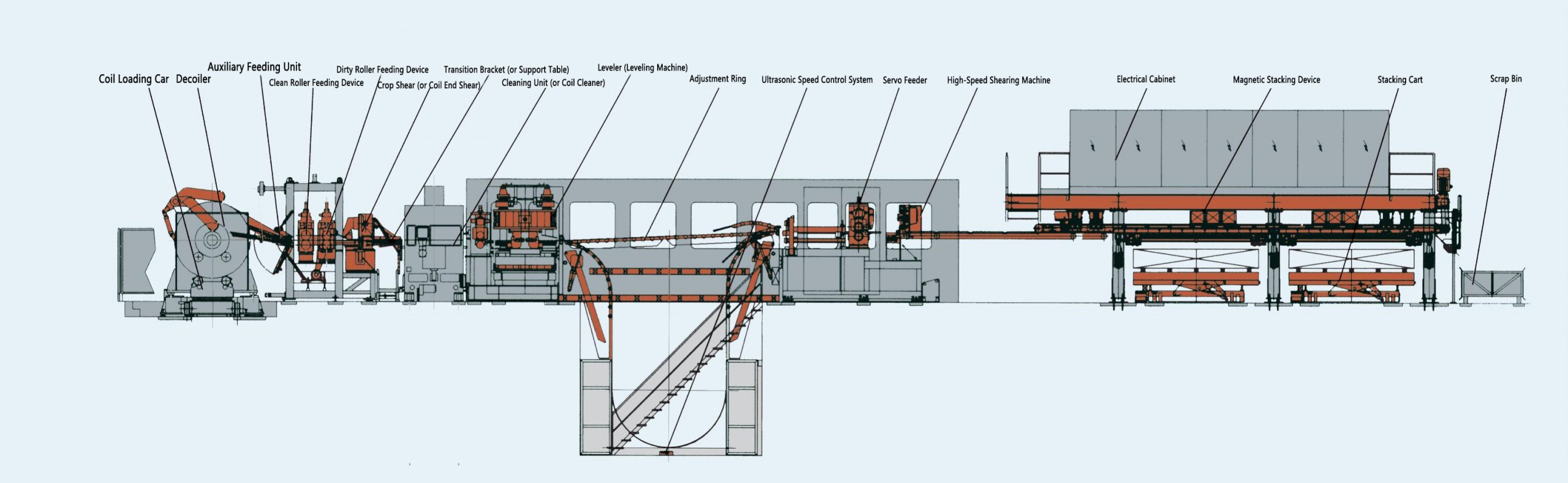
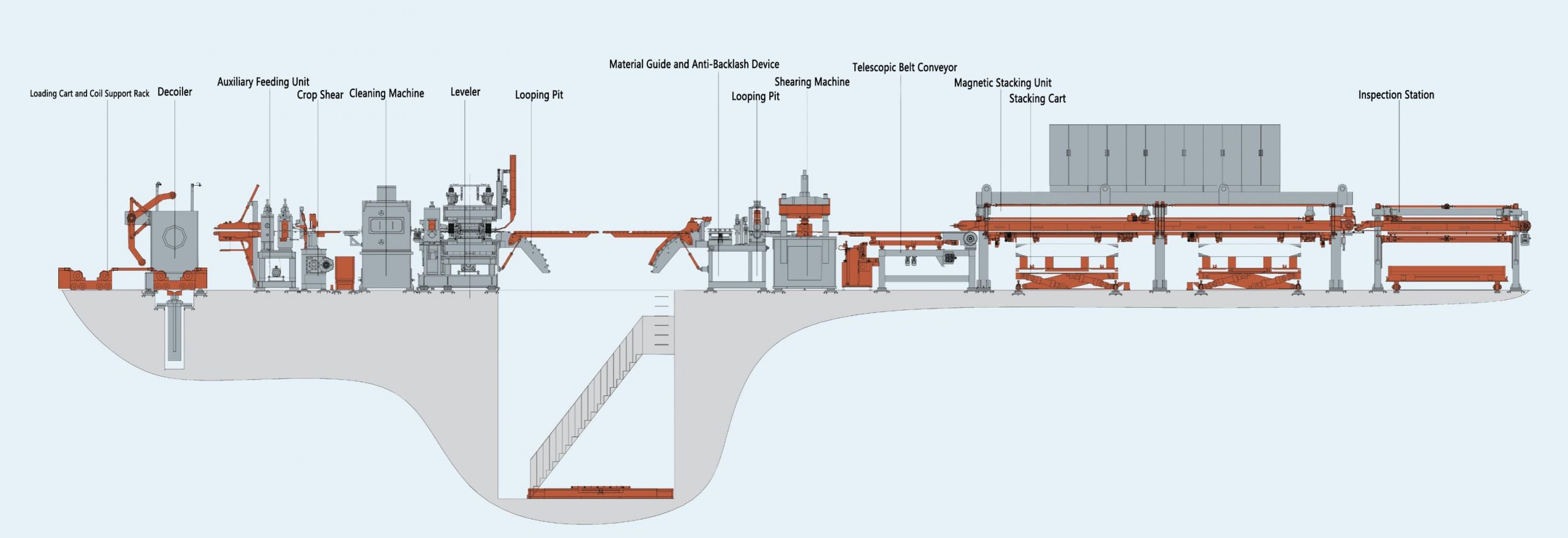
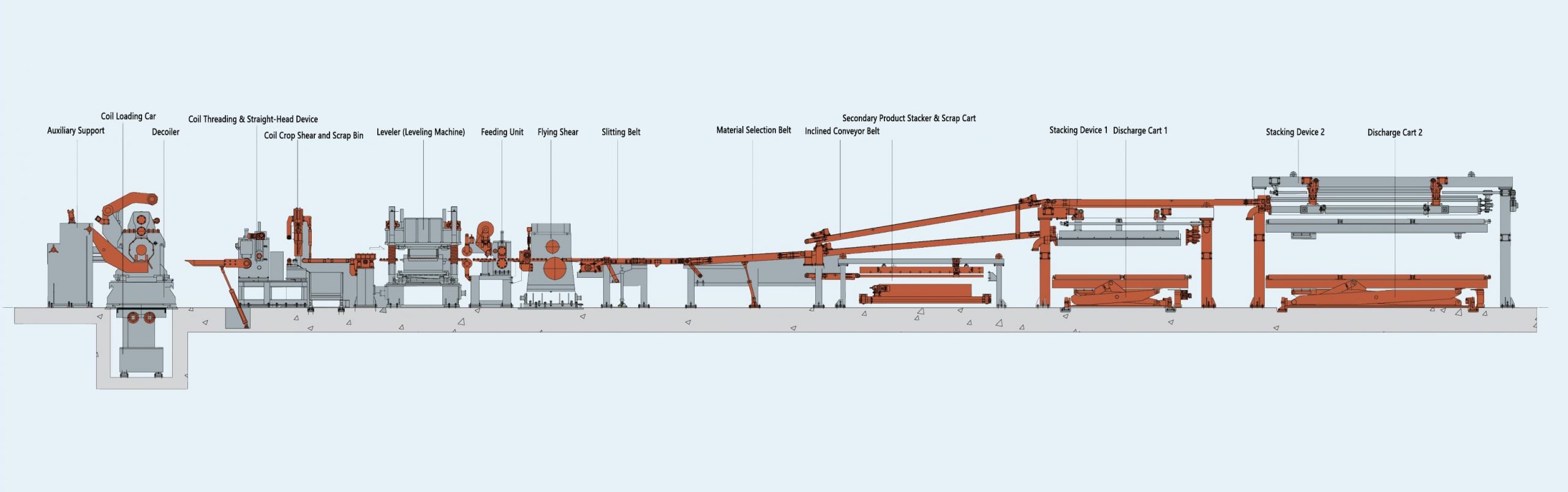
A cut-to-length (CTL) line is an automated metal processing system designed to uncoil, flatten, and cut coiled sheet metal into precise lengths. The line typically consists of a series of integrated machines:
- Decoiler (Uncoiler): Unrolls the metal coil and feeds it forward.
- Leveler / Straightener: Removes internal stresses and flattens the material.
- Feeder / Servo Feeder: Precisely advances the sheet to the desired length using an encoder.
- Shearing Machine: Cuts the sheet to the preset length using one of the shear types (rotary, pendulum, or flying shear).
- Stacker: Collects and stacks the finished sheets for downstream processing or packaging.
CTL lines can be custom-configured for light-, medium-, or heavy-gauge materials, and are widely used in industries such as automotive stamping, home appliance fabrication, and steel service centers.

2.0What Is Cross-Cutting? (Stop-and-Go Shear)
How It Works:
In cross-cutting—also known as stop-and-shear—the sheet feeding halts once it reaches a preset length. The shear blade then descends vertically to cut the material. After the cut is complete, feeding resumes for the next cycle. This process is intermittent, meaning it involves periodic stops for each cutting action.
