

- 1.0التطبيقات الشائعة: الزوايا في الانحناء فوق الفتحات
- 2.0التأثيرات الالتوائية: لماذا تُفضّل المقاطع المجوفة
- 3.0أقسام الزاوية في الضغط: سلوك أكثر قابلية للتنبؤ
- 4.0أقسام الزاوية في الانحناء: القيود في إرشادات الكود
- 5.0فحوصات التفاعل: مقارنة بين BS 5950 وEurocode
- 6.0أقسام الزوايا غير المتساوية: تعقيدات وقيود إضافية
- 7.0الاستنتاج: استخدم الزوايا في الانحناء بحذر فقط
تُستخدم المقاطع الزاوية على نطاق واسع في الهندسة الإنشائية نظرًا لاقتصاديتها وسهولة تصنيعها. ومع ذلك، عندما يتعلق الأمر باستخدام الزوايا في الانحناء، خصوصًا الانحناء غير المقيدتظهر تحديات كبيرة. على الرغم من اختيارها بشكل متكرر لدعم الأحمال فوق الفتحات - مثل عتبات الطوب - إلا أن عدم الاستقرار الالتوائي و استجابة الإجهاد المعقدة اجعلهم خيارًا محفوفًا بالمخاطر.
تقدم هذه المقالة نظرة عامة مفصلة حول كيفية تصرف أقسام الزاوية في الانحناء، والقيود المفروضة على إرشادات التصميم في كل من BS 5950 و يوروكود 3 (EN 1993-1-1)، ولماذا تعتبر الملفات الشخصية البديلة في كثير من الأحيان حلاً أكثر موثوقية ومتانة من الناحية البنيوية.
1.0التطبيقات الشائعة: الزوايا في الانحناء فوق الفتحات
تُستخدم المقاطع الزاوية المنحنية بشكل شائع في البناء المنزلي لدعم البناء فوق فتحات الأبواب والنوافذ. ورغم أن التفاصيل قد تبدو بسيطة، إلا أنها تُقدم تحميل غريب الأطوار و السلوك الالتوائي مما قد يؤدي إلى مشاكل في إمكانية الخدمة، مثل تشقق الواجهة.
التحدي الهيكلي الرئيسي يكمن في حقيقة أنه عند تعرضه للانحناء، وخاصة بدون تقييد جانبي كامل، يميل الساق المضغوط للزاوية إلى الانحراف خارج المستوى، مما تسبب في العضو التواءوتتفاقم هذه الظاهرة بسبب النمطية تطبيق غير مركزي للحمل الرأسي، مما يولد لحظة حول المحورين الرأسي والأفقي.
2.0التأثيرات الالتوائية: لماذا تُفضّل المقاطع المجوفة
أي عنصر هيكلي يحمل حملاً لامركزيًا سيلتوي. هذا ليس خاصًا بالزوايا، ولكن صلابة الالتواء المنخفضة لأقسام الزاوية يجعلها أكثر عرضة للخطر. في مثل هذه الحالات، استخدام قسم مجوف مغلق (مثل HSS المربع أو المستطيل) يوفر بديلاً أفضل. على الرغم من أن هذه المقاطع قد تكون أكثر تكلفة وتتضمن تفاصيل أكثر تعقيدًا عند الوصلات، انخفاض التشوه الالتوائي في كثير من الأحيان يكون الأمر يستحق التضحية.
في التطبيقات العملية مثل الامتدادات المنزلية أو العتبات، يمكن للأقسام المغلقة أن تعمل على تعزيز المتانة بشكل كبير وتقليل العيوب المرئية في الهيكل النهائي.
3.0أقسام الزاوية في الضغط: سلوك أكثر قابلية للتنبؤ
عند استخدام مقاطع الزوايا في الضغط (مثلاً، كجزء من الجمالون)، فإن سلوكها مفهوم جيداً. على عكس الانبعاج حول محاور مستطيلة رئيسية أو ثانوية، تنحني الزوايا حول المحاور الرئيسية: ال و–و و v–v المحاور. وينتج عن هذا أن كل ساق من الزاوية تحاول الانحناء في اتجاهها خارج المستوى، مما يؤدي إلى إنشاء الوضع الالتوائي للانبعاج.
رموز التصميم مثل BS 5950 البند 4.7.10 و EN 1993-1-1 القسم BB.1.2 توفير صيغ لحساب النحافة بناءً على هذا الوضع. يضبط الحساب تأثيرات الالتواء ويراعي ما إذا كانت الزاوية قيود النهاية، والتي تؤثر بشكل كبير على قدرة الانبعاج.
