
- 1.0ما هو الغزل المعدني؟
- 2.0المواد المناسبة للغزل المعدني باستخدام الحاسب الآلي
- 3.0ما هي آلة الغزل المعدنية؟
- 4.0الشركات المصنعة الموصى بها لآلات الغزل المعدنية
- 5.0كيفية اختيار آلات الغزل المعدنية المناسبة؟
- 6.0متى تستخدم الغزل المعدني
- 7.0أنواع عمليات غزل المعادن
- 8.0لماذا تختار الغزل المعدني
- 9.0الأسئلة الشائعة حول الغزل المعدني
أُدخل الغزل اليدوي للمعادن إلى أمريكا الشمالية في أوائل القرن التاسع عشر، وتطور منذ ذلك الحين ليصبح عملية تصنيع متطورة للغاية وآلية. وقد حسّنت التطورات التكنولوجية سرعة الإنتاج، وقابلية التكرار، والكفاءة الإجمالية، مما جعل الغزل المعدني حلاً موثوقًا وفعّالًا من حيث التكلفة للعديد من المصنّعين.
1.0ما هو الغزل المعدني؟
1.1مقدمة
وفقًا لتصنيف DIN 8584، فإن غزل المعادن هو عملية تشكيل بدون شظايا، تُستخدم فيها مغزل دوار وأسطوانة لتحويل الفراغات المسطحة أو الأنبوبية إلى أجزاء مجوفة متناظرة محوريًا. غالبًا ما يُشار إلى هذه العملية باسم التشكيل بالغزل، أو الدوران التدفقي، أو ببساطة الغزل، وتتضمن دورانًا عالي السرعة لقرص أو أنبوب معدني لتشكيل مكون مجوف ذي مقطع عرضي دائري.
1.2كيف تعمل عملية الغزل المعدني؟
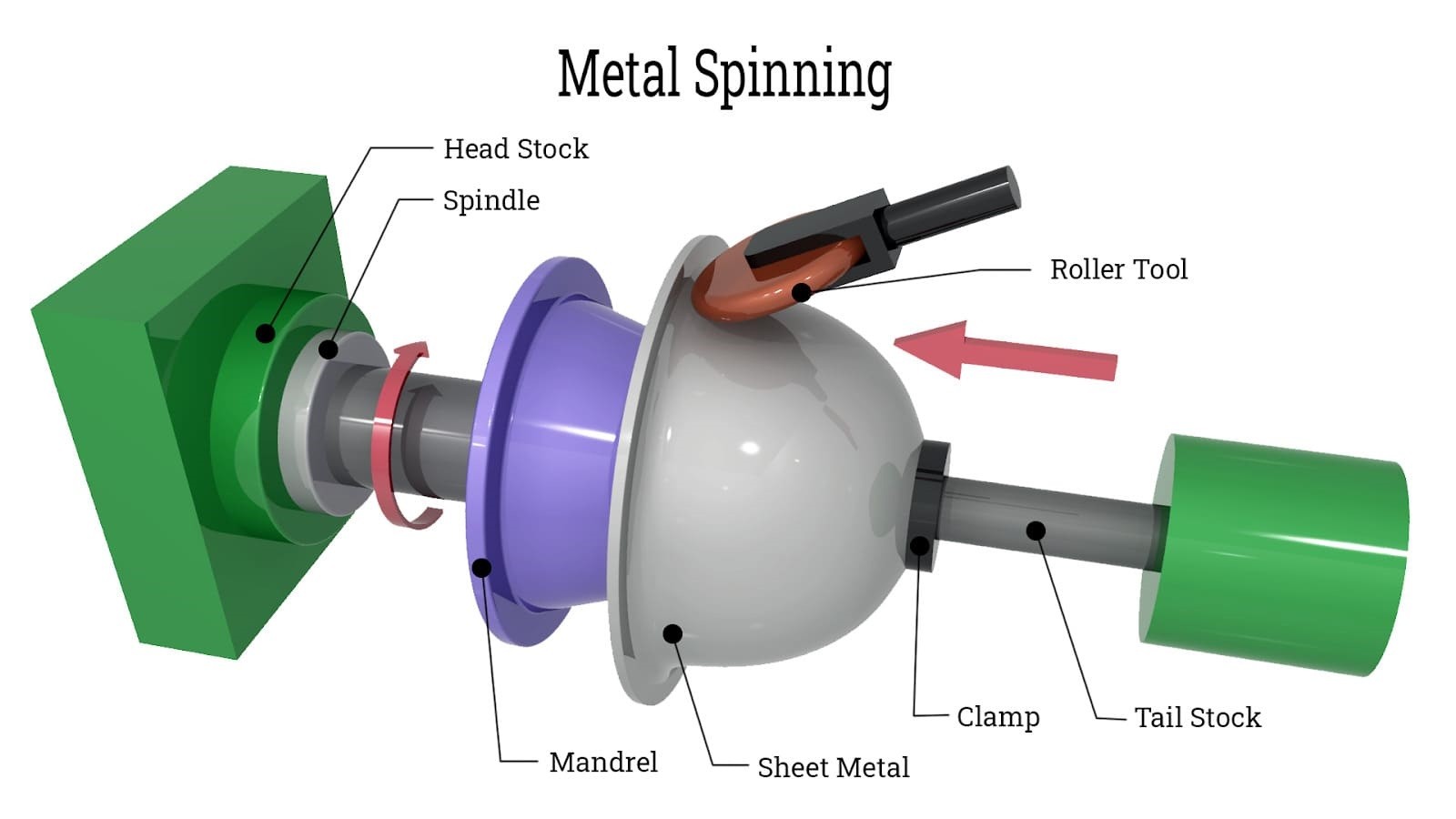
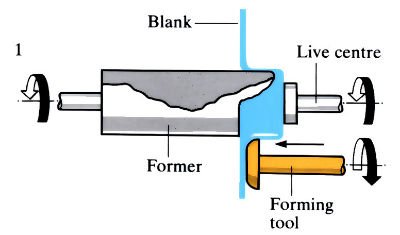
غزل المعادن تقنية لتشكيل المعادن، حيث يُثبّت قالب معدني مسطح، أو أنبوب، أو شكل أسطواني، على مخرطة، ويُدار بسرعات عالية. تُطبّق أسطوانة التشكيل ضغطًا موضعيًا على قطعة العمل الدوارة، مُشكّلةً إياها تدريجيًا إلى شكل متماثل - عادةً ما يكون مخروطيًا أو أسطوانيًا أو نصف كروي - دون الحاجة إلى لحام أو درزات.
تتوافق هذه العملية مع مجموعة واسعة من المواد، بما في ذلك الألومنيوم والفولاذ المقاوم للصدأ والسبائك عالية القوة والمقاومة للحرارة. وحسب احتياجات الإنتاج، يمكن غزل المعادن يدويًا أو باستخدام آلات تعمل بنظام التحكم الرقمي بالحاسوب (CNC).
التطبيقات: يستخدم الغزل المعدني على نطاق واسع في إنتاج مكونات السيارات والدراجات النارية، وأسطوانات الغاز، وأواني الطهي (مثل المقالي)، وفي قطاعات مثل الدفاع والفضاء حيث تكون الدقة والقوة أمرين حاسمين.
1.3مزايا الغزل المعدني
- قوة هيكلية فائقةالتصميم السلس للأجزاء المغزولة يجعلها تتحمل ضغطًا داخليًا وخارجيًا عاليًا. كما يُعزز التشكيل البارد قوة الشد من خلال تحسين بنية الحبيبات.
- كفاءة المواد:يمكن استخدام المعادن الأخف والأرق بشكل فعال، مما يؤدي إلى خفض الوزن وتوفير التكاليف.
- لمسة نهائية ناعمة للسطح:غالبًا ما تظهر الأجزاء ذات أسطح عالية الجودة، مما يقلل الحاجة إلى المعالجة الثانوية.
- بديل فعال من حيث التكلفة:يمكن أن يحل محل عمليات السحب العميق أو الختم، مما يقلل الاعتماد على الأدوات باهظة الثمن.
- النمذجة السريعة:يمكن إجراء تعديلات سريعة على التصميم دون تكبد تكاليف أدوات كبيرة.
- الإعداد السريع والتبديل:مثالي لعمليات الإنتاج ذات الحجم المنخفض إلى المتوسط أو عندما تكون هناك حاجة إلى تغييرات متكررة في التصميم.
- صديق للبيئة:يولد الحد الأدنى من الخردة، مما يحسن استخدام المواد.
