

- 1.0ما هو لف اللوحة؟
- 2.0نظرة عامة على تقنيات دحرجة الصفائح: الأساليب والتطبيقات
- 3.0عملية دحرجة الصفائح: دليل خطوة بخطوة لثني المعادن
- 4.0ثلاث مراحل رئيسية لدرفلة الصفائح: ما قبل الثني، والدرفلة، وما بعد الثني
- 5.0عملية ماكينة لف الألواح ثلاثية الأسطوانات: تشغيل بضغطة واحدة
- 6.0عملية ماكينة لف الصفائح ذات الأربع لفات
- 7.0التقنيات الرئيسية لدرفلة الصفائح المتوسطة والسميكة
1.0ما هو لف اللوحة؟
درفلة الصفائح هي عملية تشكيل معادن تُشكِّل صفائح معدنية مسطحة إلى أشكال أسطوانية، أو مخروطية، أو بيضاوية، أو غيرها من الأشكال المنحنية. ويتم ذلك بتمرير الصفائح عبر سلسلة من البكرات التي تُطبِّق ضغطًا مستمرًا ومُتحكَّمًا فيه، مما يُؤدي إلى ثني المادة تدريجيًا إلى الشكل الهندسي المطلوب.
تُستخدم هذه العملية على نطاق واسع في تصنيع أوعية الضغط، وأنابيب النفط والغاز، وهياكل السفن، والعوارض والأعمدة الإنشائية، وأغطية المعدات الصناعية. تُعرف عملية دحرجة الصفائح بكفاءتها وتماسكها وقدرتها على التشكيل، وهي طريقة مفضلة في العديد من تطبيقات التصنيع الشاقة.

1.1أنواع شائعة من آلات لف الصفائح
| يكتب | الميزات والتطبيقات |
| لفات ألواح من النوع الهرمي | تصميم بسيط، مناسب للدرفلة القياسية للصفائح متوسطة السُمك |
| ثلاث لفات متماثلة | يستخدم على نطاق واسع لتلبية الاحتياجات الصناعية العامة؛ حيث يوفر توازنًا بين التكلفة والأداء |
| لفائف أطباق بأربعة لفات | دقة أعلى؛ تمكن من الانحناء المسبق والدحرجة تلقائيًا في تمريرة واحدة |
| آلات لف الصفائح ذات التحكم الرقمي | مثالية للمهام ذات الحجم الكبير والقابلة للتكرار؛ تسمح بالتحكم القابل للبرمجة |


القراءة الموصى بها:ما هي آلة درفلة الصفائح؟ مبدأ العمل والتطبيقات
1.2مزايا دحرجة الصفائح
- إنتاج فعال
توفر عملية الدرفلة الآلية نتائج أسرع وأكثر ثباتًا من التشكيل اليدوي. - توفير المواد
يقلل من النفايات ويحافظ على سلامة المواد واستمراريتها - توافق المواد المتعددة
يعمل مع الفولاذ والفولاذ المقاوم للصدأ والألمنيوم والنحاس والتيتانيوم ومجموعة متنوعة من السبائك. - دقة عالية وتناسق
يتيح التحكم الدقيق في الانحناء والملفات الشخصية المعقدة على طول الورقة بالكامل. - تعزيز السلامة الهيكلية
يقلل من الحاجة إلى اللحامات والمفاصل، مما يزيد من القوة الشاملة ومقاومة الضغط. - مرونة الشكل
قادرة على تشكيل ليس فقط الأسطوانات البسيطة، ولكن أيضًا المخاريط، والأسطح المنحنية المزدوجة، وغيرها من الأشكال الهندسية المتقدمة. - القدرة على تحمل المهام الشاقة
مناسب لتدحرج الألواح السميكة والمكونات ذات القطر الكبير المستخدمة في السفن وأنظمة الطاقة والآلات الصناعية.
