

مقدمة: أهمية تشكيل نهايات الأنابيب
في التصنيع الحديث، تُعدّ موثوقية التوصيلات وسلامة الهيكل أمرًا بالغ الأهمية لضمان سلامة النظام وأدائه. ويلعب تشكيل نهايات الأنابيب دورًا حاسمًا في ضمان كليهما.
على عكس عمليات ثني أو لف الأنابيب، والتي هي أكثر شيوعًا لدى الكثيرين، تركز عملية تشكيل نهاية الأنبوب على تشكيل هندسة الأنبوب. نهاية مفتوحةويتجاوز غرضه تحسين الاتصال ليشمل الختم، ومنع التسرب، والمحاذاة، وتعزيز البنية التحتية.
التطبيقات في كل مكان: من خطوط الفرامل في سيارتك إلى أنابيب التبريد النحاسية في المكتب التدفئة والتهوية وتكييف الهواء في الأنظمة، وحتى خطوط إمداد الغاز في الأجهزة الطبية، فإن تشكيل نهايات الأنابيب موجود في عدد لا يحصى من السيناريوهات الصناعية واليومية.
1.0ما هو تشكيل نهاية الأنبوب؟
تشكيل نهايات الأنابيب هو عملية تشغيل معدنية تُعيد تشكيل نهايات الأنابيب لدعم وظائف مثل التوصيل، والإغلاق، والتثبيت، أو دمج الميزات. تتضمن هذه العملية تشوهًا بلاستيكيًا موضعيًا لفتحة الأنبوب باستخدام قوة ميكانيكية أو هيدروليكية، مما يُغيّر قطرها، أو مقطعها العرضي، أو شكل طرفها.
بخلاف ثني الأنابيب، لا يُغيّر تشكيل نهايات الأنابيب مسارها، بل يُركّز على دقة التشكيل عند الطرف المفتوح. تُستخدم هذه التقنية على نطاق واسع في صناعات مثل أنظمة عوادم السيارات، والخطوط الهيدروليكية، وقنوات التدفئة والتهوية وتكييف الهواء، وهياكل الأثاث، وخطوط وقود الطائرات.
الخصائص الرئيسية:
- منطقة المعالجة: يقتصر بشكل صارم على الجزء النهائي من الأنبوب
- نوع العملية: تقنية التشوه البلاستيكي (التشكيل البارد أو الساخن)
