
- 1.0Introduction to Sheet Metal Stamping and Dies
- 2.0Understanding Formability and Ductility in Sheet Metal
- 3.0Sheet Metal Stamping Dies: Components and Functions
- 4.0Cutting Dies and Blanking Operations
- 5.0Forming Dies and Their Key Operations
- 6.0Single Station and Multiple Station Dies
- 7.0Importance of Die Lubrication in Stamping
- 8.0Circle Grid Analysis (CGA): Optimizing Stamped Part Quality
- 9.0Using Finite Element Modeling (FEM) in Die Design
- 10.0FAQ: Sheet Metal Stamping & Dies
Sheet metal stamping is a high-volume manufacturing process that shapes and cuts metal sheets into precise parts using specialized dies and powerful presses. Widely used in industries like automotive, aerospace, and appliances, it combines material formability with engineered tooling to produce complex components efficiently.
1.0Introduction to Sheet Metal Stamping and Dies
Sheet metal stamping is a high-volume manufacturing process that uses stamping presses and specialized dies to shape and cut sheet metal into finished components. The press delivers the force needed to close the die set, which then forms the part.
While production stamping is typically performed using sheet metal materials ranging from .020” to .080” thick, the process can also be applied to very thin foils (.001”) and to thick plate stock approaching 1.000”.
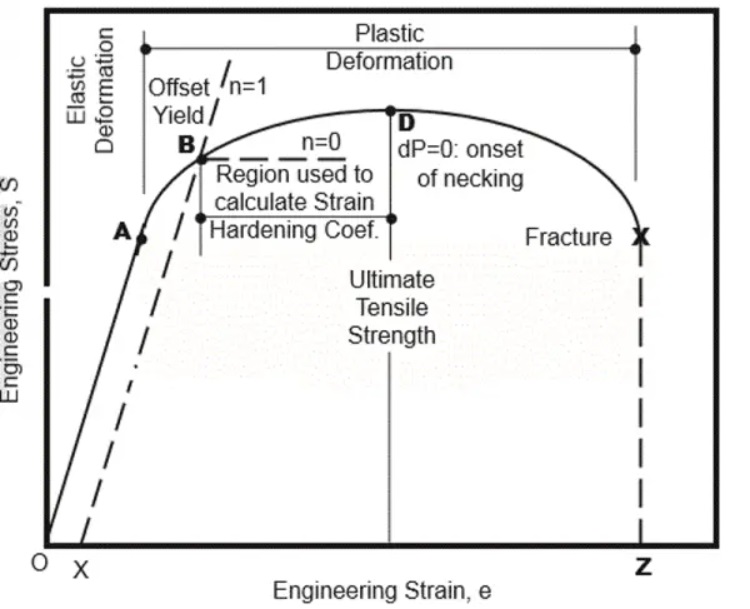
2.0Understanding Formability and Ductility in Sheet Metal
Formability is the primary attribute determining how well a sheet metal material performs in stamping. It refers to the material’s ability to be bent, stretched, or drawn into the desired shape. These qualities fall under the metallurgical term ductility, which is the material’s ability to deform and elongate without fracturing. The part’s geometry and complexity directly influence how much the material needs to deform.
