

- 1.0أنواع التدفئة الأساسية ومبادئ عملها
- 2.0الخصائص الرئيسية للتدفئة عالية التردد
- 3.0الاختلافات التقنية بين التسخين بترددات الراديو والتسخين بالميكروويف (التسخين العازل فقط)
- 4.0هيكل المعدات ومعايير العملية
- 5.0مجالات التطبيق الرئيسية
- 6.0خاتمة
- 7.0الأسئلة الشائعة
- 7.1هل يقتصر التسخين عالي التردد على المعادن فقط؟
- 7.2هل يمكن تسخين المعادن غير المغناطيسية (مثل الألومنيوم أو النحاس) بشكل فعال باستخدام التسخين بالحث؟
- 7.3كيف ينبغي اختيار التسخين بترددات الراديو والتسخين بالميكروويف؟
- 7.4هل يوجد نطاق تردد موحد للتدفئة عالية التردد؟
- 7.5لماذا يجب أن يكون الثقب المخصص لتطبيقات الإدخال البلاستيكي أصغر بمقدار 0.3-0.6 مم من الثقب المخصص للإدخال المعدني؟
- 7.6كيف يحقق التدفئة عالية التردد كفاءة طاقة أفضل مقارنة بالتدفئة التقليدية؟
نظرة عامة على التسخين عالي التردد (التسخين عالي التردد)
التسخين العازلالتسخين الإلكتروني، أو التسخين بترددات الراديو، أو التسخين عالي التردد، هو عملية تسخين المواد العازلة باستخدام مجالات كهربائية متناوبة بترددات الراديو، أو موجات الراديو، أو الإشعاع الكهرومغناطيسي الميكروي. عند الترددات العالية، تتولد الحرارة نتيجة الحركة الدورانية لجزيئات ثنائية القطب داخل المادة العازلة.
تستخدم تقنية التسخين عالي التردد الطاقة الكهرومغناطيسية (موجات الراديو أو الموجات الدقيقة) لتسخين المواد عن طريق توليد مجالات مغناطيسية أو كهربائية متناوبة تُنتج الحرارة مباشرةً داخل قطعة العمل. ولأنها لا تتطلب أي تلامس مباشر مع مصدر الحرارة، فإن هذه الطريقة توفر أداءً حراريًا سريعًا ودقيقًا وفعالًا وقابلًا للتحكم. وتشمل هذه التقنية آليتين رئيسيتين: التسخين الحثي للمعادن الموصلة (تأثير التيارات الدوامية) والتسخين العازل للمواد العازلة (الاحتكاك الجزيئي).
1.0أنواع التدفئة الأساسية ومبادئ عملها
1.1التسخين بالحث: مناسب للمواد المعدنية