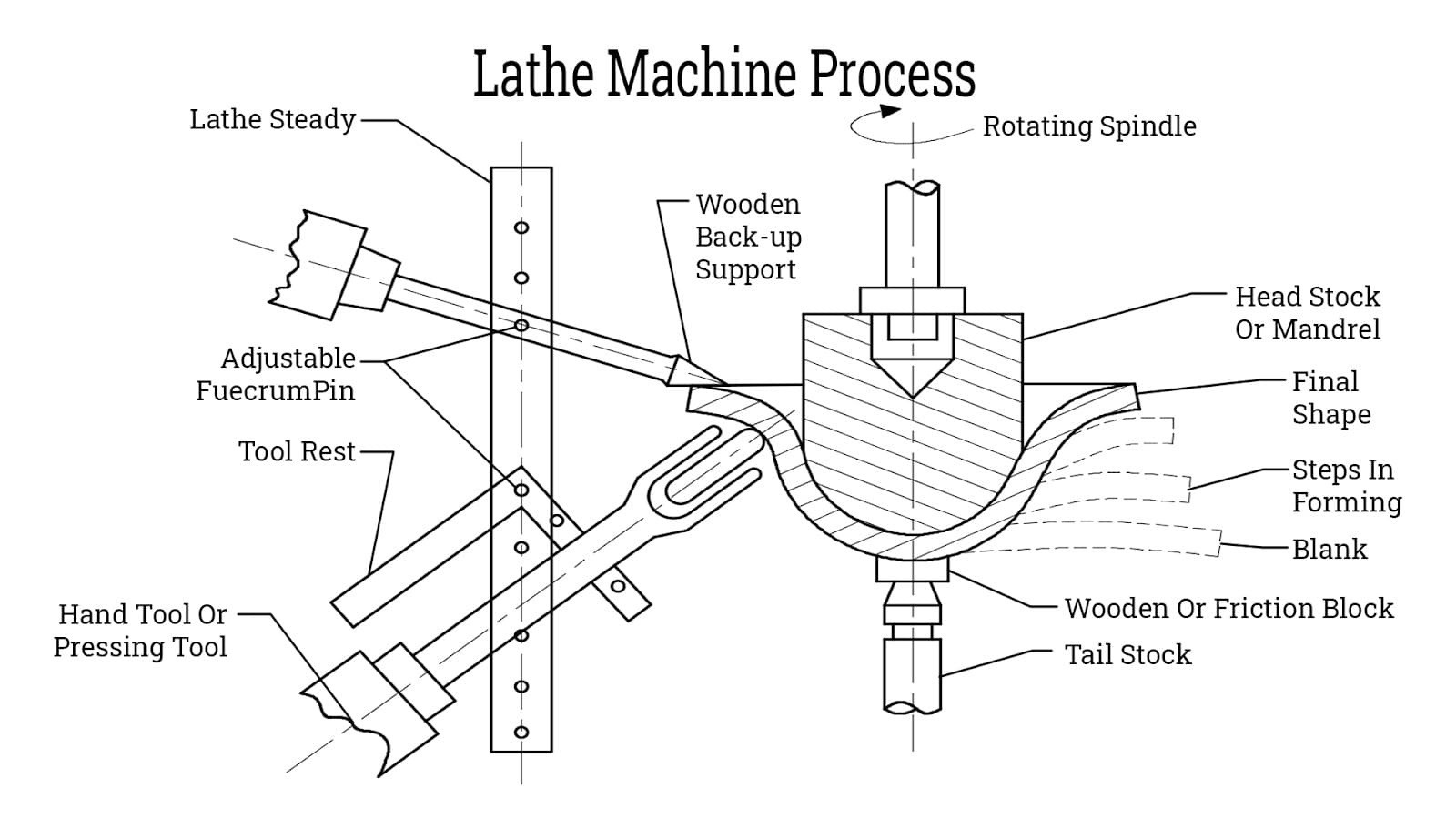
1.4الخطوات الأساسية في عملية الغزل
- يتم تثبيت المندريل على رأس المخرطة الدوارة.
- يتم تثبيت كتلة المتابع على جانب ذيل المقود.
- يتم تثبيت القطعة الدائرية الفارغة بين المغزل والتابع باستخدام القوة المحورية.
- أداة أسطوانة، مُثبّتة على ذراع رافعة، تُطبّق ضغطًا جانبيًا على المادة الخام. هيكل دعم مُقصّي يُثبّت ذراع التشكيل.
- تتبع الأسطوانة مسارًا مبرمجًا، وتشكل الفراغ تدريجيًا إلى الجزء النهائي.
1.5مبدأ تشكيل التدفق
للمواد الأكثر سمكًا، تُحفّز بكرات الضغط تشوّهًا بلاستيكيًا، مما يُقلّل سمك الجدار مع الحفاظ على سلامة القطعة. يُحقّق التشكيل الانسيابي أشكالًا مُمتدة بخصائص ميكانيكية مُحسّنة.
1.6مزيج من الانحناء والتمدد
تتضمن عملية غزل المعادن مزيجًا من الانحناء والتشوه بالشد. ونتيجةً لذلك، تُنتج هذه العملية مكونات تتميز بقابلية تشكيل ومتانة ممتازتين.
2.0المواد المناسبة للغزل المعدني باستخدام الحاسب الآلي
تتوافق عملية الغزل المعدني مع مجموعة واسعة من المعادن القابلة للطرق، بما في ذلك:
- الألومنيوم
- الفولاذ المقاوم للصدأ
- الفولاذ الكربوني
- نحاس
- نحاس
- هاستيلوي
- إنكونيل
- التيتانيوم
- الفولاذ المدرفل على البارد
3.0ما هي آلة الغزل المعدنية؟
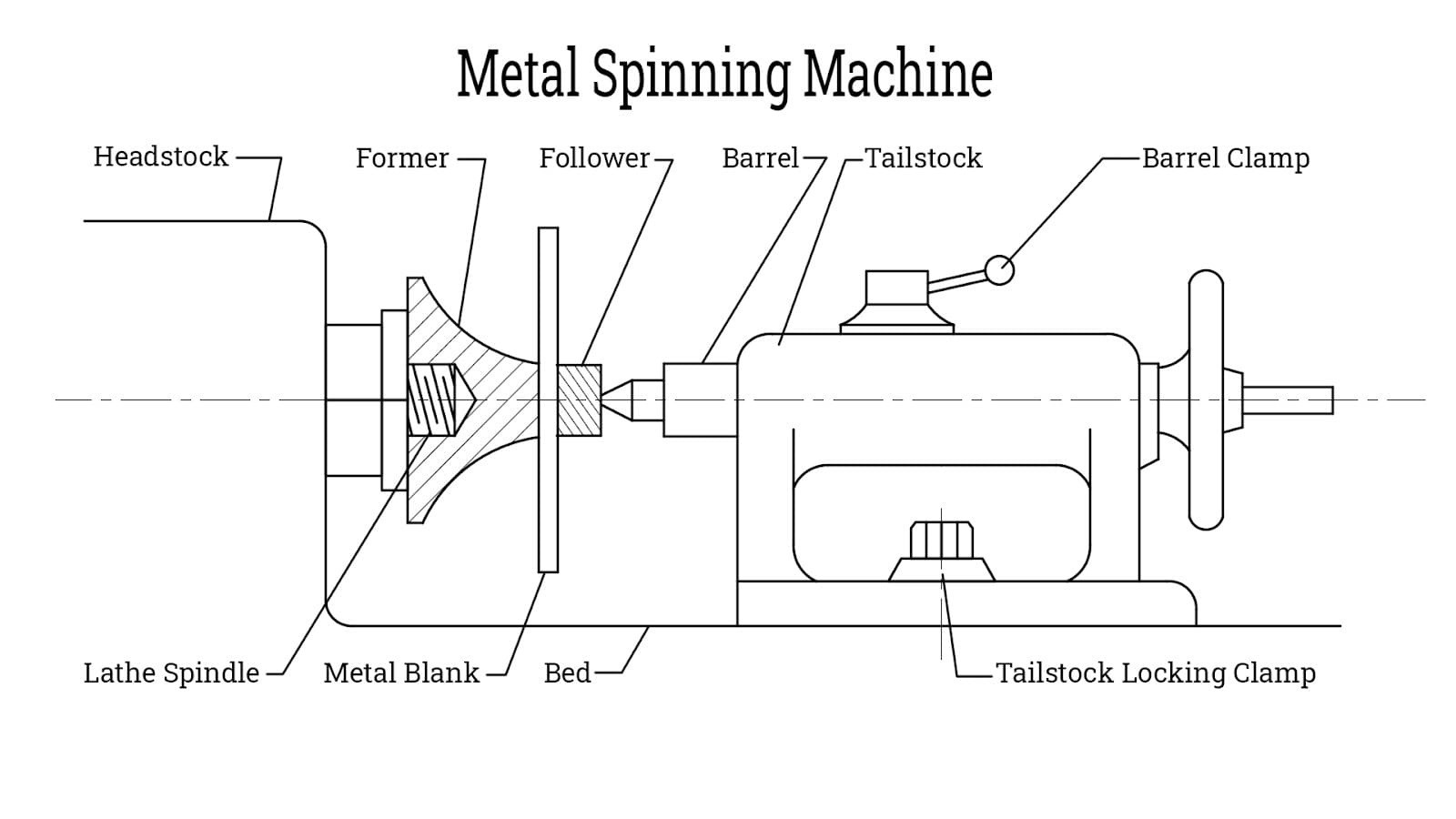
أ آلة غزل المعادنتُستخدم آلة التشكيل التدفقي، المعروفة أيضًا باسم مخرطة الغزل أو آلة التشكيل التدفقي، لتشكيل أجزاء معدنية مجوفة مستديرة مثل الأسطوانات والمخاريط والأشكال المعقدة.
تقدم هذه الآلات نتائج دقيقة وقابلة للتكرار، وتدعم التصاميم المخصصة. بالإضافة إلى الغزل، يمكنها أداء مهام مثل القطع والحفر باستخدام الحاسب الآلي والصنفرة. يُحدد عمود الدوران الشكل الداخلي، بينما تُشكل حركات الأدوات المنسقة الجزء النهائي بتفاوتات دقيقة.