- التوافق المادي: يعمل مع الفولاذ منخفض الكربون والفولاذ المقاوم للصدأ والنحاس والألومنيوم وسبائك التيتانيوم وحتى المواد البلاستيكية الحرارية مثل PP وPVC
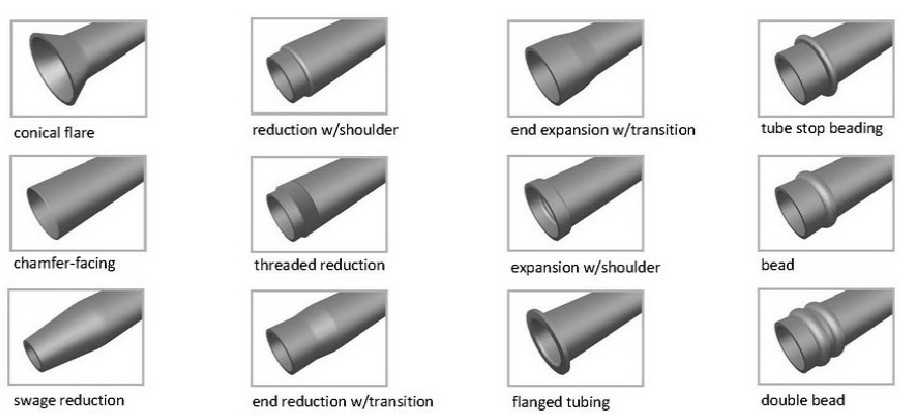
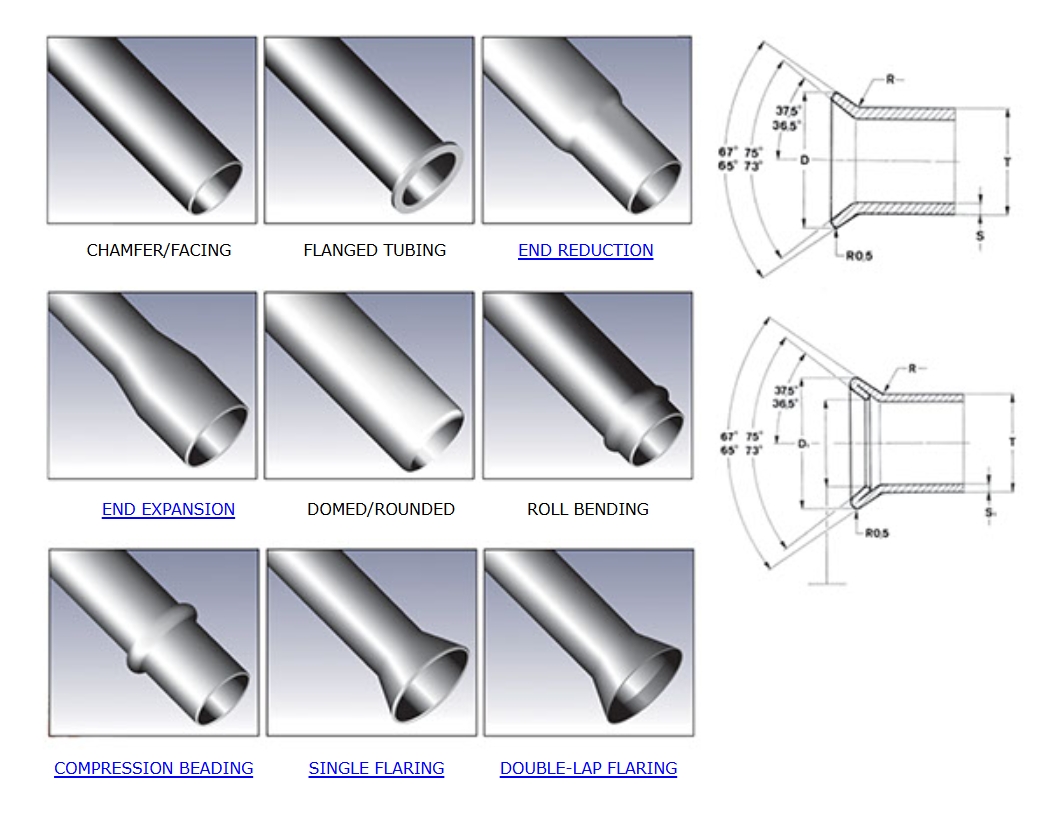
2.0أنواع وتصنيفات هيكلية لتشكيل نهايات الأنابيب
2.1تخفيض:
يتم استخدامها في تركيبات الإدخال أو التوقفات الهيكلية أو الوصلات الملولبة.
المعدات المشتركة: آلة تشكيل نهايات الأنابيب، آلة تشكيل عنق الأنبوب
- تخفيض الكتف: يتم تشكيل خطوة بعد التخفيض، وهي مفيدة للتعشيش أو كتوقف ميكانيكي.
- التخفيض السلس: انتقال مدبب بدون كتف محدد، مناسب لاتصالات الانزلاق.
- تخفيض الخيوط: يتم تصنيع الطرف المخفض لتشكيل خيوط خارجية لتركيب التركيب.

2.2الاشتعال والتوسع:
مُصمم لإنشاء وصلات محكمة الغلق، أو توصيل التركيبات، أو تمكين انتقالات الشكل.
المعدات المشتركة: آلة توسيع نهايات الأنابيب، آلة توسيع الأنابيب، آلة تشكيل النهايات الدوارة
- الوهج القياسي: هندسة الوهج النموذجية بزاوية 37 درجة أو 45 درجة، وتستخدم على نطاق واسع في الأنظمة الهيدروليكية وأنظمة السوائل ذات الضغط العالي.
- توهج الكتف: يتضمن تشكيل التوهج كتفًا لمزيد من ثبات المفصل.
- بيلماوث (20°/37°/45°): مشاعل مدببة للاتصالات مع تجهيزات Marmon أو SAE.
- إزاحة الوهج: يتشكل الوهج خارج المركز، وغالبًا ما يُرى في المكونات غير المنتظمة مثل قمع الوقود.
- الوهج الكروي: يتم تشكيل نهاية الأنبوب على شكل قبة، مما يسمح بتوصيلات المقبس على شكل كرة.
2.3الخرز:
يستخدم في المقام الأول للاحتفاظ بالخرطوم، أو منع الانزلاق، أو تعزيز الختم.
المعدات المشتركة: آلة تشكيل الخرز الأنبوبي، آلة تشكيل الخرز الدوارة
- حبة واحدة: حافة دائرية بالقرب من نهاية الأنبوب لإغلاق الخرطوم والاحتفاظ به.