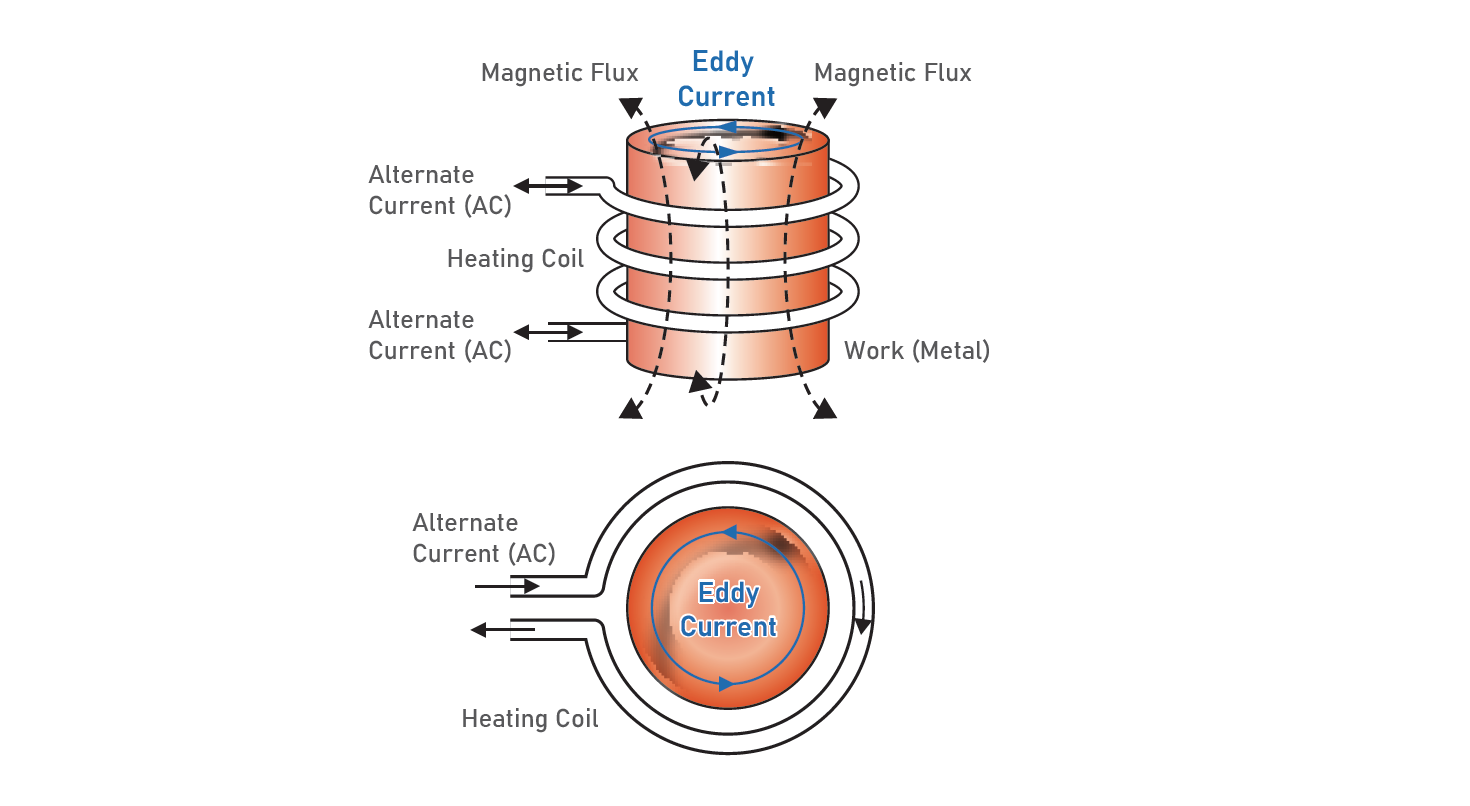
التسخين بالحث هو طريقة لا تلامسية، حيث يتسبب الحث الكهرومغناطيسي في توليد الحرارة داخليًا في المعدن. وتعتمد آليته الأساسية على عنصرين من عناصر الفقد:
خسائر التيارات الدوامية: يُولد التيار المتردد عالي التردد المار عبر ملف حثي مجالًا مغناطيسيًا سريع التغير. عند وضع قطعة معدنية (مثل الأنابيب أو الأجزاء المُشَكَّلة) داخل هذا المجال، تتولد تيارات قوية مغلقة الحلقة - تيارات دوامية - داخل المعدن، تمامًا كما في الملف الثانوي للمحول. تُنتج هذه التيارات حرارة جول، مما يُتيح تسخينًا سريعًا ومتجانسًا. تستخدم آلات لحام أطراف الأنابيب، على سبيل المثال، هذا المبدأ لتسخين أطراف الأنابيب وصهرها من أجل لحام نظيف دون تلوث داخلي.
خسائر التخلفتحدث هذه الظاهرة فقط في المعادن المغناطيسية الحديدية مثل الحديد وبعض أنواع الفولاذ. عندما يقوم المجال المغناطيسي المتناوب بتمغنط المادة وإزالة مغنطتها بشكل متكرر، فإن إعادة تنظيم المجالات المغناطيسية تولد حرارة إضافية. بمجرد أن تتجاوز درجة حرارة المعدن 700 درجة مئوية تقريبًا (نقطة كوري)، تختفي الخصائص المغناطيسية؛ وتتوقف خسائر التخلف المغناطيسي، ويستمر التسخين فقط من خلال تأثيرات التيارات الدوامية.
بالإضافة إلى ذلك، يتأثر التسخين الحثي بظاهرة التغلغل السطحي، حيث تتركز التيارات عالية التردد في طبقة سطحية رقيقة من المعدن. وهذا يزيد من المقاومة الفعالة ويعزز تسخين السطح. ومن خلال ضبط التردد، يستطيع المشغلون التحكم في عمق اختراق الحرارة لتطبيقات مثل تقوية الأسطح، والتسخين المنتظم، أو إحكام إغلاق نهايات الأنابيب.
1.2التسخين العازل: مناسب للمواد غير المعدنية
يستخدم التسخين العازل - المعروف أيضًا باسم التسخين بترددات الراديو أو التسخين الإلكتروني - مجالات كهربائية متناوبة بترددات الراديو أو إشعاع الميكروويف لتسخين المواد العازلة. وتتمثل الآلية الأساسية في دوران ثنائي القطب.