4.0أقسام الزاوية في الانحناء: القيود في إرشادات الكود
BS 5950 إرشادات التصميم للانحناء
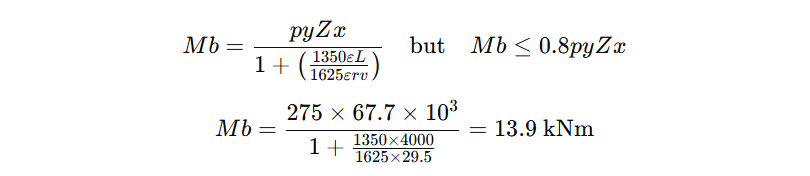
ينص البند 4.3.8 في BS 5950 على كل من أساسي و أ طريقة مبسطة لحساب عزم مقاومة الانبعاج (ميغا بايت) للمقاطع الزاوية. الطريقة المبسطة تقتصر على زوايا متساوية منحنية حول محور x-x، عادةً تحت الأحمال الرأسية عبر المسافات مثل فتحات النوافذ.
حساب العينة باستخدام الطريقة المبسطة BS 5950:
منح:
المقطع: 150×150×12 مم
الامتداد: 4 م
درجة الفولاذ: S275
ε = 1.0 (بناءً على قوة خضوع الفولاذ)
نصف قطر الدوران (rv) = 29.5 مم
معامل المقطع Zx = 67.7×10³ مم³
الصيغة المبسطة هي:

وتظهر هذه النتيجة مقاومة منخفضة نسبيًا، مما يؤكد أهمية فهم حدود هذا النهج.
EN 1993-1-1 (Eurocode 3) النهج: أكثر تعقيدًا وأقل مباشرة
لا يقدم الكود الأوروبي طريقة مباشرة لتقييم مقاومة انحناء الزوايا. بل يُوصي بحل عزم الانحناء المطبق في المحاور الرئيسية (u–u و v–v) والتحقق من العضو باستخدام معادلة التفاعلوهذا يضيف تعقيدًا، خاصةً بالنسبة للزوايا غير المتساوية.
الخطوة الأساسية هي حساب النحافة النسبية:
lambda_LT = (0.72 × v_a × f_y) / (E × phi_a × lambda_v)
أين:
- لامدا_LT هي نسبة النحافة الجانبية الالتوائية
- v_a هو عامل تصحيح القص
- ف_ي هي قوة خضوع المادة
- هـ هو معامل المرونة
- فاي_ا هو معامل النحافة (عادةً 3.77)
- لامدا_في هي نسبة نحافة القص (على سبيل المثال، L / r_v)
أين:
φₐ هو معامل النحافة (عادةً 3.77)
يتم اشتقاق vₐ باستخدام صيغة تعتمد على λᵥ ومؤشر التماثل الأحادي ψₐ
ᵥ = L / rᵥ = 4000 / 29.5 = 135.6
بالنسبة للزاوية المتساوية (ψₐ = 1)، ينتج عن هذا:
vₐ ≈ 0.984 → λ_LT = 0.580 → χ_LT = 0.724
باستخدام اللحظة الثانية للمساحة ومعامل المرونة:
وحدة دولية = 1170 سم´
المسافة القصوى للألياف = 106 مم
وو = (1170 × 10⁴) / 106 = 110 × 10³ ملم مكعب
ميغابايت = 0.724 × 275 × 110 × 10³ = 21.9 كيلو نيوتن متر
5.0فحوصات التفاعل: مقارنة بين BS 5950 وEurocode
افترض عزمًا مطبقًا قدره 14 كيلو نيوتن متر موزعًا بالتساوي على المحاور الرئيسية:
منح:
مو = م ف = 9.9 كيلو نيوتن متر
Wv = 52 × 10³ مم³
وو = 110 × 10³ مم³
التحقق من تفاعل Eurocode:
BS 5950 فحص التفاعل:
باستخدام مقاومة الانبعاج Mb = 26 kNm:
التفاعل = 1.07 ✓ مقبول، ولكن على الحدود
باستخدام الطريقة المبسطة (Mb = 13.9 kNm):
التفاعل = 1.01 ✘ يتجاوز الحد
6.0أقسام الزوايا غير المتساوية: تعقيدات وقيود إضافية
اعتبارات تصنيع المقاطع الزاوية
بالإضافة إلى التعقيد الهيكلي لاستخدام مقاطع الزوايا في الانحناء، تُشكّل عملية التصنيع تحدياتٍ أيضًا، خاصةً عند الحاجة إلى دقة وضع الثقوب، أو تحضير النهايات، أو التثقيب. لتحقيق تعديلات دقيقة، خاصةً في مقاطع الزوايا غير المتساوية أو الوصلات المعقدة، غالبًا ما يعتمد المُصنّعون على آلة الحدادة. تتيح هذه الآلات قصّ زوايا الفولاذ وتثقيبها وتشكيلها بكفاءة في عملية واحدة، مما يوفر الوقت ويضمن إمكانية التكرار.