In addition to material properties, other factors also affect formability, such as:
- The design of the die
- The type and capabilities of the press
- Press stroke speed
- Lubrication methods
- Sheet metal feeding mechanisms
- Monitoring and control systems
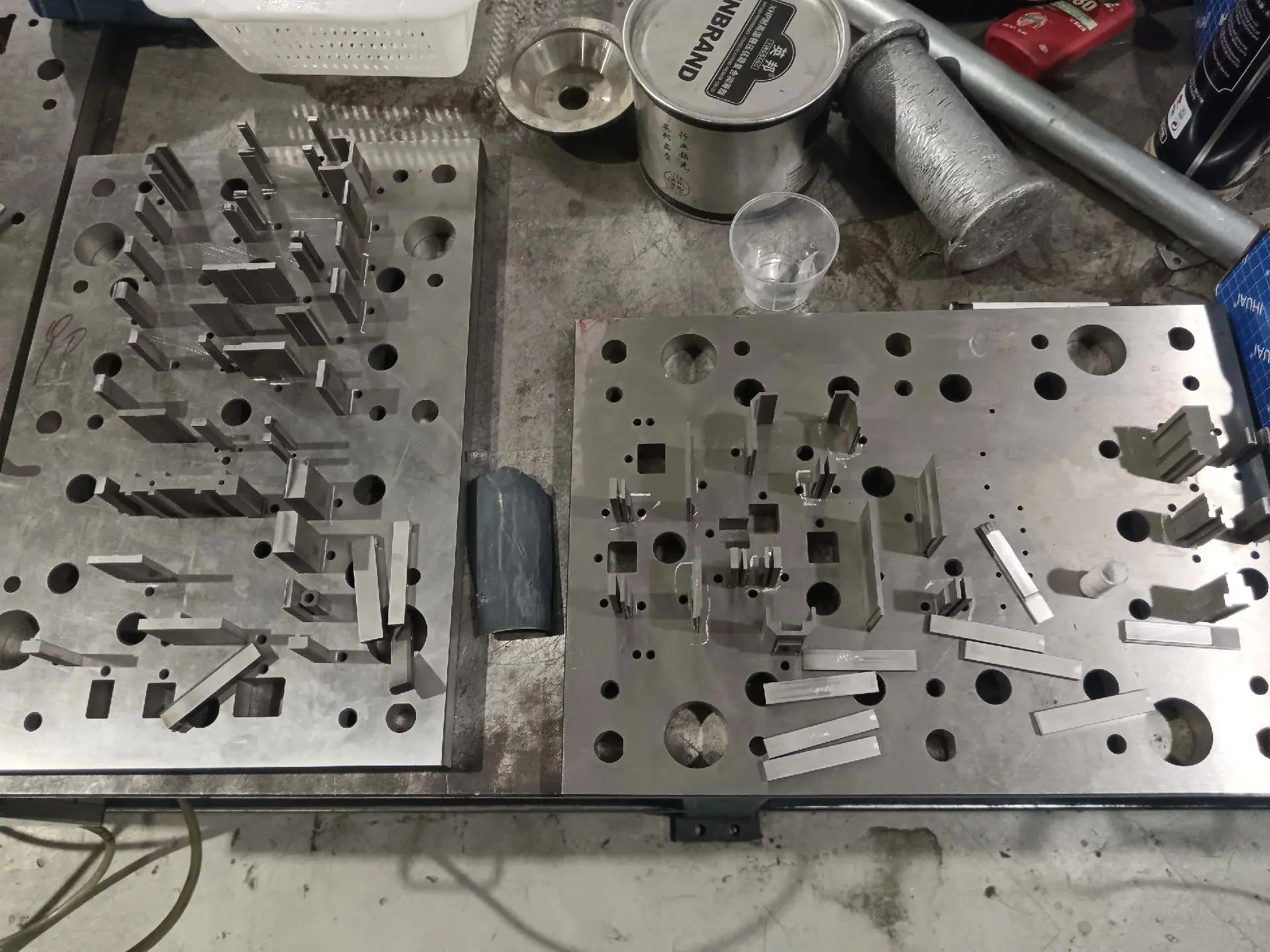
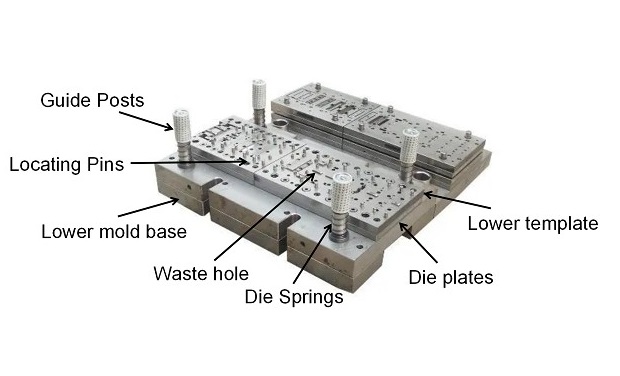
3.0Sheet Metal Stamping Dies: Components and Functions
Dies are carefully engineered to deliver consistent and accurate results in every stroke of the press.
