

1.0مقدمة لعملية ثني أنابيب الفولاذ المقاوم للصدأ
1.1خصائص مادة الفولاذ المقاوم للصدأ وقابلية الانحناء
يعد الفولاذ المقاوم للصدأ مادة بالغة الأهمية في التصنيع الصناعي بسبب قوته العالية ومقاومته للتآكل ومرونته الممتازة.
صلبة ولكن قابلة للتشكيل:بفضل العمليات المناسبة، يمكن ثني الفولاذ المقاوم للصدأ إلى أشكال معقدة، مما يجعله مناسبًا للنماذج الأولية المخصصة والمكونات الدقيقة.
مزايا الصناعة:
- متانة:مقاومة التآكل والأكسدة تجعلها مثالية للبيئات القاسية.
- المرونة والقوة:يوفر الاستقرار الهيكلي ومرونة التشكيل.
1.2 التطبيقات الصناعية الرئيسية لثني أنابيب الفولاذ المقاوم للصدأ
| صناعة | التطبيقات النموذجية | متطلبات العملية |
| السيارات | أنابيب العادم، إطارات الهيكل، خطوط الوقود | ثني عالي الدقة، تحكم في الارتداد، مقاومة درجات الحرارة العالية |
| طبي | حوامل الأدوات الجراحية والأنابيب الطبية | تشطيب سطحي معقم، انحناء دقيق بنصف قطر صغير |
| بناء | درابزين، هياكل زخرفية، دعامات حائط الستارة | طلب جمالي مرتفع، انحناء خالٍ من العلامات |
| طاقة | خطوط أنابيب النفط ومكونات الطاقة النووية | انحناء الأنبوب ذو الجدار السميك ومقاومة التآكل الإجهادي |
2.0التحديات والحلول في ثني أنابيب الفولاذ المقاوم للصدأ
2.1خصائص المواد وصعوبات الانحناء
- قوة عالية ومرونة:يجمع الفولاذ المقاوم للصدأ بين القوة العالية والمرونة الجيدة، وهو مناسب للأجزاء الهيكلية والمعدات الصناعية.
- التحديات:قوة عالية ← تتطلب قوة انحناء أكبر، مما يزيد من حمل الآلة. ليونة عالية ← عرضة للارتداد، مما يؤثر على دقة التشكيل.
- مقاومة التآكل:قد يؤدي تلف السطح أثناء الانحناء (على سبيل المثال، الخدوش والانبعاجات) إلى تقليل مقاومة التآكل، لذا يجب تجنب الاحتكاك المفرط.
2.2اختلافات المعالجة بين درجات الفولاذ المقاوم للصدأ
| نوع الفولاذ المقاوم للصدأ | ميزات المعالجة | تحديات الانحناء | الحلول المقترحة |
| 304 الفولاذ المقاوم للصدأ | ليونة جيدة، تستخدم على نطاق واسع | ارتداد كبير، مطلوب التحكم في نصف القطر | - تصميم القالب المعوض بالزنبرك - انحنى قليلاً (+2°~5°) |
| 316 الفولاذ المقاوم للصدأ | إضافة الموليبدينوم، مقاومة أقوى للتآكل ولكن أصعب | يتطلب المزيد من القوة، وعرضة للتصلب أثناء العمل | - استخدام آلة ثني الأنابيب الهيدروليكية/التحكم الرقمي بالحاسوب ذات الحمولة العالية - تقليل سرعة الانحناء |
| دوبلكس من الفولاذ المقاوم للصدأ | قوة عالية، صلابة جيدة ولكن من الصعب معالجتها | عرضة للتشقق والتحكم المعقد في الارتداد | – سخني مسبقًا (200~300 درجة مئوية) - استخدام الانحناء التدريجي متعدد التمريرات |
3.0نظرة عامة على طرق عملية الانحناء
يمكن ثني أنابيب الفولاذ المقاوم للصدأ بطرق مختلفة، تناسب كل منها أحجام الأنابيب وخصائص المواد ومتطلبات الدقة المحددة. يؤثر اختيار العملية المناسبة بشكل مباشر على دقة التشكيل، وتشطيب السطح، وموثوقية الهيكل.