- حبة مزدوجة: خطان متوازيان يعملان على تعزيز مقاومة الضغط وسلامة الختم.
- حبة مقلوبة: يتم تشكيل الخرزة إلى الداخل في جدار الأنبوب، وتستخدم عادة لتحديد حلقات O أو الأختام.
- نورما بول / مارمون بيد: مُصمم خصيصًا للتوصيلات سريعة الغلق في أنظمة عادم السيارات.

2.4التشفيه:
يتم استخدامه لإنشاء واجهات اللحام أو الوصلات المبرغمة أو التجميعات الميكانيكية.
المعدات المشتركة: آلة تشكيل حواف الأنابيب، آلة تشكيل أنابيب مضيئة
- شفة 90 درجة: يتم توجيه نهاية الأنبوب إلى الخارج بزاوية قائمة، وهي مثالية للحام أو توصيلات المشبك.
- الحافة المخروطية: مُحاط بزاوية تتراوح بين 20 درجة و45 درجة، عادةً للتزاوج مع التركيبات المشكلة.
2.5ميزات النهاية الأخرى:
دعم الاتصال، أو التعزيز الهيكلي، أو المتطلبات الوظيفية المحددة.
المعدات المشتركة: آلة تشكيل النهاية الدوارة، وتغطية نهاية الأنبوب و آلة الشطب
- نهاية مشطوفة: تم تشطيب حافة الأنبوب لإزالة النتوءات وتسهيل الإدخال.
- النقش: نمط ذو ملمس ناعم على سطح الأنبوب الخارجي لتحسين الإمساك أو تثبيت الخرطوم.
- الخيوط: يتم تصنيع الخيوط الخارجية على نهاية الأنبوب لتوصيلها بالتجهيزات أو الصمامات.
- الفتحات والشقوق: قطع أو أخاديد جزئية لتحديد المواقع أو اللحام أو التزاوج مع أجزاء مخصصة.
- نهايات مواجهة: يتم تشكيل نهاية الأنبوب بشكل مربع بدقة لضمان تسطيح الختم أو اللحام.
- ميزات الختم أو الإيقاف: حلقات أو تشكيلات تشبه الخرز تستخدم لحجب السوائل أو التحكم في عمق الإدخال.









3.0نظرة عامة مفصلة على طرق تشكيل نهاية الأنبوب الأساسي
3.1التوهج:
مبدأ العملية: يتم توسيع نهاية الأنبوب شعاعيًا باستخدام قالب مخروطي أو عمود لتشكيل هيكل متسع بزاوية محددة، مما يحسن سلامة الختم أو توافق التركيب.
خطوات العملية:
① تثبيت الأنبوب → ② إدخال المندريل أو المخروط → ③ تمدد المادة على طول الأداة → ④ تم تحقيق زاوية التوهج النهائية
التقنيات الشائعة:
ختم الاشتعال: مناسب للمشاعل القياسية (على سبيل المثال، خطوط وقود السيارات)؛ عالي الكفاءة ومثالي للإنتاج بكميات كبيرة
التوهج الدوار: تُستخدم في حالة التوهجات غير المنتظمة أو ذات الزاوية الواسعة (على سبيل المثال، أنظمة التدفئة والتهوية وتكييف الهواء، وأختام المفاصل الكروية)؛ وتشكيل أكثر دقة