3.1أنواع آلات الغزل المعدنية
| يكتب | وصف |
| مخرطات الغزل اليدوية | بكرات يتم التحكم فيها بواسطة المشغل، مثالية للنماذج الأولية والأعمال الفنية وعمليات الإنتاج الصغيرة. |
| مخرطة غزل معدنية CNC | التحكم الآلي الكامل في مسارات الأسطوانة والضغط والسرعة للإنتاج على نطاق صناعي. |
| آلات الغزل الساخن | مجهزة بأنظمة تدفئة للعمل مع السبائك الصعبة التشكيل أو عالية القوة. |
| آلات الغزل القصية | مُصمم لتحقيق عزم دوران عالي وصلابة، ومناسب للتخفيف الدقيق لسمك الجدار. |
3.2تقنيات الغزل الرئيسية
غزل المعادن باستخدام التحكم الرقمي بالحاسوب (CNC)
تستخدم تقنية الغزل CNC نماذج CAD ومسارات أدوات مبرمجة لتقديم نتائج عالية الدقة وقابلة للتكرار. من أهم ميزاتها:
- الإعداد والتحويل السريع
- التفاوتات الضيقة (حتى ±01 مم)
- قدرة ممتازة على التكرار والاتساق
- مثالية للإنتاج من المتوسط إلى الحجم الكبير
الدوران باستخدام التحكم الرقمي في التشغيل (PNC)
تُسجِّل أنظمة PNC الحركة اليدوية الأولية للمُشغِّل وتُعيد تشغيلها تلقائيًا للإنتاج المُستقبلي. يُوفِّر هذا النهج:
- مرونة عالية للأشكال الهندسية المعقدة
- قابلية التوسع للتصنيع الدفعي
- التوازن بين التحكم اليدوي والأتمتة
الغزل المعدني الآلي باستخدام الحاسب الآلي
يُستبدل الغزل الآلي بالدقة المُتحكم بها حاسوبيًا الجهد اليدوي. تُتيح تقنية التحكم الرقمي بالكمبيوتر (CNC) تشكيلًا بلاستيكيًا دقيقًا بدون شظايا، وذلك من خلال توجيه الأدوات على مسارات مُبرمجة. بالمقارنة مع الغزل اليدوي، يُوفر الغزل الرقمي بالكمبيوتر ما يلي:
- دقة وتناسق أكبر في جميع مراحل الإنتاج
- تقليل الأخطاء البشرية من خلال الأتمتة وتقليل التدخل اليدوي
- انخفاض الطلب على العمالة لعمليات الإنتاج واسعة النطاق
- التشغيل المستمر وخفض تكاليف التشغيل وزيادة الإنتاجية
3.3المكونات الأساسية لآلة الغزل المعدنية
- المندريل: القالب المركزي الذي يُحدد الشكل الداخلي للقطعة. مصنوع من الفولاذ المُقوّى أو سبائك الألومنيوم لضمان القوة والمتانة.
- الأسطوانة: أداة تشكيل تضغط على طول محور المغزل لتشكيل المعدن. غالبًا ما تكون مزودة بمحامل كروية لضمان سلاسة التشغيل.
- ذيل المخروط: يوفر وضعًا محوريًا ودعمًا لقطعة العمل أثناء التشكيل.
- المتتبع (كتلة المتتبع): يتم تثبيته على ذيل المخروط لتثبيت القطعة المعدنية بشكل آمن، مما يضمن الدقة والاستقرار.
- المغزل: العمود الدوار الذي يحرك قطعة العمل، ويحدد سرعة الدوران وتسليم عزم الدوران.
- رأس المخرطة: يحتوي على المحرك ونظام القيادة، ويتحكم في قوة المغزل واستقراره.
- السرير: هو أساس الآلة، ويوفر الصلابة الهيكلية والمحاذاة الدقيقة ومقاومة الاهتزاز
4.0الشركات المصنعة الموصى بها لآلات الغزل المعدنية
شركة ليفيلد للغزل المعدني
معروف بدقته وأتمتته وقدراته الكبيرة. مثالي لقطاعي الطيران والسيارات اللذين يتطلبان قطعًا منسوجة بسلاسة.
شركة إم جيه سي للهندسة والتكنولوجيا
تتميز الشركة بقدرتها على الغزل عالي التحمل ومراقبة الجودة في الوقت الفعلي، مما يخدم الصناعات مثل التكنولوجيا الطبية والطاقة المتجددة.
شركة ALEKVS
تقدم مجموعة متكاملة من آلات الغزل الصغيرة والثقيلة. تشتهر عالميًا بنسبتها الاستثنائية من حيث التكلفة والأداء.
شركة بيلي الصناعية
توفر آلات غزل يدوية مناسبة للمتاجر الصغيرة ومهام النماذج الأولية. بأسعار معقولة وسهلة الاستخدام.
هندسة PNC
متخصصة في المغازل عالية عزم الدوران وأنظمة الأسطوانات القابلة للبرمجة. مصممة للإنتاج الآلي في مختلف الصناعات.
5.0كيفية اختيار آلات الغزل المعدنية المناسبة؟
العوامل الرئيسية التي ينبغي مراعاتها:
- حجم الإنتاج: تعتبر الآلات اليدوية مثالية للقطع الفردية أو المخصصة؛ وتعتبر أنظمة CNC وPNC أفضل للإنتاج على دفعات.
- نوع المادة: تتطلب السبائك الأقوى مغازل ذات عزم دوران عالي وإطارات آلات صلبة.
- حجم الجزء وتعقيده: تتطلب الأقطار الكبيرة أو المقاطع المعقدة قدرة تشكيل ودقة أعلى.
- نظام التحكم: تتيح برمجة CNC إجراء عمليات معقدة ومتعددة الخطوات بدقة عالية.
- الأتمتة: بالنسبة لعمليات التحميل والتفريغ والتفتيش أثناء العملية، ضع في اعتبارك الآلات التي تحتوي على تكامل الأتمتة.
- دعم الموردين: اختر البائعين الذين يقدمون التدريب الفني وقطع الغيار وخدمات الصيانة.
6.0متى تستخدم الغزل المعدني
يُعدّ غزل المعادن مثاليًا لإنتاج قطع مجوفة ودائرية بأشكال مثل المخاريط، والقباب، والشفاه، وأنصاف الكرات، والأشكال البيضاوية، والأبواق. بخلاف التشغيل الآلي التقليدي، يُشكّل هذا الغزل القطع دون إزالة المواد. بل يُشكّل المُشغّل قطعة معدنية دوارة - تُسمى التشكيل المسبق - على عمود تشكيل لإنشاء القطعة النهائية.
يمكن إجراء هذه العملية ساخنًا أو باردًا، حسب المادة. كما أن غزل المعادن فعال من حيث التكلفة، حيث تبلغ تكاليف الأدوات عادةً 10% فقط مقارنةً بطرق التشكيل الأخرى. كما أنها توفر سرعة في الإنتاج - غالبًا أسابيع فقط - وهي مناسبة تمامًا لتصاميم المنتجات المتطورة بفضل مرونتها وقصر أوقات إعدادها.
7.0أنواع عمليات غزل المعادن
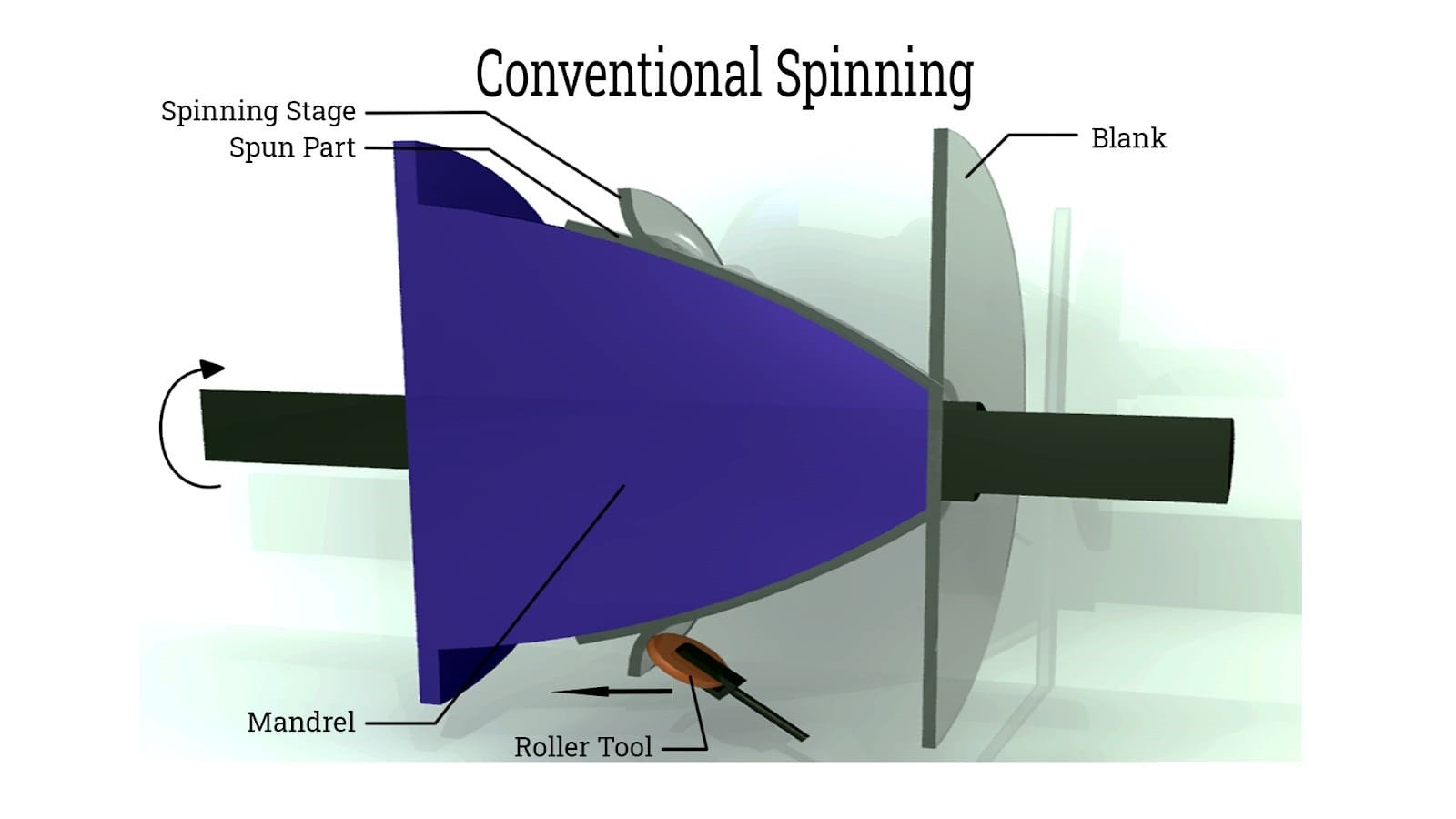
- الغزل التقليدي: في هذه الطريقة، تُوجّه البكرات المادة الخام فوق المغزل لتشكيل قطعة مع الحفاظ على سمكها الأصلي. وهي مناسبة لإنتاج قطع عميقة الشكل حيث يبقى السمك ثابتًا.