يقدم هذا القسم خمس تقنيات ثني شائعة - اليدوية، والهيدروليكية، والتحكم الرقمي بالكمبيوتر، والثني بالأسطوانة، والثني الساخن - مع تسليط الضوء على تطبيقاتها المناسبة، وأنواع المعدات، وخطوات التشغيل القياسية.


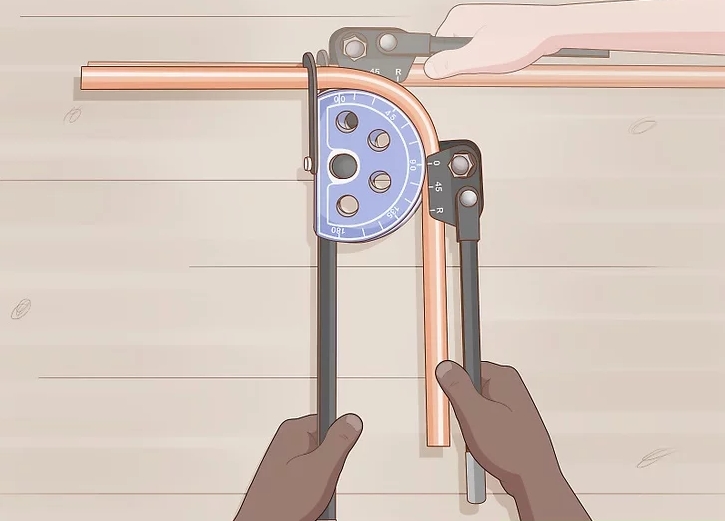
3.1ثني الأنابيب يدويًا (ثني الأنابيب يدويًا)
السيناريوهات القابلة للتطبيق:دفعات صغيرة، أنابيب ذات قطر صغير (عادةً ≤25 مم)، ومتطلبات دقة منخفضة.
معدات:ثني الأنابيب يدويا (مع قوالب بأحجام مختلفة).
خطوات التشغيل:
- حدد القالب:قم باختيار قالب الانحناء المناسب بناءً على القطر الخارجي للأنبوب (OD).
- إصلاح الأنبوب:قم بإدخال الأنبوب في الثني، مع التأكد من أن أحد الطرفين مقابل كتلة التموضع وأن نقطة بداية الثني تتوافق مع مركز القالب.
- حدد موضع الانحناء:استخدم علامة لتحديد المكان الذي يجب أن يبدأ فيه الانحناء.
- التشغيل اليدوي:اسحب المقبض ببطء لثني الأنبوب حول القالب إلى الزاوية المطلوبة (راجع مقياس الزاوية).
- تعويضات الزنبرك:نظرًا لأن الفولاذ المقاوم للصدأ مرن، قم بثنيه قليلاً (بمقدار 2°–5°) لتعويض الارتداد.
- إزالة الأنبوب:قم بتحرير المشبك وتحقق من زاوية الانحناء والاستدارة.
3.2ثني الأنابيب الهيدروليكية (آلة ثني الأنابيب الهيدروليكية)
السيناريوهات القابلة للتطبيق:أنابيب متوسطة إلى كبيرة الحجم (DN15–DN150)، متطلبات دقة متوسطة إلى عالية.
معدات:آلة ثني الأنابيب الهيدروليكية (مع مضخة هيدروليكية، قوالب، جهاز تثبيت).
خطوات التشغيل:
- تثبيت القوالب:قم بتركيب قالب الانحناء، وقالب التثبيت، وقالب الضغط المطابق لقطر الأنبوب.
- تعيين المعلمات:اضبط زاوية الانحناء (على سبيل المثال، 90 درجة) والسرعة (السرعة المنخفضة تساعد على تجنب التجعد).
- إصلاح الأنبوب:ضع الأنبوب في الماكينة وقم بتثبيته باستخدام قالب التثبيت، مع التأكد من محاذاة نهاية الأنبوب مع قالب الانحناء.
- بدء تشغيل المضخة الهيدروليكية:اضغط على الزر لتنشيط الأسطوانة الهيدروليكية، والتي تقوم بتدوير قالب الانحناء حول محوره لثني الأنبوب.