في التطبيقات التي تتطلب تفاصيل دقيقة أو قطع زوايا داخلية، مثل تجهيز الزوايا لتوصيلات دقيقة بالصفائح أو الدعامات، يُستخدم غالبًا جهاز قطع زوايا الصفائح المعدنية. تتيح هذه الأداة قص الزوايا بدقة، مما يُمكّن من تركيب ومحاذاة أفضل أثناء التجميع. استخدام معدات التصنيع المناسبة لا يُحسّن الكفاءة فحسب، بل يضمن أيضًا الحفاظ على الأداء الهيكلي المتوقع في التصميم حتى التركيب.
BS 5950 لا يسمح بالطريقة المبسطة للزوايا غير المتساوية. يجب على المصممين استخدام الطريقة الأساسية وحل اللحظات إلى المحاور الرئيسيةفي حين يمكن العثور على خصائص مثل موقع مركز الثقل، وI u ، وI v في الجداول المنشورة، إلا أنها تتطلب بيانات إضافية علم المثلثات, حساب مؤشر التماثل الأحادي، و تحديد وحدات المقطع الفعالة.
بالنسبة للأرجل النحيلة، يصبح تصنيف القسم أمرًا بالغ الأهمية:
BS 5950 حد الفئة 3: 15ε
حد فئة Eurocode 3: 14ε (بناءً على c/t)
على سبيل المثال، ساق 150×10 مم مع c ≈ 128 مم يعطي:
c/t = 12.8 < 14ε = 12.9 → مقبول فقط
ربط التصميم الهيكلي وتصنيع الورش
يعتمد نجاح تنفيذ مقاطع الزوايا، وخاصةً في التطبيقات الحساسة للأحمال، ليس فقط على التصميم النظري، بل أيضًا على دقة التصنيع العملي. عندما تتطلب العناصر الإنشائية دقة في القطع أو الشق أو التثقيب، وخاصةً في التطبيقات المخصصة أو قصيرة المدى، فإن استخدام المعدات المناسبة أمرٌ أساسي. أدوات مثل آلة الحدادة و قاطع زاوية من الصفائح المعدنية تُستخدم عادةً لإعداد زاوية الفولاذ بكفاءة ودقة، مما يقلل من التعديل في الموقع ويضمن امتثالًا أفضل لنية التصميم.
إذا كان القسم هو الصف الرابع، ينشأ المزيد من التعقيد:
استخدام خصائص القسم الفعالة (Eurocode)، أو
تطبيق قوة تصميم منخفضة (BS 5950)
للجمع بين الانحناء والحمل المحوري، وهذا يمكن أن يصبح معقدًا بشكل غير عملي.
7.0الاستنتاج: استخدم الزوايا في الانحناء بحذر فقط
تسلط هذه المراجعة الفنية الضوء على مبدأين أساسيين في التصميم:
- الزوايا ليست مثالية لحمل اللحظات المهمة—خاصةً إذا لم تُقيّد. قد يُؤثّر سلوكها الالتوائي تحت الأحمال اللامركزية أو الجانبية سلبًا على أدائها، ويؤدي إلى أعطال في قابلية الصيانة، مثل تشقق الواجهات.
- إن تصميم الزوايا غير المتساوية يتطلب جهدًا مكثفًا وعرضة للخطأ، خاصة عند التعامل مع أقسام الفئة 4 أو سيناريوهات التحميل المجمعة.
الممارسة الموصى بها:
يستخدم أقسام ذات زوايا متساوية على الأقل الصف الثالث المقطع العرضي.
بالنسبة لمواقف الانحناء غير المقيدة، فكر في الاستبدال بـ قسم صلب التوائيًا، مثل أ قسم مجوف أو شعاع I.