المعلمات الرئيسية:
زوايا التوهج النموذجية: 37 درجة (SAE)، 45 درجة (JIS)، 90 درجة (الختم عالي الضغط)
يجب أن يكون معدل ترقق الجدار في حدود 15%؛ ≤10% للأجزاء المستخدمة في صناعة الطائرات
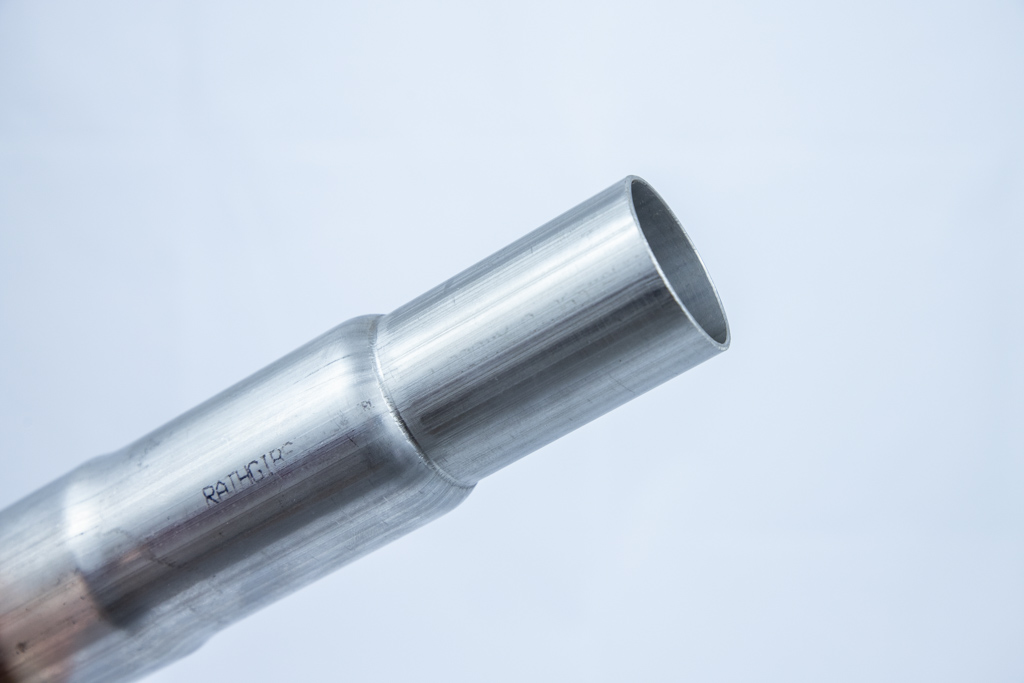
3.2التخفيض / التشكيل:
مبدأ العملية: يؤدي الضغط الشعاعي لطرف الأنبوب باستخدام قوالب إلى تقليل القطر الخارجي مع زيادة طفيفة في سمك الجدار. يزداد سمك التشكيل البارد بمقدار ≤8%، بينما يصل إلى 15% في التشكيل الساخن.
التطبيقات النموذجية:
التعشيش متعدد المراحل: شائعة في درابزين الأثاث والأنابيب التلسكوبية
تشكيل الفوهة: يستخدم لتبسيط التدفق عند دخول الفوهة؛ زاوية التفتق النموذجية هي 12 درجة - 15 درجة
3.3التشفيه:
الحافة الخارجية: يُثنى طرف الأنبوب للخارج ليشكل سطح شفة للتجميع المُثبّت أو المُحكم. يتراوح ارتفاع الشفة عادةً بين 1.2 و2 ضعف سمك الجدار.
الشفة الداخلية: يُلف الطرف للداخل لتشكيل أخدود لحلقة الختم الدائرية. يجب أن يتوافق عمق الأخدود تمامًا مع قطر الحلقة الدائرية (يُوصى بأن يكون التفاوت في حدود ± 0.05 مم).
3.4الأخاديد:
مبدأ العملية: تطبق الأسطوانات الضغط لتشكيل أخدود متماثل في جدار الأنبوب، وغالبًا ما تستخدم في الوصلات من نوع المشبك أو وضع الختم.
معايير الصناعة:
NFPA 1963 (وصلات خرطوم مكافحة الحرائق): عمق الأخدود 1.2±0.1 مم، العرض 2.0±0.2 مم
تحقق الآلات ذات الثلاث أسطوانات دقة ±0.05 مم؛ أفضل من أنظمة الأسطوانة المفردة (±0.15 مم)
ملاحظات التصميم:
يجب أن يكون الحد الأدنى لنصف قطر جذر الأخدود ≥ 0.3 × سمك الجدار لتجنب تركيز الإجهاد والتشقق
3.5تقنيات التشكيل المساعدة
ثني النهاية: انحناء طفيف بمقدار 15°–30° عند نهاية الأنبوب، يستخدم عادةً لتوجيه العادم أو تعديل الخلوص.
التسوية والإغلاق: يتم تسطيح طرف الأنبوب وإغلاقه باستخدام قوالب؛ ويُستخدم غالبًا في أرجل الأثاث أو هياكل العرض. يجب أن يكون طول التسطيح 3 أضعاف قطر الأنبوب على الأقل لضمان المتانة الكافية.
التشذيب وإزالة النتوءات: يجب شطف أطراف الأنابيب لمنع تلف الأختام أو تراكم الضغط. الزاوية الموصى بها: ٤٥ درجة؛ العمق: ٠٫٢-٠٫٥ مم.