2.0نظرة عامة على تقنيات دحرجة الصفائح: الأساليب والتطبيقات
القراءة الموصى بها:دليل شامل لدرفلة المعادن: الدرفلة الساخنة والباردة والمسطحة والشكلية
2.1التدحرج الأولي (الانحناء الأولي)

المميزات:
- مناسب لمجموعة واسعة من المواد بما في ذلك الفولاذ الكربوني والفولاذ المقاوم للصدأ والألمنيوم والتيتانيوم
- انخفاض تكلفة المعدات وسهولة التشغيل
- دقة عالية وإمكانية تكرار، مثالية للإنتاج على دفعات
العيوب:
- لا يمكن ثني كلا الطرفين مسبقًا في تمريرة واحدة
- غير مناسب للأطباق السميكة أو العريضة للغاية
- يتطلب التقليب اليدوي للوحة، مما يزيد من خطوات التعامل
2.2لف لوحة بأربع لفات
تُعد هذه الآلات أكثر تطورًا من أنظمة الثلاث بكرات، حيث تتميز ببكرة رئيسية علوية وسفلية مع بكرتين جانبيتين قابلتين للتعديل، مُرتبتين على شكل ماسي. تُدير البكرتان المركزيتان التغذية والضغط، بينما تُساعد البكرتان الجانبيتان في تشكيل طرفي الصفيحة وثنيهما مسبقًا.
المميزات:
- يسمح الإعداد الفردي بالثني المسبق لكلا الطرفين دون قلب اللوحة
- قادرة على التعامل مع المواد الأكثر سمكًا وعرضًا
- دقة تشكيل عالية، مناسبة للأشكال المعقدة
- يزيد من كفاءة الإنتاج عن طريق تقليل التعامل مع المواد
العيوب:
- ارتفاع تكلفة المعدات
- هيكل أكثر تعقيدًا يتطلب تشغيلًا ماهرًا
2.3 التدحرج الهندسي المتغير
تستخدم هذه التقنية تكوينًا هرميًا بثلاث بكرات، حيث يمكن تعديل مواضع البكرات لتشكيل أسطوانات، وبيضاويات، ومخاريط، وأشكال معقدة أخرى. مثالية للمواد عالية السماكة والقوة، مثل الفولاذ المقاوم للصدأ وسبائك التيتانيوم.
المميزات:
- يدعم مجموعة متنوعة من الأشكال الهندسية
- قادرة على لف ألواح بسمك يصل إلى 6 بوصات (حوالي 150 مم)
- دقة عالية، مثالية للتصنيع المخصص والراقي
العيوب: - معدات باهظة الثمن
- إعداد معقد يتطلب أنظمة صيانة وتحكم متقدمة
2.4 دحرجة ثنائية البكرة (النوع المبسط)
آلات ذات بكرتين تستخدم أسطوانتين علوية وسفلية لتثبيت وثني صفائح معدنية رقيقة تحت الضغط. تُستخدم عادةً لتشكيل كميات صغيرة من المواد الخفيفة.
المميزات:
- هيكل بسيط وتكلفة منخفضة
- مناسب للتشكيل الأولي للأجزاء الصغيرة والمتوسطة الحجم
العيوب:
- دقة محدودة
- غير مناسب للألواح السميكة أو الهياكل المعقدة
3.0عملية دحرجة الصفائح: دليل خطوة بخطوة لثني المعادن

درفلة الصفائح عملية بالغة الأهمية لتشكيل صفائح معدنية مسطحة إلى مكونات منحنية أو أسطوانية. فيما يلي دليل موجز ومنظم لتحقيق نتائج ثني دقيقة وعالية الجودة:
الخطوة 1: إعداد المواد
اختر صفائح معدنية تلبي متطلبات التصميم من حيث الانحناء والسمك والمتانة. نظّف السطح لإزالة الصدأ والزيوت والملوثات لضمان جودة دحرجة مثالية.
الخطوة 2: إعداد الجهاز
اضبط فجوة اللفة ومواضع اللفة وفقًا لسُمك اللوحة ونصف قطر الانحناء المُستهدف. ثبّت إعدادات الماكينة لضمان عملية دحرجة مستقرة وآمنة.
الخطوة 3: إدخال اللوحة
ضع الصفيحة المعدنية بين اللفائف العلوية والسفلية. احاذِها بدقة وركزها جيدًا.
الخطوة 4: الانحناء المسبق
اخفض اللفة العلوية لتلامس الصفيحة أولًا، ثم اضغط عليها برفق لتحقيق انحناء طفيف. هذا يقلل من ارتداد الصفيحة أثناء عملية التشكيل الرئيسية.