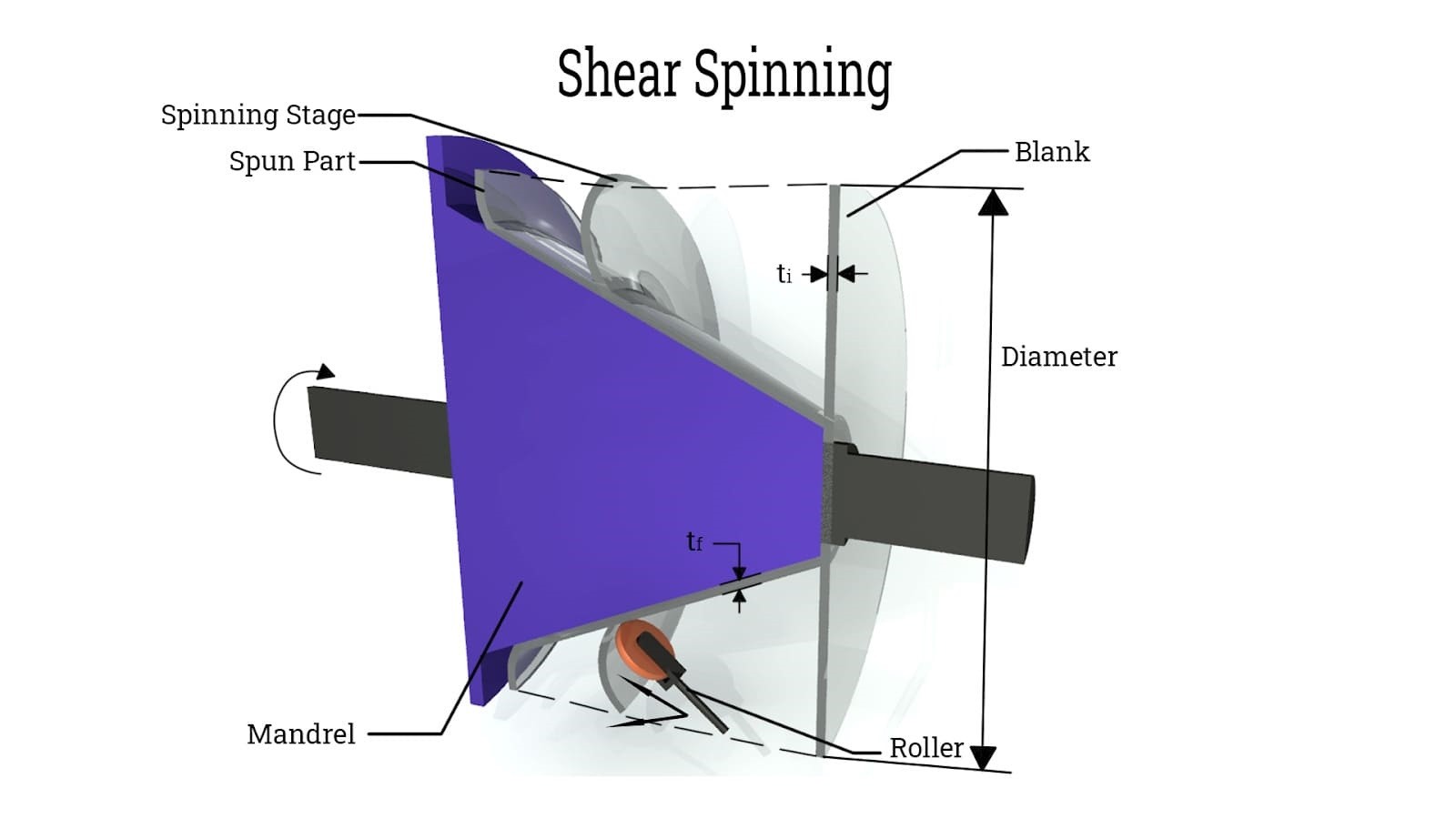
- الغزل القصي: هنا، تُطبّق الأسطوانة قوة محورية، مما يُقلّل سُمك المادة مع الحفاظ على قطرها الأصلي. تُعزّز هذه العملية قوة وصلابة القطع، وهي مثالية للمكونات الدقيقة عالية القوة.
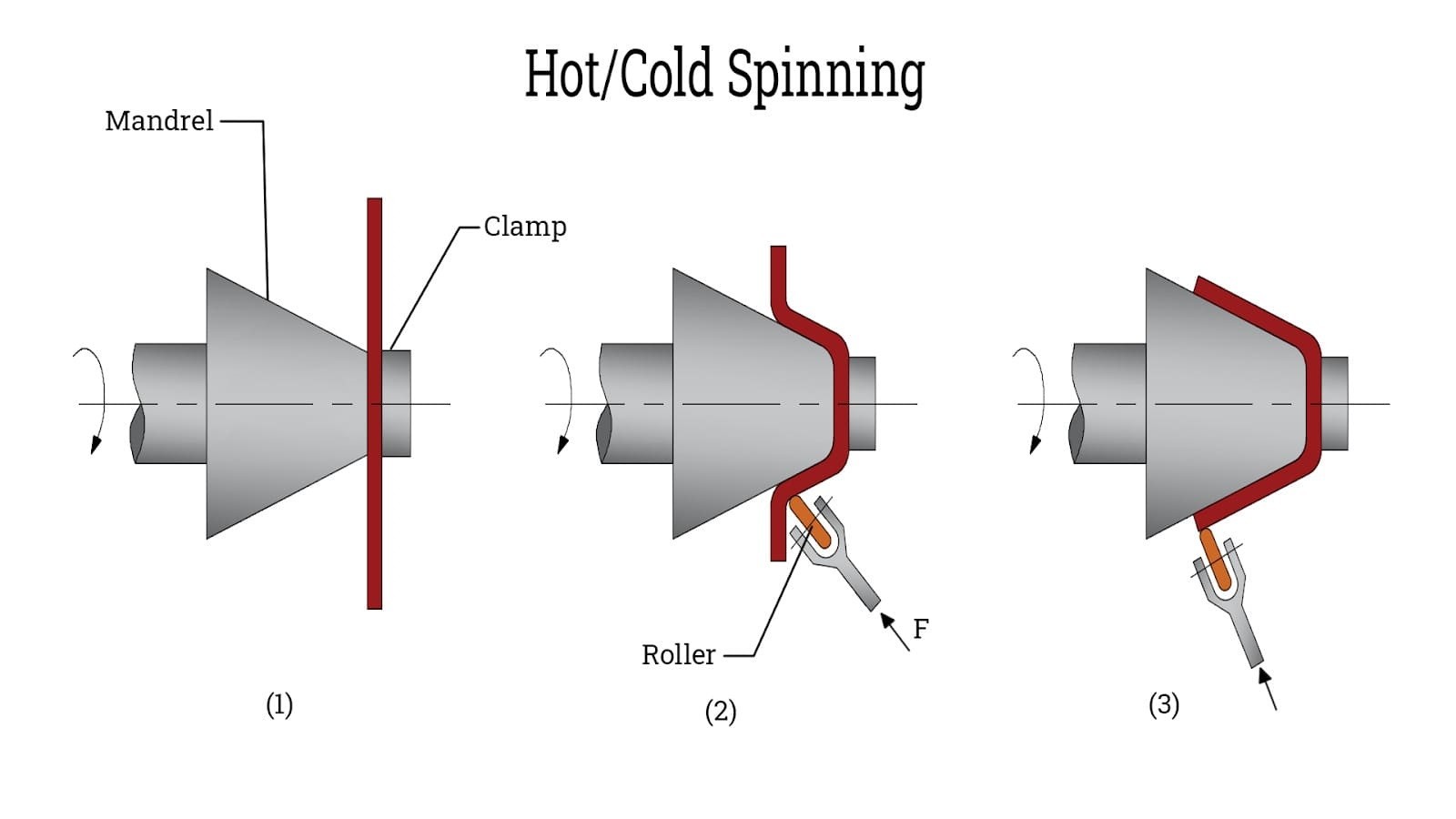
- الغزل الساخن: يستخدم التسخين باللهب أو الحث لزيادة ليونة المادة أثناء الغزل. وهو فعال للمعادن السميكة، أو صعبة التشكيل، أو القطع التي تتطلب نسب تشوه عالية. إلا أنه ينطوي على تكلفة أعلى ومخاطر أكسدة أكبر.