دوران ثنائي القطب الجزيئيتحت تأثير مجال كهربائي عالي التردد، تحاول الجزيئات القطبية داخل مواد مثل البلاستيك والمنتجات الغذائية والخشب والمنسوجات أن تتماشى مع المجال المتناوب. ويولد دورانها السريع واحتكاكها الداخلي حرارة كبيرة، مما ينتج عنه تسخين حجمي (حرارة تتولد في جميع أنحاء المادة بدلاً من أن تتولد من السطح إلى الداخل).
عوامل توليد الحرارة: يعتمد أداء التسخين على معامل فقد العزل الكهربائي، والتردد، وشدة المجال الكهربائي. ولأن الحرارة تتولد داخل المادة، فإن الكفاءة أعلى بكثير مقارنةً بالتسخين بالتوصيل أو الحمل الحراري.
2.0الخصائص الرئيسية للتدفئة عالية التردد
2.1التسخين بدون تلامس
يتم توليد الحرارة داخليًا دون اتصال مباشر باللهب أو عناصر التسخين، مما يمنع التلوث أو تلف الأسطح. وهذا أمر بالغ الأهمية لمعدات مثل آلات إحكام إغلاق نهايات الأنابيب حيث يلزم إحكام الإغلاق بشكل نظيف.
2.2كفاءة عالية وتسخين سريع
تؤثر الطاقة مباشرةً على المادة المستهدفة بأقل قدر من الفقد، مما يتيح ارتفاعًا أسرع بكثير في درجة الحرارة مقارنةً بالتسخين بالتوصيل أو الحمل الحراري أو الأشعة تحت الحمراء. وهذا يحسن الإنتاجية بشكل كبير في تطبيقات مثل إحكام إغلاق الأنابيب أو تقوية المعادن.
2.3الدقة والتحكم
يُتيح ضبط التردد التحكم في اختراق الحرارة (مثل تأثير السطح في التسخين الحثي). وهذا يُمكّن من التسخين الانتقائي للسطح أو اللب. كما تُتيح أنظمة إحكام إغلاق نهايات الأنابيب التحكم بدقة في المنطقة المنصهرة، مما يُقلل من تشوه الأنبوب.
2.4قابلية تطبيق واسعة
مناسب لكل من المعادن (التسخين بالحث) والمواد غير المعدنية العازلة مثل البلاستيك والمواد الغذائية والمنسوجات (التسخين العازل).
2.5صديق للبيئة
بما أن قطعة العمل فقط هي التي يتم تسخينها، فإن هدر الطاقة يتم تقليله إلى الحد الأدنى ولا يتم انبعاث أي ملوثات.
3.0الاختلافات التقنية بين التسخين بترددات الراديو والتسخين بالميكروويف (التسخين العازل فقط)
يتراوح نطاق تردد التشغيل للتسخين العازل من 5 ميجاهرتز إلى 5 جيجاهرتز. يشير التسخين بترددات الراديو عادةً إلى الترددات الأقل من 100 ميجاهرتز (عادةً 13.56 ميجاهرتز و27.12 ميجاهرتز)، بينما يعمل التسخين بالميكروويف من 500 ميجاهرتز إلى 5 جيجاهرتز (عادةً 900 ميجاهرتز و2.45 جيجاهرتز). يندرج كلا النوعين ضمن نطاقات تردد ISM المخصصة لمنع التداخل مع أنظمة الاتصالات. وفيما يلي الاختلافات الرئيسية بينهما:
| مميزة | الترددات الراديوية (RF) | الميكروويف |
| الطول الموجي | أطول (11.2–22.4 م) | أقصر (0.13–0.35 م) |
| آلية الاستقطاب السائدة | استقطاب الشحنة الفضائية | استقطاب اتجاه ثنائي القطب |
| توافق المعدات | مناسب لقطع العمل ذات التنسيق العريض أو الكبيرة | مناسب لقطع العمل متوسطة الحجم والمعالجة المستمرة |
4.0هيكل المعدات ومعايير العملية
4.1مكونات نظام التسخين بالحث عالي التردد
يتكون نظام التسخين الحثي عالي التردد النموذجي من ثلاث وحدات رئيسية:
مولد طاقة عالي التردد: ينتج الطاقة الكهربائية المطلوبة عالية التردد.
شبكة المطابقة: يضمن نقل الطاقة بكفاءة ومطابقة المعاوقة بين المولد وملف الحث.