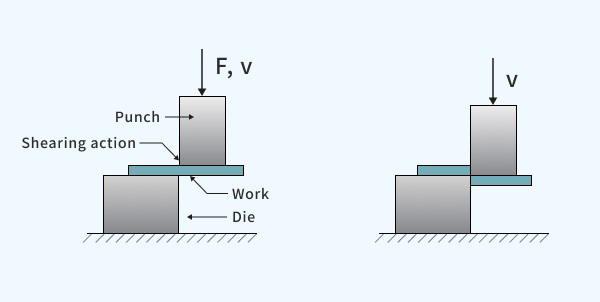
4.0Cutting Dies and Blanking Operations
Cutting dies are used to shear sheet metal into desired shapes. They perform several specific operations, such as:
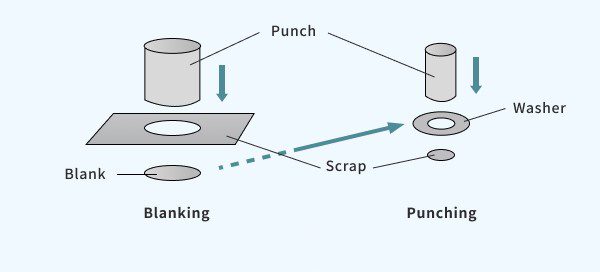
- Blanking: Cutting the entire outer profile of the part from the sheet
- Punching: Removing slugs to form holes or slots
- Trimming: Cutting excess metal from formed parts
In these operations, proper die clearance between the punch (male) and die (female) is crucial. This clearance is based on the stock’s thickness and temper. In general, thicker or harder stock requires wider clearances. Softer metals allow for deeper punch penetration.
5.0Forming Dies and Their Key Operations
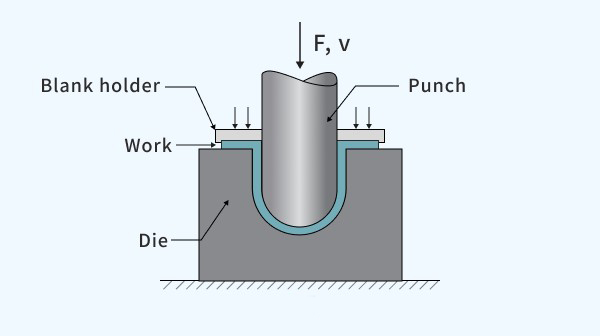
Forming refers to shaping the metal based on the contours of the die, not by cutting. Common forming operations include:
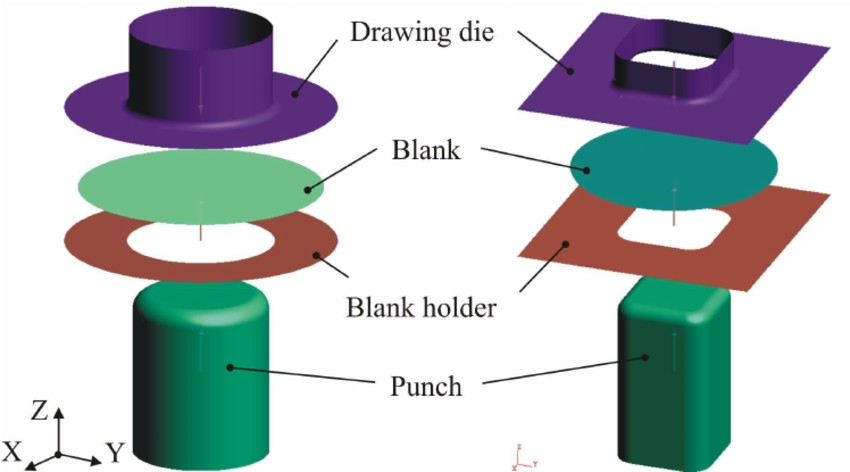
- Drawing: Pulling a blank into a die cavity to create deep shapes. This requires a blank holder to control metal flow and prevent wrinkling or fracturing.
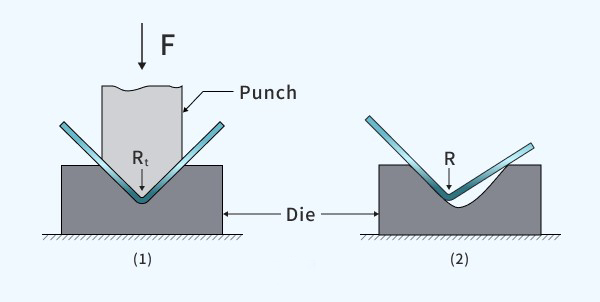
- Bending: Creating defined angles or curves to add rigidity and form
- Flanging: Forming small angled extensions from edges for added strength or fastening
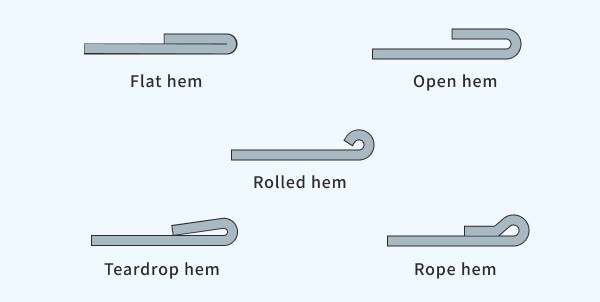
- Hemming: Folding over a flange onto itself to create a smooth edge for mating parts
Each forming operation plays a role in the overall geometry, strength, and functionality of the final part.