الخطوة 5: التدحرج الرئيسي
اضبط الأسطوانة العلوية على نصف القطر المطلوب، ثم شغّل آلة الدرفلة. تعمل الأسطوانات معًا لتطبيق ضغط مستمر، مما يُشكّل الصفيحة. راقب العملية فورًا لضمان تشوه منتظم وتجنب إجهاد المادة.
الخطوة 6: التدحرج متعدد التمريرات (إذا لزم الأمر)
للألواح السميكة، مررها عدة مرات. بعد كل تمريرة، اضبط اللفة العلوية لتقترب تدريجيًا من الانحناء المطلوب.
الخطوة 7: فحص الجودة
أوقف الآلة بعد التشكيل وتحقق من عدم وجود أي شقوق أو تشوهات أو انحرافات في الأبعاد. قِس نصف قطر الانحناء للتحقق من مطابقته لمواصفات التصميم.
الخطوة 8: المعالجة اللاحقة
إذا لزم الأمر، قم بقص الحواف، أو تشطيب السطح، أو تعديل المادة. أزل قطعة العمل بحرص لتجنب التشوه الثانوي.
3.1الاعتبارات الرئيسية في تصميم العملية ومراقبة الجودة
- اختيار المواد:تأكد من أن سمك اللوحة وقوتها ومرونتها تلبي متطلبات العملية والهيكل
- تحضير السطح والحافة:قم بإزالة طبقات الأكسيد والنتوءات والإجهاد المتبقي قبل التشكيل
- إزالة المنطقة المسطحة:استخدم تقنيات الثني المسبق والثني الزائد الدقيقة للتخلص من الأطراف المستقيمة
- معايرة الآلة:ضبط ضغط الأسطوانة وسرعة التغذية ومعلمات المسار بشكل مناسب
- تعويضات الزنبرك:السماح بعودة المواد إلى وضعها الطبيعي، وخاصة في الألومنيوم والسبائك المرنة الأخرى
- إدارة اللحامات:ضع اللحامات بعيدًا عن مناطق تركيز الإجهاد أو خطط للمعالجة الحرارية بعد اللحام
- التفتيش والاختبار:إجراء قياسات الأبعاد وفحوصات السطح وتقييم أخطاء الانحناء
4.0ثلاث مراحل رئيسية لدرفلة الصفائح: ما قبل الثني، والدرفلة، وما بعد الثني
4.1 الانحناء المسبق
الثني المسبق هو عملية الثني الأولية التي تُجرى على حواف الصفيحة قبل دخولها مرحلة الدرفلة الرئيسية. برفع حواف الصفيحة قليلاً، تتوافق المادة بشكل أفضل مع انحناء اللفة أثناء الدرفلة، مما يُجنّب الأطراف المسطحة أو عدم التناسق الهندسي بعد التشكيل.
4.2عملية ما قبل الانحناء
يتم عادةً إجراء عملية الثني المسبق على آلة لف الصفائح من خلال الخطوات التالية:
- يتم تثبيت الورقة بين عدة لفات؛
- من خلال ضبط الفجوة بين اللفائف العلوية والسفلية، يتم تطبيق الضغط الأولي على الحواف قبل دخول الورقة بالكامل إلى منطقة التشكيل الرئيسية؛
- عندما تدور اللفائف، يتم ثني الحافة تدريجيًا إلى نصف قطر الانحناء المسبق المطلوب.
بعد الانحناء المسبق، تتوافق حافة الورقة بشكل أكثر سلاسة مع القوس المدلفن، مما يقلل من فجوات اللحام ويوفر الظروف المثالية للحام أو الانضمام اللاحق.
4.3أهمية الانحناء المسبق
- تحسين دقة التشكيل:يتحكم في انحناء الحافة لضمان شكل دائري سلس ومستمر؛
- يمنع تشوه الحافة:يتجنب المناطق المسطحة أو عدم المحاذاة في نهايات الورقة؛
- يعزز جودة المفاصل:يتيح محاذاة سلسة من النهاية إلى النهاية لتسهيل اللحام والتجميع؛
- ضمان الاتساق الهيكلي:يقوم بتوزيع قوى الانحناء بالتساوي ويمنع تركيزات الإجهاد الموضعية.