ملف الحث: غالباً ما تُصنع هذه الأسلاك باستخدام أسلاك ليتز لتقليل الفقد في الترددات العالية. يتميز هذا الهيكل بقابلية عالية للتكيف مع خطوط الإنتاج الآلية.
ل آلات إغلاق نهايات الأنابيبيتم تخصيص الملفات بناءً على قطر الأنبوب ومادته لتركيز المجال المغناطيسي على طرف الأنبوب، مما يتيح التسخين الدقيق والموضعي.
تتميز هذه الأنظمة بأنها صغيرة الحجم وخفيفة الوزن ولا تتطلب تسخيناً مسبقاً، كما أنها توفر أداء تسخين فوري، مما يجعلها مناسبة لبيئات الأتمتة الصناعية.
4.2معلمات العملية الرئيسية
تطبيقات الحشوات البلاستيكية: عند استخدام التسخين بالحث عالي التردد لتضمين الحشوات المعدنية (مثل الصواميل أو البراغي) في المكونات البلاستيكية، يجب مراعاة المعايير التالية:
- تصميم قطر الثقب: يجب أن يكون الثقب المحجوز في الجزء البلاستيكي أصغر بمقدار 0.3-0.6 مم من قطر القطعة المعدنية الداخلية لتوفير مساحة للانصهار.
- الهياكل المساعدة: ينبغي تضمين ميزات توجيه البراغي وقنوات إطلاق المواد المنصهرة.
- إجراءات التشغيل: يتم تسخين القطعة المعدنية بالحث ثم يتم ضغطها على الفور في الفتحة المحجوزة باستخدام مثقب، يليها تبريد هوائي متحكم فيه.
تطبيقات إحكام إغلاق نهايات الأنابيب: آلات إغلاق نهايات الأنابيب يجب ضبط التردد وفقًا لمادة الأنبوب. تستفيد الأنابيب المغناطيسية الحديدية من كل من التسخين بالتخلف المغناطيسي والتيارات الدوامية، بينما تتطلب المواد غير المغناطيسية الحديدية مثل الألومنيوم ترددات أعلى لتعزيز تأثير الجلد.
يجب التحكم في مدة التسخين ضمن نطاق أجزاء من الألف من الثانية لمنع الذوبان المفرط أو عدم اكتمال عملية الإغلاق. تتضمن بعض الأنظمة وحدات تبريد بالهواء للتشكيل والتصلب السريع.


5.0مجالات التطبيق الرئيسية
5.1تطبيقات التسخين بالحث
- معالجة المعادن: التصليد، واللحام، واللحام بالقصدير، والتلدين لمكونات السيارات والفضاء؛ صهر المعادن؛ التصليد السطحي للتروس، وشفرات المناشير، وأعمدة الدوران؛ تصليد مكونات الذخيرة؛ إحكام إغلاق نهايات الأنابيب المعدنية مثل الأنابيب الهيدروليكية وأنابيب الأدوات الطبية.
- الختم والتنقية: تغليف مقاوم للعبث برقائق الألومنيوم لزجاجات الأدوية والمشروبات؛ إزالة الغازات من المواد الماصة في أنابيب التفريغ، وأنابيب أشعة الكاثود، ومصابيح التفريغ الغازي.
- معالجة متخصصة: التكرير النطاقي لتصنيع أشباه الموصلات؛ التسخين المعقم والتعقيم الحراري للأدوات الطبية.
- تطبيقات يومية: مواقد الحث الحراري وأجهزة طهي الأرز الذكية.
5.2تطبيقات التسخين العازل
- صناعة الأغذية: التجفيف، الخبز، إذابة الثلج، والطهي.
- البلاستيك والمنسوجات: عمليات اللحام والتجفيف والبلمرة، وتضمين الحشوات المعدنية (الصواميل والمسامير) في المكونات البلاستيكية.
- حقول إضافية: تجفيف الورق، ومعالجته بالحرارة وتسخينه المسبق للتشكيل، والتجفيف بالميكروويف الفراغي في الإنتاج الصيدلاني (خاصة للمركبات عالية القيمة الحساسة للحرارة)، وإصلاح الأنسجة العلاجية في العلاجات الطبية.
6.0خاتمة
تستفيد تقنية التسخين عالي التردد من الميزة الأساسية لتوليد الحرارة الداخلية، وتدعم كلاً من التسخين الحثي والتسخين العازل لتلبية مجموعة واسعة من متطلبات معالجة المعادن وغير المعادن. وتتغلب خصائصها غير التلامسية والفعالة والقابلة للتحكم الدقيق على المشكلات الشائعة المرتبطة بطرق التسخين التقليدية، بما في ذلك التلوث وعدم الكفاءة وعدم استقرار التحكم في درجة الحرارة.