- الغزل البارد: يُجرى الغزل البارد في درجة حرارة الغرفة، ويوفر كفاءة عالية وإمكانية استخدام واسعة للمواد. وهو العملية القياسية لمعظم عمليات الغزل العامة.
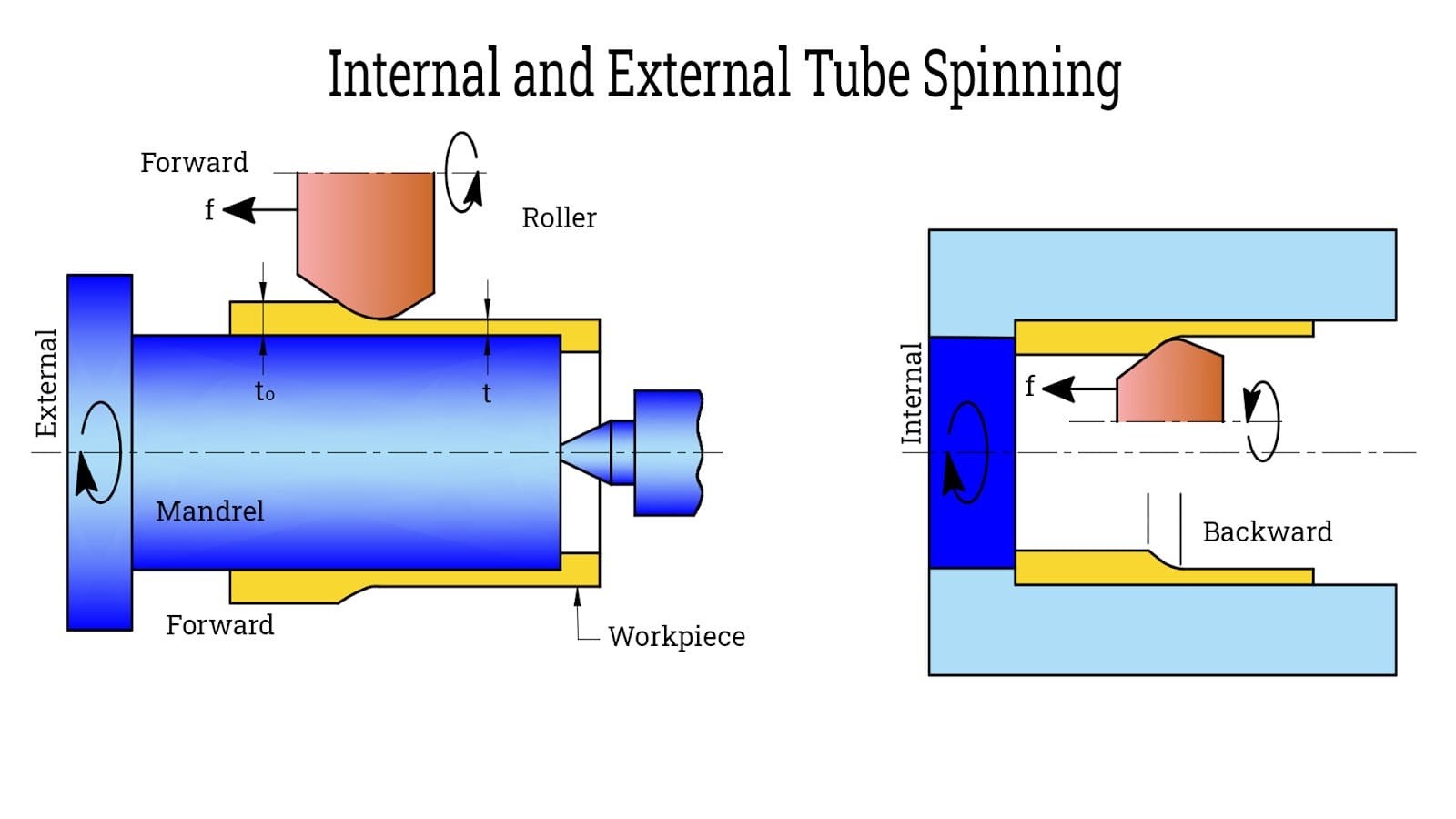
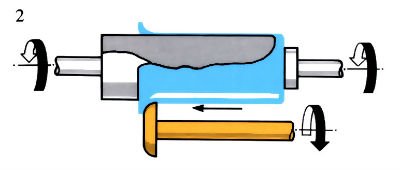
- غزل الأنابيب: صُممت هذه العملية للأجزاء الأسطوانية المجوفة، حيث تُقلل سُمك الجدار وتُطيل القطعة. يمكن استخدامها داخليًا أو خارجيًا، وهي مثالية لضبط أبعاد الأنابيب المعدنية وتحسين خصائصها الميكانيكية.
7.1المبادئ الأساسية والتقنيات الداعمة في الغزل
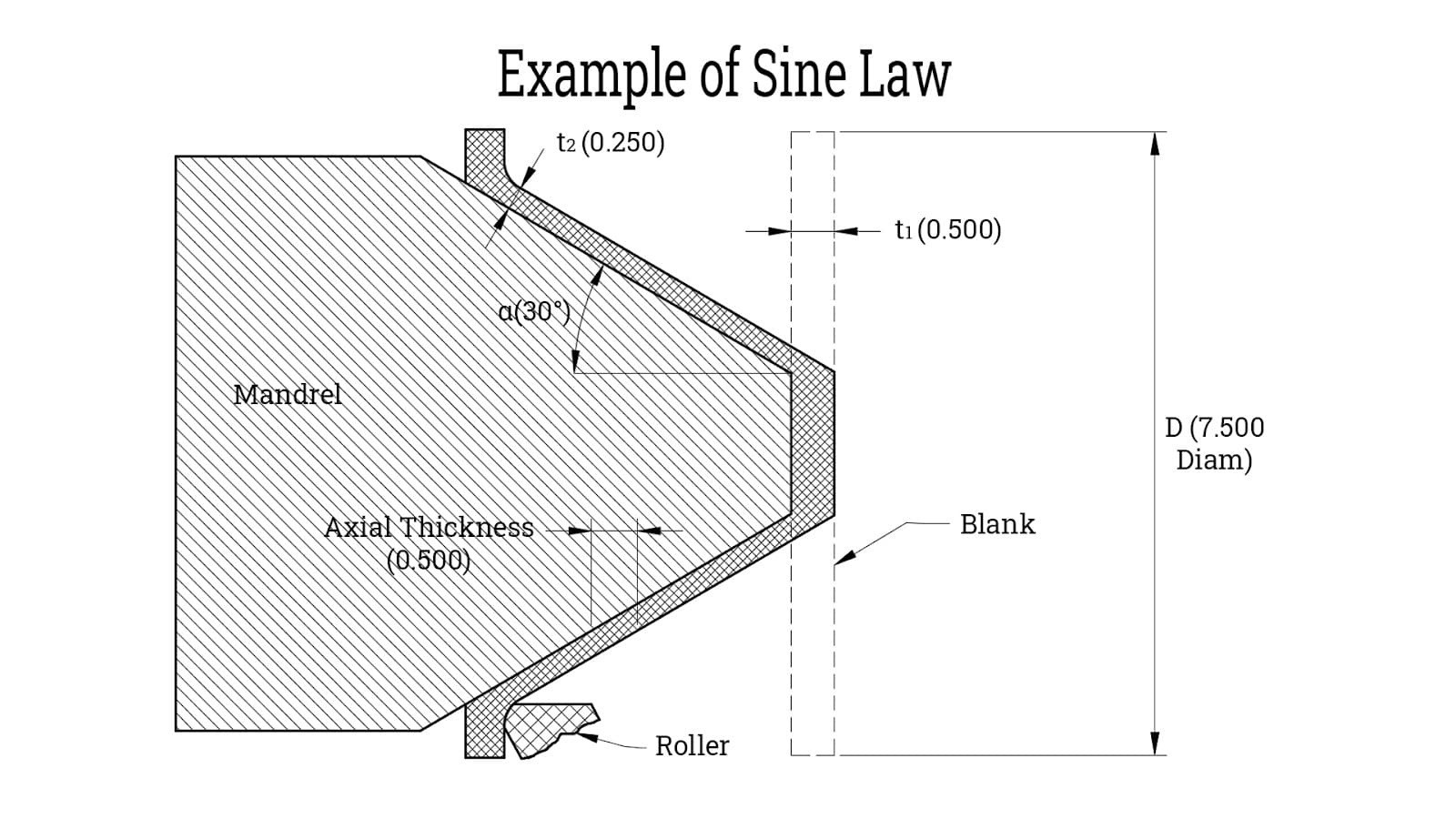
- قانون الجيب للتنبؤ بالسمك: في الغزل القصّي، السُمك النهائي ≈ السُمك الابتدائي × جيب نصف زاوية المخروط. يُساعد هذا في تقدير تغيرات سُمك الجدار في الأجزاء المخروطية.