6.0Single Station and Multiple Station Dies
Stamping operations can be performed using different types of dies:
- Single Station Dies:
- Compound dies: Perform multiple cutting operations, such as blanking and punching, simultaneously
- Combination dies: Combine both cutting and forming in one die
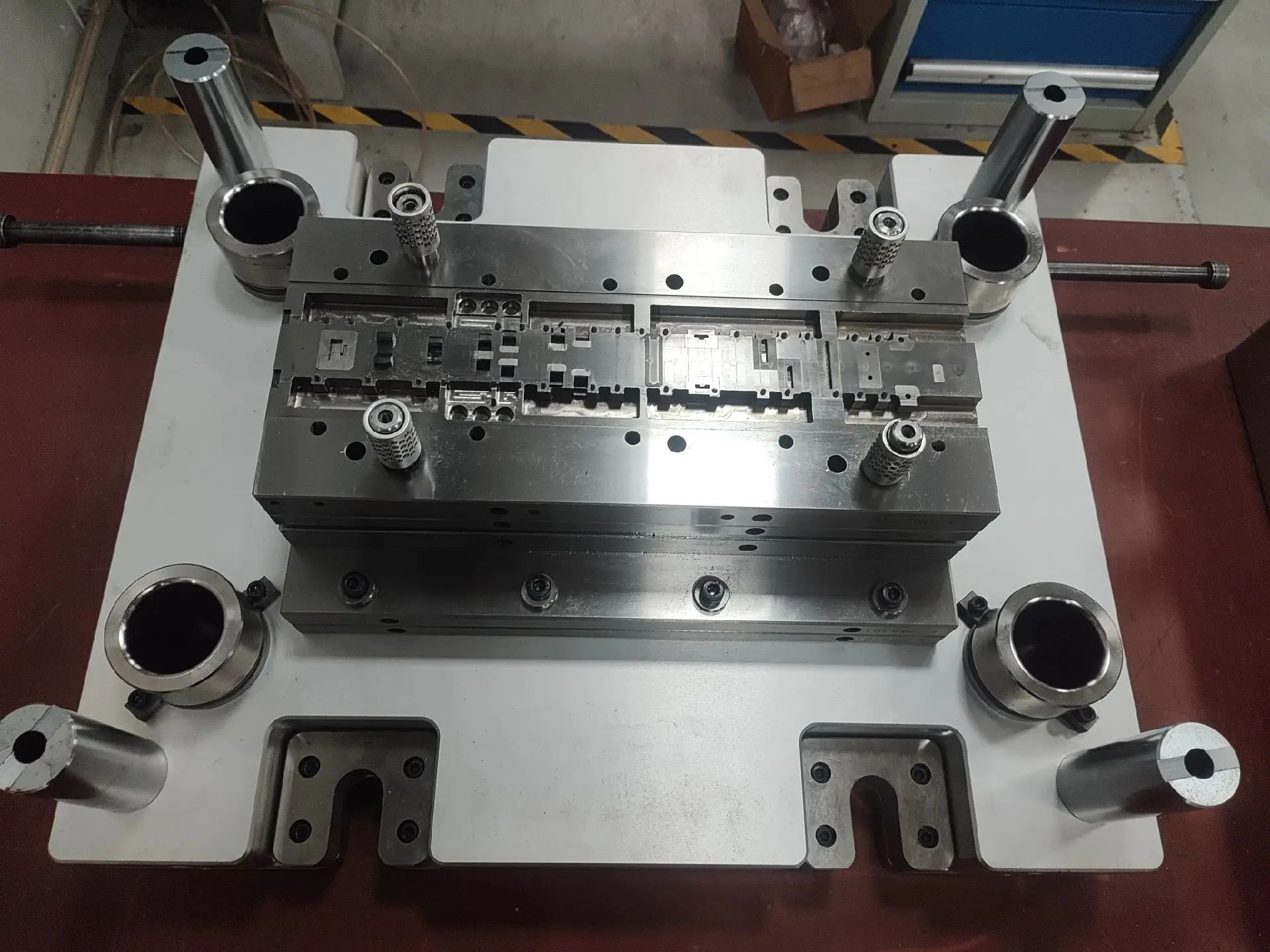
Multiple Station Dies:
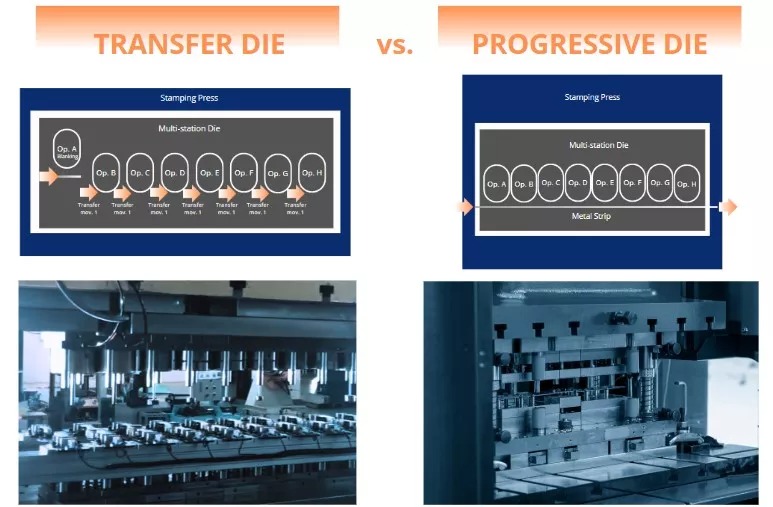
- Progressive dies: Use coil-fed material, with each station performing a step in the stamping process. Parts remain connected via a carrier strip until fully formed and separated.
- Transfer dies: Use pre-cut blanks that are transferred mechanically from station to station within the same die set
- Tandem press lines: Large-scale operations where each press in a series performs a specific task (e.g., drawing or trimming)
These various die configurations enable complex parts to be produced with efficiency and high throughput.
7.0Importance of Die Lubrication in Stamping
During stamping, high-pressure contact between tooling and metal stock generates significant friction. Lubrication reduces this friction, improving tool life, lowering required tonnage, and enhancing surface finish.
Common lubricant types include:
- Light mineral oils
- High-viscosity drawing compounds
- Oil-based, water-soluble, or synthetic lubricants
These can be applied by: - Manual brush or roller
- Drip systems
- Automated machine rollers