3.6الاختلافات الرئيسية بين تشكيل نهاية الأنبوب وثني الأنبوب
تعريف المنظور:
تشكيل نهاية الأنبوب: يركز هذا على تغيير هندسة الطرف المفتوح للأنبوب من خلال التشوه البلاستيكي الموضعي. تُعيد هذه العملية تشكيل القطر أو المقطع العرضي أو خصائص الأطراف لدعم وظائف مثل التوصيل أو الإغلاق أو التموضع أو التكامل.
ثني الأنبوب: يُغيّر مسار الأنبوب أو شكله، مُنشئًا انحناءات أو انحرافات زاوية. الهدف الرئيسي هو تغيير مسار الأنبوب ليناسب متطلبات التركيب أو التخطيط المكاني.
منطقة التشكيل:
تشكيل نهاية الأنبوب: يؤثر فقط على الجزء النهائي الموضعي من الأنبوب، عادةً على بُعد بضعة مليمترات إلى سنتيمترات من الفتحة. يتم التحكم بدقة في عملية التشكيل لضمان خصائص نهائية وظيفية.
ثني الأنابيب: ينطبق على أي جزء من الأنبوب، مما يُغيّر اتجاهه المكاني. ويشمل عادةً أجزاءً أطول، ويؤثر على مسار الأنبوب بأكمله.
الغرض والاختلافات الوظيفية:
تشكيل نهاية الأنبوب: يهدف إلى تحسين أداء توصيل طرف الأنبوب. تشمل الأهداف الشائعة ما يلي:
- التوهج للإدخال والختم
- تقليل للتزاوج والتوقف
- التشفيه للوصلات المثبتة بالمسامير أو الملحومة
- الأخاديد لوضع المشبك
تعمل هذه الميزات على تعزيز عملية الختم، ومنع التسرب، والمحاذاة، وتعزيز البنية التحتية.
ثني الأنبوب: مُصمم لإعادة توجيه مسار الأنابيب وملاءمته لبيئة التركيب. يُساعد على تجنب العوائق ويدعم التكوينات المكانية المعقدة.
4.0ما هي آلة تشكيل نهاية الأنبوب؟
آلة تشكيل نهايات الأنابيب هي معدة مصممة لإجراء عمليات التشكيل - مثل الضغط، والتوسيع، والاختزال، والتشفيه، والتشطيب، والدرفلة، والإغلاق - على الأطراف المفتوحة للأنابيب. هدفها الرئيسي هو تحسين أداء الختم، وموثوقية التوصيل، والمتانة الهيكلية لطرف الأنبوب.
طرق التشكيل الشائعة
| طريقة التشكيل | وصف |
| التوهج | يقوم بتوسيع نهاية الأنبوب إلى شكل جرس لتسهيل الإدخال والإغلاق. |
| تقليل | يضيق قطر نهاية الأنبوب للتزاوج مع المكونات الأصغر. |
| خرز | يشكل شفة أو حبة مرتفعة في نهاية الأنبوب لتعزيز القوة أو استيعاب حلقات الختم. |
| تشطيب الحواف | يزيل النتوءات لتنعيم حافة الأنبوب وتسهيل التجميع. |
| إغلاق | يقوم بإغلاق نهاية الأنبوب، ويستخدم عادة في أنظمة العادم أو احتواء السوائل. |
| الأخاديد | إنشاء أخاديد أو تموجات محيطية للمفاصل الميكانيكية أو لأغراض الختم. |
المكونات الهيكلية الرئيسية
- هيكل الماكينة والسرير: يدعم النظام بأكمله ويضمن الاستقرار التشغيلي.
- قوالب التشكيل: مصنوعة حسب الطلب وفقًا لعمليات محددة، لتحديد الشكل النهائي للأنبوب.
- النظام الهيدروليكي أو المؤازر: يوفر قوة تشكيل أو تثبيت دقيقة.
- وحدة التثبيت: يقوم بتأمين الأنبوب في مكانه أثناء التشكيل لمنع النزوح.
- نظام التحكم (PLC أو لوحة اللمس): تمكين التحكم القابل للبرمجة وضبط المعلمات.