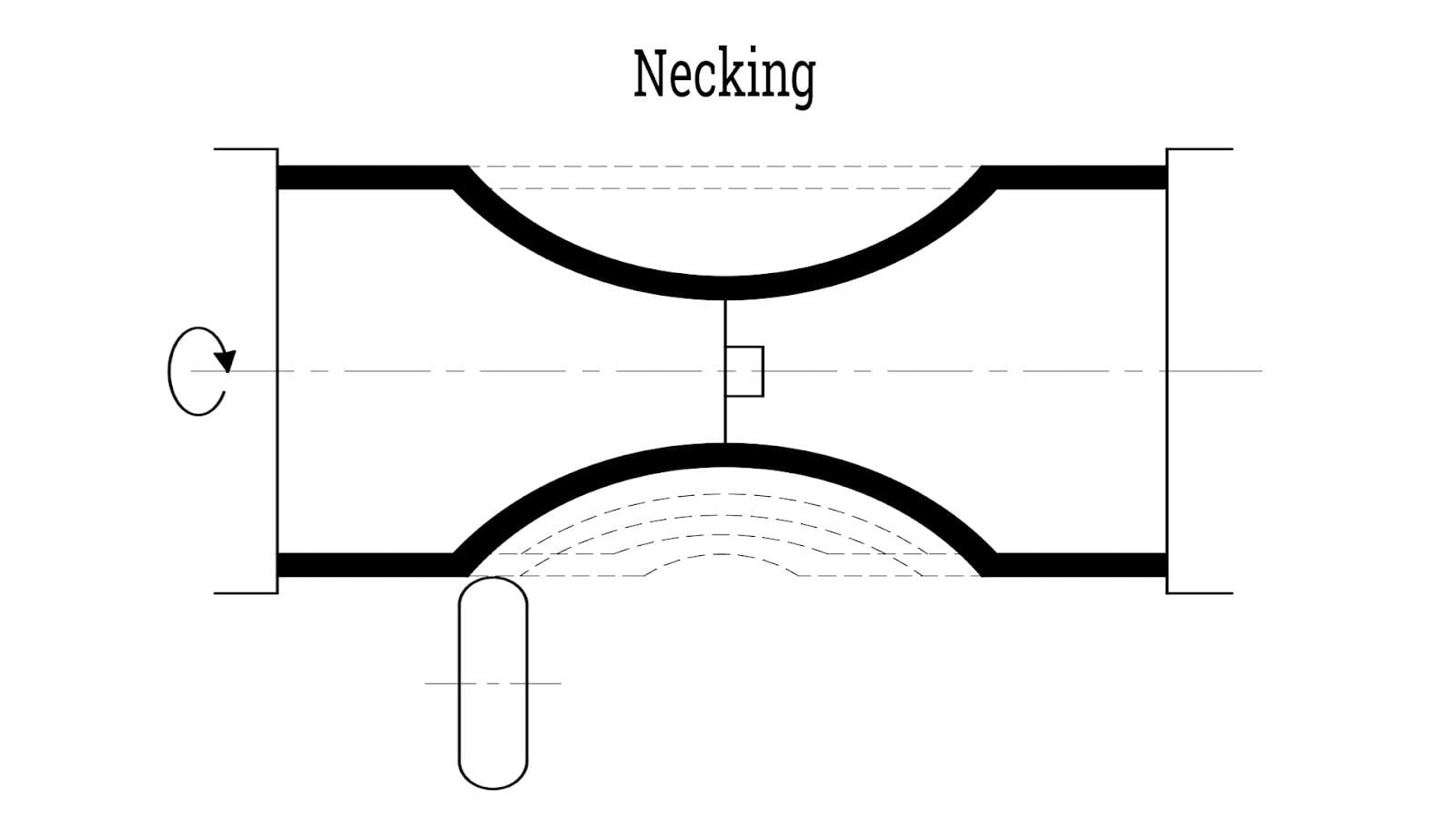
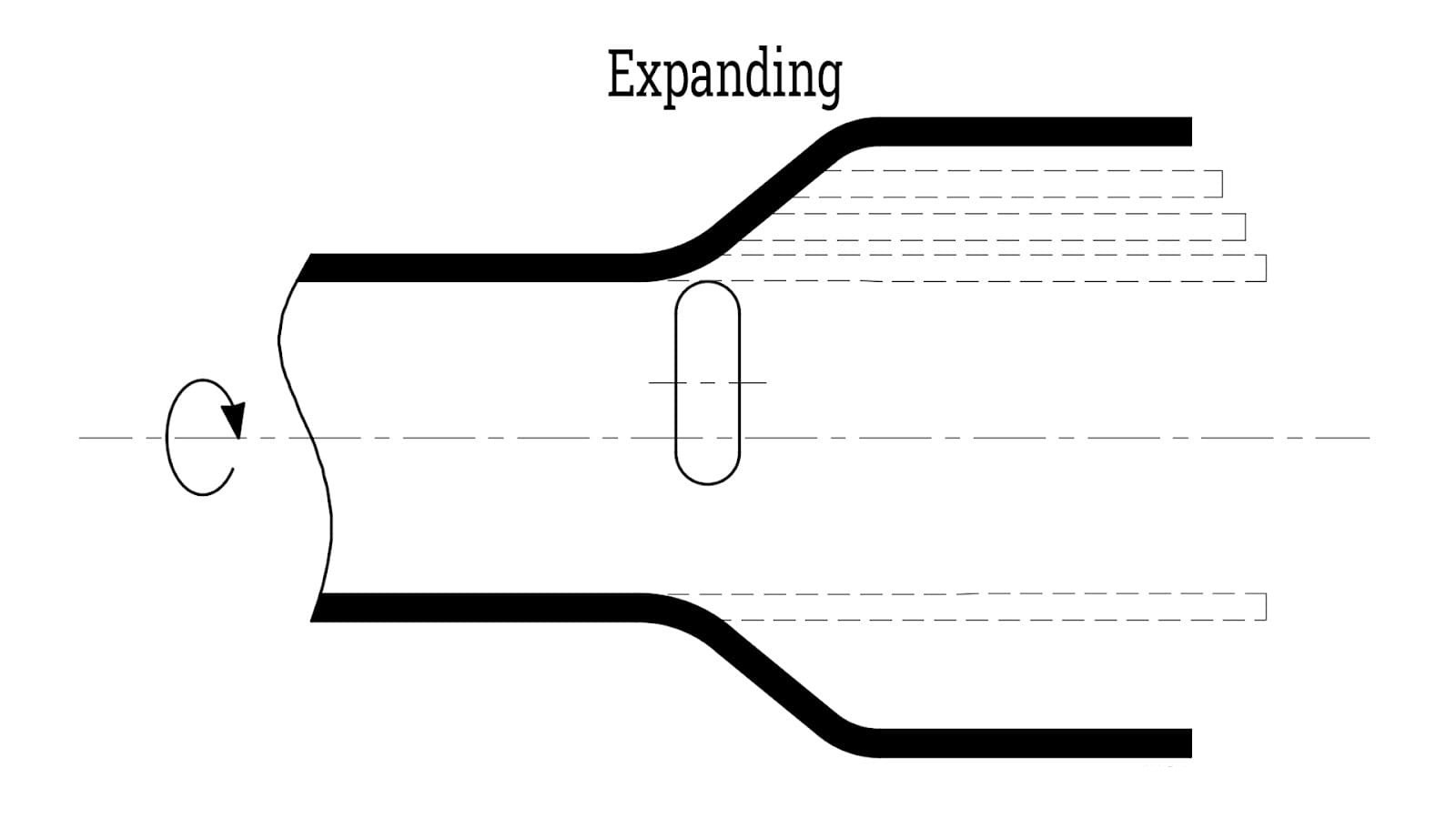
- التضييق والتوسع: يؤدي التعريق إلى تقليل قطر القسم، في حين يؤدي التوسع إلى زيادته - وهو أمر مثالي لتشكيل المقاطع المعقدة.
- الضبط الدقيق والغزل متعدد التمريرات: يؤدي ضبط ضغط الأسطوانة وسرعة المغزل وزوايا التغذية، بالإضافة إلى التمريرات المتعددة، إلى تعزيز دقة الأبعاد والتشطيب السطحي.
- الكي والتشذيب: يساعد الكي على تنعيم التجاعيد للحصول على جودة سطح أفضل؛ بينما تعمل عملية التشذيب على إزالة الحواف الزائدة للحصول على شكل نهائي نظيف.
7.2تقنيات الغزل الشائعة
- الغزل التقليدي متعدد التمريرات
الطريقة النموذجية هي أن تمسح الأسطوانة المادة الخام تدريجيًا لتشكيلها على عمود التشكيل. يمكن تنفيذ ذلك يدويًا أو باستخدام آلات CNC. عادةً ما يبقى سمك الجدار ثابتًا ما لم يتغير اتجاه الأسطوانة. تقلل التمريرات الأمامية من السمك، بينما تتحكم التمريرات العكسية في التشوه والارتداد. تتيح آلات CNC تحكمًا قابلًا للبرمجة لأهداف جدار ثابتة. - تشكيل القص (غزل القص)
طريقة تمريرة واحدة تُشكّل القطعة مع تقليل السُمك بشكل ملحوظ. تُطبّق الأسطوانة ضغطًا بزاوية قصّ مُحدّدة، مما يُقوّي المادة الرقيقة لتتوافق مع خصائص الخامة الأكثر سُمكًا. تُستخدم هذه الطريقة على نطاق واسع في صناعات الطيران والسيارات حيث يُعدّ تقليل الوزن أمرًا بالغ الأهمية. تميل زوايا القصّ التي تقلّ عن 8° إلى إحداث التجعد أو التشقق بسبب ضعف القوة المماسية، حيث تُسبّب التجعد أو التمزق. تُناسب هذه الطريقة المخاريط والأشكال المنحنية، وليست الأجزاء الأسطوانية. - التضييق (الغزل الاختزالي)
تُعرف هذه الطريقة أيضًا باسم "الغزل الهوائي"، وعادةً ما تستغني عن استخدام عمود الدوران. تُستخدم لتضييق الأنابيب وإنتاج مواد مثل أسطوانات الغاز.