- الضغط المستمر:استمر في الضغط لمدة 2-3 ثوانٍ لتقليل الارتداد.
- إعادة تعيين وإزالة الأنبوب:قم بتحرير النظام الهيدروليكي، وإزالة الأنبوب، والتحقق من وجود خدوش أو تشوهات بيضاوية.
3.3ثني الأنابيب باستخدام الحاسب الآلي (آلة ثني الأنابيب باستخدام الحاسب الآلي)


السيناريوهات القابلة للتطبيق:انحناءات ثلاثية الأبعاد معقدة، وإنتاج بكميات كبيرة، ودقة عالية (على سبيل المثال، أنظمة عوادم السيارات).
معدات:آلة ثني الأنابيب CNC (محرك سيرفو يعمل بنظام التحكم PLC).
خطوات التشغيل:
- برمجة: قم بإدخال معلمات الانحناء (الزاوية، نصف القطر، سرعة التغذية) عبر لوحة التحكم أو استيراد رسومات CAD.
- ثبت الأنبوب: قم بإدخال الأنبوب في رف التحميل؛ وسوف تقوم الماكينة تلقائيًا بتثبيته ومحاذاته.
- الانحناء التلقائي:
- تعمل قالب التثبيت على تثبيت الأنبوب في مكانه، بينما يدور قالب الانحناء وفقًا للبرنامج.
- يمنع المندريل انهيار الأنبوب بينما يمنع المعزز التجعد.
- بعد كل انحناء، تقوم وحدة التغذية بنقل الأنبوب إلى نقطة الانحناء التالية.
- المراقبة في الوقت الحقيقي: تقوم أجهزة استشعار الليزر بمراقبة زوايا الانحناء الفعلية والتعويض تلقائيًا عن الارتداد.
- مخرجات المنتج: بعد الانحناء، يتم تفريغ الأنبوب تلقائيًا لإجراء فحص الجودة (على سبيل المثال، اختبار مقياس المرور).
3.4ثني اللفة



آلة ثني بثلاث أسطوانات
السمات الهيكلية: تخطيط ثلاث بكرات: بكرة علوية واحدة (بكرة ضغط نشطة) + بكرتين سفليتين (بكرات دعم ثابتة).
طريقة التعديل: تتحرك الأسطوانة العلوية عموديا، أما الأسطوانة السفلية فلها مسافة ثابتة أو قابلة للتعديل.
السيناريوهات القابلة للتطبيق:
- أنواع الأنابيب: أنبوب دائري من الفولاذ المقاوم للصدأ، أنبوب مربع، فولاذ مسطح، وما إلى ذلك (سمك جدار معتدل).
- نصف قطر الانحناء: مناسب للأقواس ذات نصف القطر الكبير (على سبيل المثال، حواجز الحماية، الدرابزين، الهياكل الدائرية).
خطوات التشغيل:
- ضبط ضغط الأسطوانة العلوية: اضبط الضغط لأسفل للأسطوانة العلوية بناءً على قطر الأنبوب وسمك الجدار.
- تغذية ومحاذاة الأنابيب: قم بإدخال الأنبوب بين الأسطوانات الثلاث، مع التأكد من محاذاة نهاية البداية مع الأسطوانات.
- الانحناء الأولي المسبق:
- قم بتشغيل الماكينة؛ تضغط الأسطوانة العلوية للأسفل وتتدحرج الأنابيب لتكوين منحنى أولي.
- إذا لم يتم ثني أطراف الأنابيب (بسبب تأثير الحافة المستقيمة)، قم بثني الأطراف مسبقًا باستخدام قالب إذا لزم الأمر.
- الانحناء التدريجي:
- كرر التمريرات المتدحرجة مع ضبط ضغط الأسطوانة العلوية تدريجيًا حتى يتم الوصول إلى القوس المستهدف.
- التحقق من الاستدارة: استخدم قالب قوس أو جهاز قياس ليزر للتحقق من اتساق الانحناء.
آلة ثني بخمس أسطوانات
تخطيط خمس بكرات: أسطوانتان سفليّتان ثابتتان (دعم) + أسطوانتان جانبيتان (توجيه) + أسطوانة علوية واحدة (ضغط نشط).