طرق التصنيف
حسب آلية القيادة
- آلة تشكيل نهاية الأنبوب الهيدروليكية:
يوفر قوة دفع عالية، ومناسب لتشكيل مواد عالية المقاومة، مثل الفولاذ السميك أو الفولاذ المقاوم للصدأ. قادر على القيام بعمليات معقدة مثل التوسيع، والاختزال، والتشكيل بالخرز، والحفر. يُستخدم عادةً في أنظمة عوادم السيارات والأنابيب الصناعية. - آلة تشكيل نهاية الأنبوب الهوائي:
بنية بسيطة واستجابة سريعة؛ مثالية للمعالجة السريعة للأنابيب ذات القطر الصغير والجدران الرقيقة. تُستخدم بكثرة للمكونات خفيفة الوزن وأنابيب المختبرات. - آلة تشكيل نهايات الأنابيب الكهربائية المؤازرة:
دقة تشكيل عالية، تحكم سريع الاستجابة، واستهلاك منخفض للطاقة. يدعم تكرارًا عاليًا، وهو مناسب للخطوط الآلية والتصنيع الدقيق.


حسب عدد محطات العمل
- آلات ذات محطة واحدة:
تصميم مدمج لعملية تشكيل واحدة، مثل التوسيع أو الاختزال أو الإغلاق. مناسب لعمليات الإنتاج بكميات صغيرة أو مراحل الإنتاج المعيارية. - آلات ذات محطتين:
قادر على أداء عمليتين متتاليتين (مثل: الاختزال + التثقيب، التوسيع + التثقيب). يوفر توازنًا بين التصميم المدمج وكفاءة الإنتاج. - آلات متعددة المحطات:
يدعم ثلاث خطوات تشكيل أو أكثر بالتتابع (مثل: الاختزال + التوسيع + التثقيب + الإغلاق) بإعداد واحد. يُحسّن الأتمتة والإنتاجية، وهو مثالي لإنتاج كميات كبيرة من القطع المعقدة.
حسب مستوى الأتمتة
- الآلات اليدوية: منخفضة التكلفة تصميم بسيط. يتطلب تحميلًا وتشغيلًا يدويًا. مناسب للنماذج الأولية، وأعمال الإصلاح، أو للاستخدام المؤقت في المختبرات.
- الآلات شبه الأوتوماتيكية: عمليات تشكيل اللب مؤتمتة؛ ولا يزال التحميل والتفريغ اليدوي مطلوبًا. يوفر هذا النظام توازنًا بين التكلفة والكفاءة لحجم الإنتاج المنخفض والمتوسط.
- الآلات الأوتوماتيكية بالكامل: مُجهّزة بأنظمة تغذية وتحديد مواقع وتغيير قوالب أوتوماتيكية. يُمكن تشغيلها بشكل مستقل أو دمجها في خطوط آلية للمعالجة المستمرة دون إشراف، مما يجعلها مثالية للإنتاج بكميات كبيرة.
5.0تشكيل نهايات الأنابيب – الأسئلة الشائعة
ما هو الفرق بين تشكيل نهاية الأنبوب وثني الأنبوب؟
يركز تشكيل نهايات الأنابيب على تشكيل طرفها المفتوح دون تغيير مسارها العام. أما ثني الأنابيب، فيُغيّر شكلها واتجاهها.
ما هي الأنواع الشائعة لتشكيل نهاية الأنبوب؟
تشمل الأنواع النموذجية الاختزال والتوسع والتلطيخ والتشقق والميزات الإضافية مثل التشطيب والتخريش والترابط.
ما هي زوايا التوهج القياسية المستخدمة في التوهج؟
تشمل زوايا الانحناء الشائعة 37 درجة (وفقًا لمعيار SAE)، و45 درجة (وفقًا لمعيار JIS)، و90 درجة (تُستخدم للعزل عالي الضغط). ولكل زاوية غرض عزل وتوصيل مختلف.
ما هي التطبيقات النموذجية لعملية الاختزال؟
يُستخدم التخفيض بشكل رئيسي في توصيلات الانزلاق، والتداخل متعدد المراحل، وتشكيل الفوهات. يُقلل هذا التخفيض قطر طرف الأنبوب، مع زيادة طفيفة في سمك الجدار غالبًا.
ما هو الفرق بين التوهج والتشويه؟
تتضمن عملية التوسيع ثني طرف الأنبوب للخارج لإنشاء سطح وصل، غالبًا لأغراض اللحام أو التجميع بالمسامير. أما الشفة فهي شكل متسع أكثر توحيدًا، مصمم للإغلاق الهيكلي والتركيب.
ما هو الغرض الأساسي من التثقيب؟
يشكل التجويف تجويفًا في جدار الأنبوب لتثبيت المشابك أو تحديد حلقات الختم، مما يحسن أمان الوصلة وأداء الختم.
مراجع
gjsteel.com/capabilities/tube-end-forming
proto1mfg.com/2021/07/27/أنواع تشكيل نهايات الأنابيب
www.rs-traut.de/en/products/tube-forming