4.4التدحرج
الدرفلة هي المرحلة الأساسية في عملية التشكيل. خلال هذه الخطوة، تمر الصفيحة المعدنية عبر مجموعة (أو مجموعات متعددة) من اللفائف، وتُثنى تدريجيًا لتشكل القوس أو الأسطوانة المطلوبة. تتضمن معايير التحكم الرئيسية ما يلي:
- ضغط اللفة:ضبط الفجوة بين اللفات العلوية والسفلية؛
- سرعة التغذية:مزامنة تغذية المواد مع التشوه؛
- تكوين اللفة:الاختيار بين إعدادات ثلاثية الأسطوانات أو رباعية الأسطوانات أو ذات الهندسة المتغيرة اعتمادًا على حجم الجزء وشكلها.
من خلال الانحناء المستمر والمتزايد، تخضع المادة للتشوه البلاستيكي حتى تصل إلى الانحناء المستهدف.
4.5ما بعد الانحناء
بعد عملية الدرفلة الرئيسية، قد تبقى بعض الارتدادات أو عدم انتظامات النهاية. لتصحيح هذه الارتدادات وتحسين الدقة الهندسية، تُجرى عادةً عملية ما بعد الثني:
- يتم إعادة تغذية الورقة الملفوفة من خلال اللفائف في الاتجاه المعاكس؛
- يتم إجراء تعديلات دقيقة باستخدام الضغط المتماثل لضمان الحصول على ملف تعريف مستدير بالكامل؛
- تم تحسين الحواف النهائية لتحسين التسطيح والتوحيد.
وتعتبر هذه الخطوة بالغة الأهمية بشكل خاص في التطبيقات عالية الدقة مثل أوعية الضغط، أو الخزانات الأسطوانية، أو أقسام أبراج الرياح الكبيرة.
5.0عملية ماكينة لف الألواح ثلاثية الأسطوانات: تشغيل بضغطة واحدة
هذا هو النوع الأكثر شيوعًا من الماكينات. مع ذلك، يتطلب إدخال الورقة مرتين لإجراء ثني مسبق على كلا الطرفين، مما يُزيل الحواف المسطحة ويُحسّن إغلاق اللحامات.

الخطوة 1: الانحناء المسبق للنهاية الأولى
يُدخل المُشغِّل الصفيحة بين اللفة العلوية وإحدى اللفات السفلية، مُثبِّتًا إياها في مكانها. ثم تتحرك اللفة الثالثة (لفة الانحناء الخلفية) قطريًا لأعلى باتجاه اللفة العلوية للضغط، مُشكِّلةً نصف قطر الانحناء المطلوب عند الحافة الأمامية للصفيحة.
الخطوة 2: الثني المسبق والدحرجة للطرف الثاني
بعد ثني الحافة الأولى، تُزال الصفيحة، وتُدار بزاوية ١٨٠ درجة، ثم تُعاد لثني الطرف الثاني مسبقًا. تستمر عملية اللف حتى تتشكل الصفيحة بالكامل على شكل غلاف أسطواني.
ملحوظة:يبلغ الحد الأقصى الموصى به للسمك أو العرض للثني المسبق 75% من سعة الآلة المُصنّفة. بالنسبة للألواح الأضيق، يُمكن زيادة السمك المسموح به. يُرجى مراجعة الشركة المُصنّعة للمعدات للاطلاع على الإرشادات الخاصة بكل تطبيق.