7.3المبادئ التكوينية والعوامل المؤثرة
- آلية تشوه المواد: يُسبب الضغط الموضعي من الأسطوانة تشوهًا بلاستيكيًا وتشكيلًا باردًا. تُضغط هياكل الحبوب وتُصلب، خاصةً أثناء التشكيل بالقص.
- التحكم في سمك الجدار: في الغزل متعدد التمريرات، يعتمد سمك الجدار على عدد تمريرات الأسطوانة واتجاهها. أما في الغزل القصي، فيُحدد السمك بخلوص المغزل وزاوية القص، وفقًا لقانون الجيب. تشمل المعايير الرئيسية السمك الابتدائي، والسمك المستهدف، وزاوية التشكيل.
- توزيع الضغوط: في عملية التشكيل بالقص، يتركز الإجهاد عند منطقة تلامس الأسطوانة، بينما يبقى باقي قطعة العمل خاليًا من الإجهاد. لا يُستحث أي إجهاد شعاعي، ويحافظ الجزء على شكل حلقي مستقر طوال العملية.
- تطبيقات الغزل المعدني
في حين أن ختم المعادن غالبًا ما يكون أكثر فعالية من حيث التكلفة وأسرع للإنتاج بكميات كبيرة، إلا أن الغزل المعدني يظل الخيار الأفضل للأجزاء ذات الهندسة المعقدة والتصميمات الفريدة.
7.4المنتجات المعدنية الشائعة وتطبيقاتها


- الأجزاء نصف الكروية: يُستخدم على نطاق واسع في عاكسات الإضاءة، وأوعية الخلط، وأطباق الاستقبال، وأغطية الخزانات، والقباب، والأغطية. تشمل المواد الفولاذ المدرفل على البارد، والفولاذ المقاوم للصدأ (الصنفان 304 و316)، والألمنيوم، والنحاس، والنحاس الأصفر. يمكن أن تكون مقاطع الجدران مستقيمة أو منحنية حسب المتطلبات الوظيفية والجمالية.
- الأشكال المخروطية: مثالية لإنتاج القمعات والقمعات والثريات المخروطية الشكل.
- أنابيب فنتوري: يتم استخدامها في مجمعات الغبار والمراوح والمنفاخات وأجهزة تنقية الهواء للتحكم في ديناميكيات السوائل من خلال تأثير فينتوري.


- الأشكال المكافئة: شائعة في أغلفة الأجراس، وعاكسات هوائيات الأقمار الصناعية، ومكونات الإضاءة، والدعامات الهيكلية.


- الأسطوانات: يستخدم للأنابيب والحاويات والأغلفة الخارجية للخزانات وأسطوانات الغاز المختلفة.
- أغطية وقواعد القادوس: غالبًا ما تُصنع هذه القطع يدويًا من الألومنيوم عالي الجودة أو معادن أخرى. يمكن قصّها أو ثقبها أو شقّها بعد الغزل لتلبية احتياجات وظيفية مُخصّصة.
- رؤوس الخزانات (أغطية نهاية أوعية الضغط): يُستخدم غزل المعادن على نطاق واسع في تصنيع أغطية نهايات أوعية الضغط وخزانات التخزين ومعدات العمليات. تتميز هذه الرؤوس المغزلية بأنها سلسة، ومتينة هيكليًا، ومرنة في بيئات الضغط العالي. تشمل الأشكال النموذجية ما يلي:
- ذو حواف فقط
- طبق فقط
- ذو حواف ومقعرة
- نصف كروي
- تاج مرتفع
- شبه كروي
- 2:1 شبه بيضاوي
8.0لماذا تختار الغزل المعدني
يوفر الغزل المعدني للمصنعين مرونة لا مثيل لها لتخصيص الإنتاج لمقاييس مختلفة وتعقيدات التصميم.
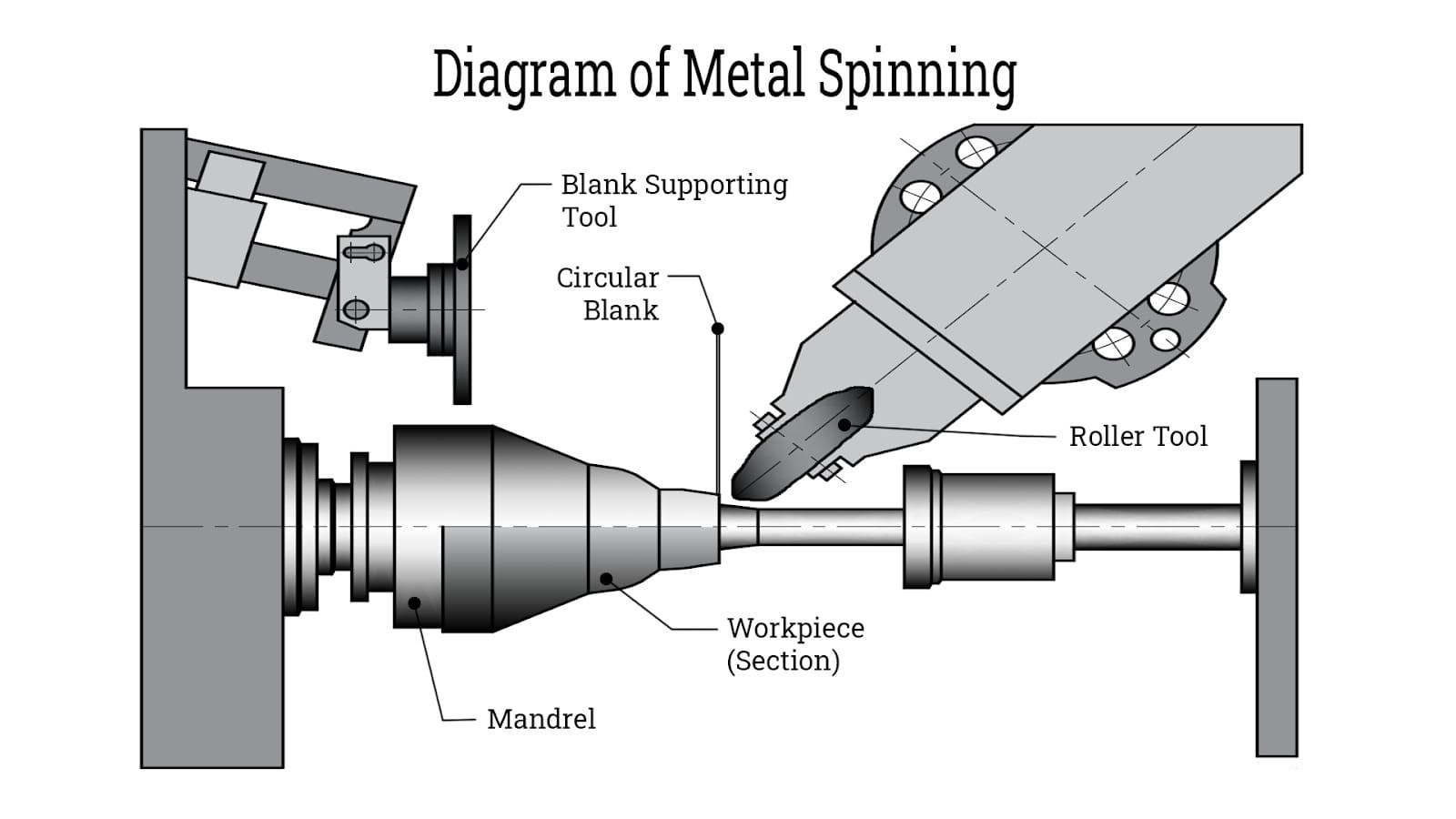
في جوهرها، عملية غزل المعدن بسيطة:
يُثبَّت قالب دائري (مسطح أو مُشكَّل مسبقًا) على مخرطة دوارة. أثناء دوران القالب، تُطبِّق أسطوانة التشكيل ضغطًا - عادةً على عمود التشكيل - مما يُجبر المادة على التدفق والتوافق مع الشكل المطلوب من خلال التشوه البلاستيكي. والنتيجة هي قطعة سلسة ذات سطح أملس، مما يُغني غالبًا عن المعالجة الثانوية.
هذه العملية تبدد أسطورتين شائعتين:
لا يقتصر الغزل المعدني على العمل اليدوي الماهر.
فهو لا يصلح فقط للإنتاج بكميات قليلة.
بينما لا يزال الغزل اليدوي يُستخدم في النماذج الأولية والدفعات الصغيرة، فإن غزل المعادن الحديث باستخدام الحاسب الآلي يدعم الإنتاج واسع النطاق. على سبيل المثال، تُعدّ خطوط الغزل الآلية معيارًا في إنتاج عجلات السيارات. ويمكن أتمتة عمليات الغزل عالية الحجم بالكامل باستخدام أنظمة التحميل والتفريغ الآلية، مما يُتيح تصنيعًا فائق السرعة يُحسّن الكفاءة ويُقلل من تكاليف العمالة.