بفضل توافقها القوي مع خطوط الإنتاج الآلية، تُستخدم تقنية التسخين عالي التردد على نطاق واسع في صناعات السيارات والأغذية والأدوية والإلكترونيات. سواءً كان ذلك لتقوية أسطح المكونات المعدنية، أو دمج الحشوات في المنتجات البلاستيكية، أو التجفيف السريع للمواد الغذائية، فقد أصبحت تقنية التسخين عالي التردد تقنية أساسية لا غنى عنها في التصنيع الحديث، وذلك بفضل مرونة ضبط التردد، وإمكانية التحكم في عمق التسخين، وتشغيلها الصديق للبيئة.
7.0الأسئلة الشائعة
7.1هل يقتصر التسخين عالي التردد على المعادن فقط؟
لا. يشمل التسخين عالي التردد التسخين الحثي للمعادن والتسخين العازل للمواد غير المعدنية. يُستخدم التسخين العازل في البلاستيك، والمنتجات الغذائية، والمنسوجات، والخشب، وغيرها من المواد العازلة من خلال آليات دوران ثنائي القطب.
7.2هل يمكن تسخين المعادن غير المغناطيسية (مثل الألومنيوم أو النحاس) بشكل فعال باستخدام التسخين بالحث؟
نعم. على الرغم من أن المعادن غير المغناطيسية لا تُولّد خسائر التخلف المغناطيسي، إلا أنه يمكن تسخينها بكفاءة عبر خسائر التيارات الدوامية. زيادة تردد التشغيل تُعزز تأثير الجلد، مما يُحسّن كفاءة التسخين.
7.3كيف ينبغي اختيار التسخين بترددات الراديو والتسخين بالميكروويف؟
يعتمد الاختيار على خصائص المادة ومتطلبات الإنتاج. يوفر التسخين بترددات الراديو اختراقًا أعمق وهو مناسب للقطع الكبيرة أو ذات الأحجام العريضة (مثل تجفيف الورق على نطاق واسع). أما التسخين بالميكروويف فيوفر اختراقًا أقل عمقًا وهو مثالي للمعالجة المستمرة متوسطة الحجم (مثل التسخين السريع للأغذية، والتجفيف الفراغي للأدوية).
7.4هل يوجد نطاق تردد موحد للتدفئة عالية التردد؟
يتراوح نطاق التسخين العازل عمومًا بين 5 ميجاهرتز و5 جيجاهرتز، حيث يشير مصطلح الترددات الراديوية عادةً إلى الترددات الأقل من 100 ميجاهرتز، بينما يتراوح نطاق التسخين بالميكروويف بين 500 ميجاهرتز و5 جيجاهرتز. يجب أن يلتزم الاستخدام الصناعي بنطاقات تردد ISM المحددة، مثل 13.56 ميجاهرتز أو 2.45 جيجاهرتز، لتجنب التداخل مع أنظمة الاتصالات.
7.5لماذا يجب أن يكون الثقب المخصص لتطبيقات الإدخال البلاستيكي أصغر بمقدار 0.3-0.6 مم من الثقب المخصص للإدخال المعدني؟
تُتيح هذه الفجوة مساحةً كافيةً للانصهار. فعند ضغط القطعة المعدنية المُسخّنة داخل الفتحة البلاستيكية، يضمن اختلاف الحجم الطفيف انصهارًا مناسبًا، وربطًا محكمًا، وقوةً ميكانيكيةً مُحسّنةً، وأداءً أفضل في منع التسرب.
7.6كيف يحقق التدفئة عالية التردد كفاءة طاقة أفضل مقارنة بالتدفئة التقليدية؟
يتم توليد الحرارة مباشرةً داخل المادة، مما يُغني عن تسخين الهواء المحيط أو أسطح المعدات. وهذا يقلل من الفاقد الحراري أثناء النقل. إضافةً إلى ذلك، فإن معدل التسخين السريع للغاية يُقصر دورات الإنتاج، مما يُخفض إجمالي استهلاك الطاقة.
مرجع
https://en.wikipedia.org/wiki/Dielectric_heating
https://www.thermopedia.com/de/content/850/
https://www.canroon.com/Industry-Insights/Understanding-High-Frequency-Induction-Heaters-and-Their-Working-Principles
https://avioweld.com/highfrequency/