- Spray or flood application
Choosing the right lubrication method and fluid is essential to a successful, consistent forming process.
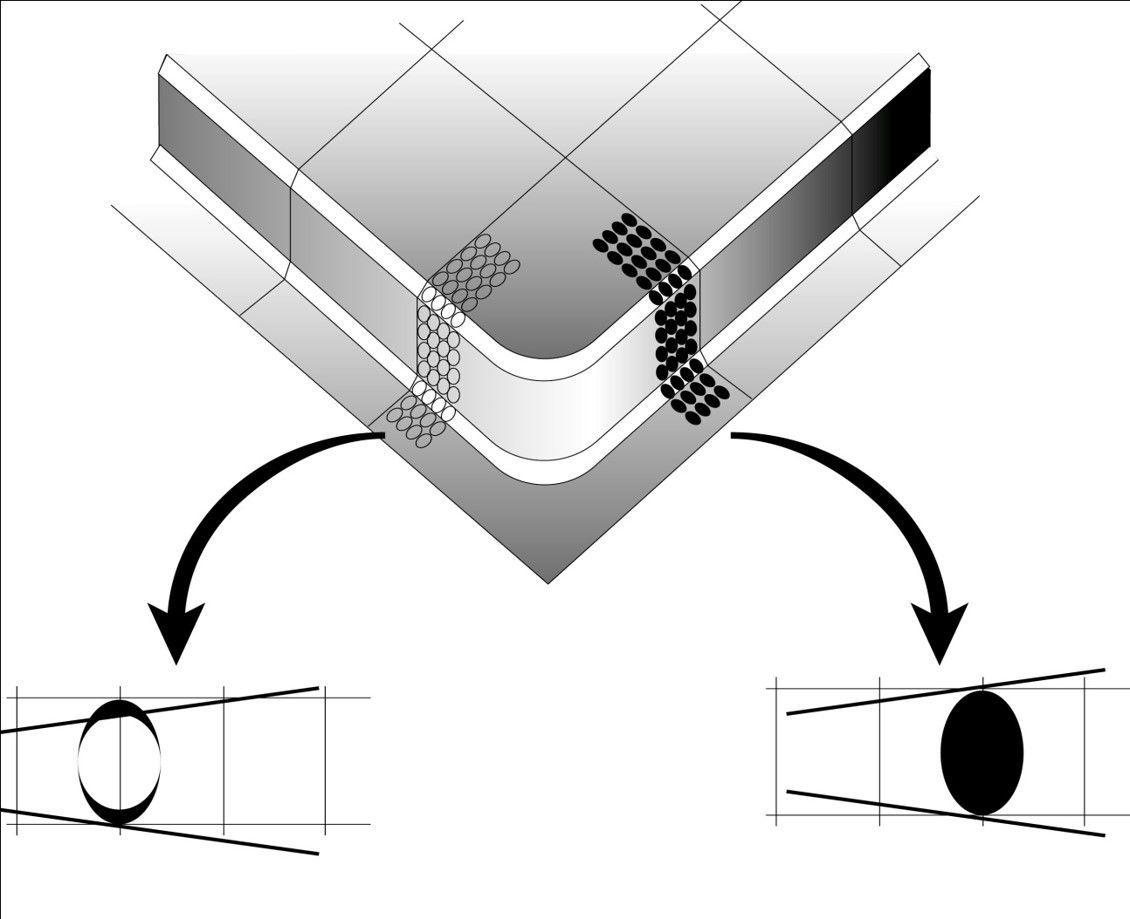
8.0Circle Grid Analysis (CGA): Optimizing Stamped Part Quality
By analyzing the distorted grid, die makers can determine where die modifications are needed. The process is repeated until the final part meets quality requirements.
9.0Using Finite Element Modeling (FEM) in Die Design
To reduce time spent in trial and error, engineers increasingly use simulation tools such as Finite Element Modeling (FEM). FEM allows virtual analysis of complex forming processes like deep drawing, predicting how material will behave before physical tooling is built. This helps:
- Minimize tooling rework
- Optimize the blank shape and size
- Ensure parts are manufacturable before die fabrication
FEM, paired with CGA and expert craftsmanship, results in more efficient stamping workflows and higher-quality parts.
10.0FAQ: Sheet Metal Stamping & Dies
Q1: What is the difference between blanking and punching in sheet metal stamping?
A1: Blanking cuts the outer perimeter of a part from the sheet, while punching removes a slug to create a hole or opening inside the part. Both are performed using cutting dies.
Q2: How do progressive and transfer dies differ?
A2: Progressive dies feed coil stock through multiple die stations, with each station performing a different operation on a continuous strip. Transfer dies move individual blanks from one station to another using mechanical transfer systems.
Q3: Why is die clearance so important in punching operations?
A3: Proper die clearance ensures clean cuts, prevents burrs, and reduces tool wear. It must be adjusted based on stock thickness and material properties.
Q4: What causes wrinkling or tearing during deep drawing?
A4: Poor formability, inadequate blankholding force, or incorrect punch/die design can lead to wrinkling, thinning, or tearing. These defects are usually identified and corrected through CGA or FEM analysis.
Q5: What type of lubricant should be used in metal stamping?
A5: Lubricant choice depends on the operation type and material. Light oils are common for light-duty forming, while heavy-duty drawing may require high-viscosity synthetic compounds. The application method also impacts efficiency.
Q6: Can a single die perform multiple operations?
A6: Yes. Compound and combination dies can perform blanking, punching, and forming simultaneously. Multi-station dies like progressive or transfer systems sequence operations through separate stations.
Q7: How does Finite Element Modeling improve die design?
A7: FEM simulates material flow and deformation before tooling is made. It identifies potential failure zones, reduces rework, and ensures parts can be produced accurately and efficiently.
References
https://www.tldmetal.com.tw/news_detail/21.htm