8.1مزايا الغزل المعدني
- موثوقية المكونات الفائقة: يُنتج غزل المعادن قطعًا ملحومة تتحمل ضغوطًا داخلية وخارجية عالية. بخلاف طرق اللحام أو التصنيع التي تُمثل فيها اللحامات نقاط ضعف محتملة، يُزيل الغزل هذا الضعف بتشكيل القطع من قطعة واحدة من مادة واحدة.
- الخصائص الميكانيكية المحسنة: تُحسّن عملية الغزل بنية حبيبات المعدن، مما يُحسّن قوة الشد والمتانة والصلابة. هذا يسمح للمواد الأخف وزنًا بتحمل نفس الأحمال، مما يجعل الغزل مثاليًا للتطبيقات خفيفة الوزن وعالية القوة.
- انخفاض تكلفة الأدوات والصيانة: بالمقارنة مع الختم، أو الصب، أو التشكيل بالطرق، أو التشكيل المائي، يتطلب الغزل أدوات أبسط وأكثر فعالية من حيث التكلفة. في الإنتاجات قليلة الحجم أو لمرة واحدة، يمكن استخدام حتى أدوات تشكيل ناعمة وغير مكلفة. أما في الإنتاج الضخم، فتضمن الأدوات الأكثر صلابة جودة ثابتة مع أقل قدر من التآكل.
- القدرة على التكيف مع التغيير السريع في التصميم: يمكن إجراء تغييرات تصميمية صغيرة، وخاصةً تقليل الأبعاد، بسرعة عن طريق تعديل أداة التشكيل أو المغزل، دون الحاجة إلى إنشاء قوالب جديدة كليًا. هذا يجعل غزل المعادن مثاليًا لتطوير المنتجات سريعًا أو التصميم المتكرر.
- الحد الأدنى من نفايات المواد:وتؤدي هذه العملية إلى انخفاض معدلات الخردة، مما يساعد على تقليل استخدام المواد الخام وتحسين كفاءة المواد.
- كفاءة التكلفة والتنوع: غزل المعادن عملية اقتصادية للغاية، تجمع بين انخفاض هدر المواد وسرعات التشكيل العالية والأدوات منخفضة التكلفة. وغالبًا ما تُعدّ بديلاً تنافسيًا للسحب العميق أو الختم للعديد من أنواع القطع.
- قدرة عالية على التصلب أثناء العمل: يمكن لعملية الغزل أن تُعزز بشكل كبير المادة المُشكَّلة، مما يسمح باستخدام معادن أساسية أقل تكلفة مع الحفاظ على جودة عالية في الأداء. تتميز المكونات النهائية بخصائص ميكانيكية فائقة.
- دعم الهندسة المعقدة: تواجه أسطوانة التشكيل (أداة الغزل) قيودًا هندسية ضئيلة. بفضل تعديلات برمجة CNC البسيطة، يمكن تعديل شكل القطعة بطولها، مما يوفر مرونة عالية لتشكيل تصاميم معقدة متماثلة محوريًا.
- صديق للبيئة: يستهلك غزل المعادن طاقةً وينتج نفاياتٍ أقل مقارنةً بالعديد من طرق تشكيل المعادن الأخرى. كما أنه يدعم إعادة تدوير المواد ويساهم في ممارسات التصنيع المستدامة.
8.2عيوب الغزل المعدني
- وقت معالجة أطول: مقارنةً بالصب وعمليات الإنتاج الضخم الأخرى، عادةً ما يستغرق غزل المعادن وقتًا أطول لكل قطعة، خاصةً في الكميات الكبيرة. وهو الأنسب لعمليات الإنتاج الصغيرة والمتوسطة.
- يعتمد الاتساق على مهارة المشغل: في الغزل اليدوي، يعتمد تجانس وجودة القطع بشكل كبير على خبرة المُشغّل ومهارته. قد يؤدي هذا إلى اختلاف في أبعاد القطع وتشطيب السطح.
- القيود الهندسية: يُعدّ غزل المعادن مثاليًا لتشكيل أجزاء متماثلة محوريًا، مثل المخاريط وأنصاف الكرات والمكافئات. ومع ذلك، فهو غير مناسب للأشكال الهندسية غير المتماثلة محوريًا أو شديدة عدم انتظامها.
- انخفاض تحمل الخطأ: لا مجال للخطأ في هذه العملية. فأي عيب، كالشقوق أو الانبعاجات أو التشوهات، عادةً ما يؤدي إلى تفكيك الأجزاء، إذ يصعب إصلاحها أو لا يمكن تطبيقها عمليًا. وهذا يتطلب رقابة صارمة على الجودة.
- المخاوف المتعلقة بالسلامة: أثناء الغزل اليدوي، تدور الأجزاء بسرعات عالية، مما يُشكل مخاطر على السلامة. إذا لم تُثبّت القطعة الخام بإحكام بين ذيل الغزل والمحور، فقد تنزلق. يجب على المُشغّلين توخي الحذر واتباع بروتوكولات السلامة الصارمة.
- الاستنتاج: لماذا لا تزال عملية غزل المعادن طريقة تشكيل تنافسية
تتميز عملية غزل المعادن بكونها عملية متعددة الاستخدامات، واقتصادية، ومتميزة ميكانيكيًا، لإنتاج قطع معدنية عالية الأداء ومتماثلة محوريًا. سواء كنت تُطوّر نماذج أولية، أو تُدير عمليات إنتاج صغيرة، أو تُؤتمت خطوط إنتاج ضخمة، فإن غزل المعادن يُقدم لك ما يلي:
- أجزاء سلسة ذات قوة فائقة
- الحد الأدنى من هدر المواد وتكلفة الأدوات
- القدرة على التكيف السريع مع تغييرات التصميم
- دعم قوي للأشكال الهندسية المعقدة والمتماثلة
على الرغم من بعض القيود في وقت المعالجة وهندسة الأجزاء، فإن التقدم في أتمتة التحكم الرقمي بالكمبيوتر والتحكم في التشكيل قد وسع بشكل كبير من أهميته الصناعية - وخاصة في مجال الطيران والإضاءة وأوعية الضغط و التدفئة والتهوية وتكييف الهواء بالنسبة للصناعات التي تسعى إلى تحقيق التوازن بين الأداء والمرونة والتكلفة، يُعدّ غزل المعادن عمليةً جديرةً بالاهتمام.
9.0الأسئلة الشائعة حول الغزل المعدني
س1: ما هي المواد المستخدمة عادة في الغزل المعدني؟
أ: تشمل المواد الشائعة سبائك الألومنيوم (مثل 1100 و6061)، والفولاذ المقاوم للصدأ (مثل 304 و316)، والفولاذ الكربوني، والنحاس، والنحاس الأصفر، والتيتانيوم. يعتمد اختيار المواد على قابلية التشكيل، ومتطلبات المتانة، وظروف الاستخدام النهائي.
س2: ما هي الأشكال التي يمكن تشكيلها باستخدام الغزل المعدني؟
أ: تشمل الأشكال النموذجية المخاريط، وأنصاف الكرات، والأسطوانات، والمكافئات، وأنابيب فنتوري، ورؤوس الخزانات، وغيرها من الأشكال المتماثلة محوريًا. يمكن تحقيق منحنيات معقدة من خلال الدوران متعدد المراحل باستخدام الحاسب الآلي.
س3: ما هو الفرق بين الغزل القصي والغزل التقليدي؟
أ: يحافظ الغزل التقليدي على سُمك المادة أثناء التشكيل، بينما يُقلل الغزل القصي السُمك عند تطبيق الأسطوانة قوة محورية. يزيد الغزل القصي من قوة المادة ولكنه يتطلب تحكمًا أكثر إحكامًا.
س4: هل الغزل المعدني CNC مناسب للإنتاج بكميات كبيرة؟
أ: نعم. يتيح غزل المعادن باستخدام الحاسب الآلي تشكيلًا متناسقًا ومتكررًا بأقل تدخل من المشغل. وتُعدّ الخلايا الآلية بالكامل، المزودة بتحميل وتفريغ آلي، شائعة في صناعات مثل صناعة السيارات وأواني الطهي.
س5: كيف تتم مقارنة عملية الغزل المعدني بالرسم العميق أو الختم؟
أ: غزل المعادن أكثر مرونةً واقتصادًا في عمليات الإنتاج ذات الأحجام المنخفضة والمتوسطة والأشكال المخصصة. الختم أفضل للأجزاء المسطحة أو السطحية ذات الأحجام الكبيرة جدًا. يتطلب الغزل استثمارًا أقل في الأدوات ويتيح تغييرات أسرع في التصميم.
س6: هل يمكنني استخدام الغزل المعدني لصنع مكونات أوعية الضغط؟
أ: بالتأكيد. يُستخدم غزل المعادن على نطاق واسع لإنتاج رؤوس خزانات وأغطية طرفية سلسة ذات بنية متينة، مثل الرؤوس نصف الكروية أو البيضاوية لأوعية التخزين والمعالجة.
س7: هل عملية غزل المعادن صديقة للبيئة؟
أ: نعم. فهو يُنتج أقل قدر من الخردة، ويستهلك طاقة أقل من التشكيل أو الصب، ويدعم الممارسات المستدامة من خلال تحسين إنتاجية المواد وتمكين استخدام السبائك القابلة لإعادة التدوير.
مراجع:
https://www.iqsdirectory.com/articles/metal-spinning.html
https://www.open.edu/openlearn/science-maths-technology/engineering-technology/manupedia/metal-spinning/flow-turning
https://en.wikipedia.org/wiki/Metal_spinning