المميزات: أكثر استقرارًا من تصميم 3 أسطوانات؛ مناسب لثني القوس المعقد وعالي الدقة.
السيناريوهات القابلة للتطبيق:
- احتياجات الدقة العالية: مثل أنابيب عادم السيارات، وقنوات الطائرات، والأجزاء الميكانيكية الدقيقة.
- منع تجاعيد الأنابيب ذات الجدران الرقيقة: تعمل الأسطوانات الجانبية على تقليل التشوه ومنع التجويفات.
خطوات التشغيل:
- ضبط مسافة الأسطوانة:
- قم بضبط مواضع البكرات السفلية والجانبية وفقًا لقطر الأنبوب لضمان المحاذاة المركزية.
- نهايات الانحناء المسبق (اختياري):
- إذا كانت هناك حاجة إلى ثني أطراف الأنابيب، استخدم قوالب أو مكبس هيدروليكي للثني المسبق.
- تغذية ومحاذاة الأنابيب:
- قم بإدخال الأنبوب في نظام الخمس بكرات، مع التأكد من الاتصال المتساوي بجميع البكرات.
- التدحرج التدريجي:
- يتم ضغط الأسطوانة العلوية للأسفل، وتقوم الأسطوانات الجانبية بالتوجيه، ويتم تشكيل الأنبوب من خلال اللف المتكرر.
- التعديل الديناميكي:
- قم بمراقبة نصف قطر الانحناء في الوقت الفعلي؛ واضبط ضغط الأسطوانة الجانبية للتحكم في الارتداد.
- التفتيش النهائي: التحقق من الاستدارة، ونعومة القوس، والتسامح الأبعادي.
آلة ثني 7 أسطوانات
تخطيط السبعة أسطوانات:
ثلاث بكرات سفلية (الدعم الرئيسي) + بكرتين جانبيتين (توجيهية) + بكرتين علويتين (ضغط).
المميزات: مثالي للأنابيب ذات الأقطار الكبيرة جدًا (>300 مم) أو ذات الجدران السميكة (>10 مم) ذات الكفاءة العالية.
السيناريوهات القابلة للتطبيق:
- الأجزاء الهيكلية الكبيرة: مثل خطوط أنابيب النفط، وهياكل السفن، والجسور ذات الهياكل الفولاذية.
- التحكم في تشوه الأنابيب ذات الجدران السميكة: تقوم الأسطوانات المتعددة بتوزيع الضغط لتجنب الإجهاد الموضعي.
خطوات التشغيل:
- موضع الأنبوب الثقيل:
- استخدم معدات الرفع لتغذية الأنبوب إلى نظام الأسطوانة السبع، مع ضمان المحاذاة الأفقية.
- توزيع ضغط الأسطوانة:
- قم بضبط الضغط الهيدروليكي لكل أسطوانة لتجنب التحميل الزائد أو تسطيح الأنابيب.
- التدحرج القطاعي:
- قم بإجراء الانحناء الأولي، ثم قم بزيادة الضغط تدريجيًا وأكمل التشكيل بنصف القطر الكبير في تمريرات متعددة.
- التحكم المتزامن:
- تعمل جميع الأسطوانات السبعة بشكل متزامن من خلال نظام PLC لضمان الحركة المنتظمة ومنع الالتواء.
- تخفيف التوتر:
- قد تكون عملية ما بعد الانحناء، والمعالجة الحرارية (التسخين إلى حوالي 600 درجة مئوية والتبريد البطيء) ضرورية لتقليل الإجهاد المتبقي.