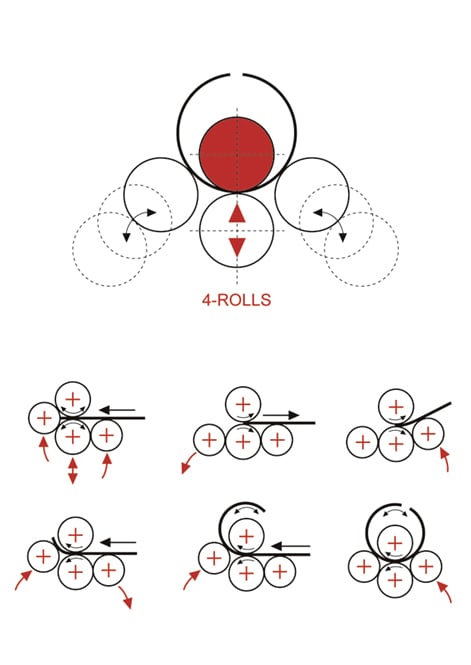
6.0عملية ماكينة لف الصفائح ذات الأربع لفات
توفر آلة الدرفلة رباعية الأسطوانات دقةً وسهولةً أكبر في الاستخدام من خلال الأتمتة الكاملة والدرفلة في دورة واحدة. تتضمن العملية النموذجية ما يلي:
- قم بوضع اللوحة المعدنية بشكل موازي ومربع للفة الأمامية؛
- قم بتثبيت اللوحة بين اللفائف العلوية والسفلية باستخدام الضغط المحدد مسبقًا؛
- قم بإدخال الورقة للخلف بين اللفائف حتى يتبقى فقط نهاية مستقيمة صغيرة؛
- ارفع اللفة الجانبية لثني الحافة الأمامية (الثني المسبق)؛
- استمر في تدوير بكرات التثبيت لتدوير اللوحة إلى شكل دائري؛
- اخفض اللفة الأمامية وارفع اللفة الجانبية المقابلة؛
- قم بتدوير القشرة لإكمال الشكل الأسطواني؛
تقوم الماكينة تلقائيًا بتصحيح وإضفاء اللمسات الأخيرة على الاستدارة عن طريق تغذية اللوحة للأمام بشكل مستمر حتى يتم تحقيق الهندسة المطلوبة.
7.0التقنيات الرئيسية لدرفلة الصفائح المتوسطة والسميكة
درفلة الصفائح عملية تشكيل معادن أساسية تجمع بين الخبرة الهندسية والخبرة العملية. لا يعتمد نجاح درفلة الصفائح المتوسطة والسميكة على قدرة الآلة فحسب، بل يعتمد أيضًا على الفهم العميق للمواد والتحكم الدقيق. وتُعدّ التقنيات التالية بالغة الأهمية:

7.1معالجة ما قبل الانحناء
يؤدي إجراء الثني المسبق على طرفي الصفيحة قبل اللف الرئيسي إلى إزالة المناطق المسطحة في بداية الصفيحة ونهايتها. يساعد هذا على تكوين قوس مستمر وتجنب تركيز الإجهاد أو نقاط الضعف. تُستخدم عادةً لفات خاصة لتحقيق انحناء ثابت على كامل الصفيحة.
7.2اختيار المعدات: 3 لفات مقابل 4 لفات
- آلات ثلاثية الأسطوانات:تتميز ببكرتين سفليتين للتثبيت، وبكرة علوية للثني. مناسبة للتشكيل العام للصفائح متوسطة السُمك.
- آلات 4 بكرات:يوفر دقة وأتمتة أعلى. مثالي لمتطلبات التحمل العالية وتشكيل منحنيات أو مخاريط معقدة.
7.3الدرفلة الباردة مقابل الدرفلة الساخنة
- الدرفلة الباردة:يُصنع في درجة حرارة الغرفة. يحافظ على متانة المادة، وتشطيب السطح، وتناسق الأبعاد. مناسب للصفائح الرقيقة أو المكونات ذات التفاوتات الدقيقة.
- الدرفلة الساخنة:يُنفَّذ في درجات حرارة مرتفعة. يُخفِّض مقاومة الخضوع، مما يُسهِّل تشكيل الصفائح السميكة. يُفضَّل لأوعية الضغط الكبيرة والتطبيقات الهيكلية.
القراءة الموصى بها:ما هي لفائف الفولاذ؟ استخداماتها، حساب وزنها، والفرق بين المدرفلة على الساخن والبارد
7.4التدحرج التدريجي (الانحناء خطوة بخطوة)
لتحقيق الانحناء المطلوب، غالبًا ما يتطلب الأمر عدة تمريرات دحرجة. تتضمن عملية الدحرجة التدريجية زيادة ضغط الدحرجة تدريجيًا مع كل تمريرة. تقلل هذه التقنية من تركيز الإجهاد، وتعزز دقة الشكل، وتعزز سلامة الهيكل.