Key Features:
- Intermittent (non-continuous) operation
- Precise and consistent length control
- Simple and robust mechanical structure
Advantages:
- High cutting accuracy
- Lower initial equipment cost
- Easier maintenance and setup
Limitations:
- Slower processing speed compared to continuous shearing methods
- Not suitable for high-volume, high-speed production environments
Typical Applications:
Cross-cutting is ideal for low-speed, high-precision operations, particularly when working with thicker, high-strength materials. Common applications include:
- Automotive structural components
- Home appliance panels
- Cut-to-length lines requiring tight dimensional tolerances
This method is typically integrated with a hydraulic guillotine shear or mechanical blade press, positioned after a servo feeder and precision encoder system, ensuring tight control of cutting length.
3.0What Is Pendulum Shear (Swing Shear)
How It Works:
The pendulum shear uses a blade mounted on a pivoting arm that swings downward to cut the sheet. The feeding speed may slow down or pause momentarily, but full stoppage is not always necessary.
Key Features:
- Oscillating motion for cutting
- Semi-continuous operation
- Less mechanical impact compared to stop-and-go
Advantages:
- Faster cycle time than rotary shears
- Improved equipment lifespan due to reduced impact forces
- Suitable for medium production speeds
Limitations:
- Slightly lower cutting precision
- May require more maintenance than rotary shears
Typical Applications:
Well-suited for general-purpose steel processing centers, service lines, and mid-range production volumes.
Pendulum shears are often combined with continuous decoiling and leveling systems, and paired with pneumatic feeders or servo rolls to balance feed speed and swing timing.
4.0What Is Flying Shear
How It Works:
A flying shear performs cuts while moving in synchronization with the sheet material. It accelerates to match the line speed, cuts the sheet mid-motion, and then returns to its home position for the next cycle.
Key Features:
- Continuous, high-speed operation
- Synchronized servo or hydraulic drive system
- Suitable for modern automated lines
Advantages:
- Extremely high throughput
- No need to stop the material feed
- Ideal for thin and wide coils
Limitations:
- Complex control system
- Higher equipment cost and maintenance requirements
- Requires precise timing and synchronization
Typical Applications:
Perfect for high-speed processing environments like automotive blanking lines, electrical steel plants, or large-scale appliance manufacturers.
A flying shear unit is typically installed after a high-speed straightening and feeding system, and controlled via a CNC synchronization system to match line speed precisely.
5.0Comparison Table: Rotary vs. Pendulum vs. Flying Shear
| Feature | Rotary Shear (Stop-and-Go) | Pendulum Shear | Flying Shear |
| Cutting Motion | Stop and cut | Swing down | Cut during motion |
| Line Speed | Low | Medium | High |
| Cutting Accuracy | High | Medium | Medium |
| Complexity | Low | Medium | High |
| Cost | Low | Medium | High |
| Suitable for | Precision, thick sheets | Mid-speed operations | High-volume continuous |
6.0How to Choose the Right Shear Type
When selecting a coil cut-to-length line, consider the following factors:
- Production speed: Flying shear is best for high-speed operations; rotary for slower, precision cuts.
- Material thickness: Heavier materials may require stop-and-go or pendulum systems.
- Cutting accuracy: Rotary shears offer the best dimensional tolerance.
- Investment and maintenance: Flying shears offer speed but demand more upfront cost and technical upkeep.
7.0Conclusion
Understanding the differences between rotary, pendulum, and flying shears is key to designing an efficient and cost-effective coil cut-to-length system. Each shearing method has its strengths, and the ideal choice depends on your material type, desired throughput, and budget constraints.
By selecting the right type of shear, manufacturers can optimize sheet metal output, reduce waste, and meet the increasing demand for flexible, just-in-time coil processing.
8.0Frequently Asked Questions (FAQ)
Q1: Which shear type offers the best accuracy?
A: Rotary shear provides the highest cutting accuracy and is ideal for operations that require tight tolerances.
Q2: Can I switch between shear types on one line?
A: In most cases, the shear type is fixed per line design. For flexibility, dual-head systems exist but come at a higher cost.
Q3: What material thickness range can CTL lines handle?
A: Standard lines can process 0.3 mm to 12 mm thick materials, depending on design. Specialized lines handle even thicker plates.
Q4: Is flying shear safe for high-strength steel?
A: Flying shear can cut high-strength steel, but the design must include sufficient power, high-quality blades, and precise control systems.
Q5: How do I choose between a pendulum and a flying shear?
A: Choose pendulum shear for balanced speed and simplicity. Choose a flying shear for maximum throughput in high-demand environments.