ملخص المقارنة
| نوع الآلة | عدد الأسطوانات | أنواع الأنابيب المناسبة | المزايا | التطبيقات النموذجية |
| ثني 3 أسطوانات | 3 | أنابيب صغيرة إلى متوسطة الحجم (≤150 مم) | هيكل بسيط وتكلفة منخفضة | درابزين، درابزين يدوي، أجزاء زخرفية |
| ثني 5 أسطوانات | 5 | أنابيب دقيقة ذات جدران رقيقة (≤200 مم) | مضاد للتجاعيد، عالي الدقة | أنابيب عوادم السيارات، وقنوات الطائرات |
| ثني 7 أسطوانات | 7 | أنابيب كبيرة ذات جدران سميكة (≥300 مم) | قدرة تحميل قوية، مناسبة للأنابيب الثقيلة | خطوط أنابيب النفط وهياكل السفن |
توصيات الاختيار
- دفعة صغيرة / قوس بسيط→ استخدم آلة ثلاثية الأسطوانات (فعالة من حيث التكلفة وعملية)
- أنبوب عالي الدقة / رقيق الجدران→ استخدم آلة ذات 5 أسطوانات (قدرة أفضل على مقاومة التشوه)
- صناعة ثقيلة / ذات قطر كبير جدًا→ استخدم آلة ذات 7 أسطوانات (تصميم متعدد الأسطوانات يوزع الضغط بالتساوي)
3.5الانحناء الساخن (آلة ثني الأنابيب الحثية)
السيناريوهات القابلة للتطبيق:أنابيب ذات جدران سميكة (≥6 مم)، وأقطار كبيرة (≥200 مم)، أو سبائك خاصة.
معدات:آلة ثني الأنابيب ذات التردد الحثي المتوسط (تتضمن ملف الحثي ونظام التبريد).
خطوات التشغيل:
- حدد منطقة التدفئة: قم بتحديد قسم الانحناء (العرض ≈ 3 × قطر الأنبوب).
- التدفئة الموضعية: قم بتنشيط ملف الحث لتسخين المنطقة إلى 900–1100 درجة مئوية (برتقالي-أحمر).
- الانحناء: يقوم الذراع الهيدروليكي بدفع القسم الساخن حول قالب ثابت بينما يعمل التبريد بالماء على تثبيت الشكل.
- التلدين (إذا لزم الأمر): قم بتسخين الأنبوب بأكمله إلى حوالي 500 درجة مئوية ثم قم بتبريده ببطء لتخفيف الضغط الداخلي.
4.0اعتبارات ثني أنابيب الفولاذ المقاوم للصدأ
عند التخطيط لعملية ثني أنابيب الفولاذ المقاوم للصدأ، يجب مراعاة عدة عوامل رئيسية لضمان دقة الأبعاد والسلامة الهيكلية. من أهم هذه العوامل:
4.1عملية التحكم في المفاتيح
تقييم المواد→حساب الحد الأدنى لنصف قطر الانحناء→اختر المعدات والقوالب →ضبط معلمات العملية (السرعة/درجة الحرارة) →تطبيق تدابير مكافحة التشوه →تجربة الانحناء والتعديل →ما بعد العلاج والفحص
4.2خصائص المواد
1. درجات الفولاذ المقاوم للصدأ:
الأوستنيتي (على سبيل المثال، 304، 316): عرضة للتصلب أثناء العمل؛ التحكم في سرعة الانحناء لمنع التشقق.
مارتنسيتي (على سبيل المثال، 410): صلابة عالية؛ قد تتطلب التسخين المسبق (يوصى بالثني الساخن).
2. نسبة القطر إلى السُمك (D/t):
أنبوب ذو جدار رقيق (D/t ≥ 20): من السهل انهياره؛ دعمه باستخدام دعامة أو حشو الرمل.
أنبوب ذو جدار سميك (D/t ≤ 10): يتطلب قوة انحناء أكبر.
| يلوي زاوية |
أنبوب OD، في | ||||
| 1/4 | 1/4 | 5/16 | 3/8 | 1/2 | |
| يلوي نصف القطر، في | |||||
| 9/16 | 3/4 | 15/16 | 15/16 | 11/2 | |
| 30 درجة | 0 | 0 | 0 | 0 | 1/16 |
| 45 درجة | 1/16 | 1/16 | 1/16 | 1/16 | 1/16 |
| 50 درجة | 1/16 | 1/16 | 1/16 | 1/16 | 1/8 |
| 55 درجة | 1/16 | 1/16 | 1/8 | 1/8 | 1/8 |
| 60 درجة | 1/8 | 1/16 | 1/8 | 1/8 | 3/16 |
| 65 درجة | 1/8 | 1/8 | 3/16 | 3/16 | 1/4 |
| 70 درجة | 1/8 | 1/8 | 3/16 | 3/16 | 5/16 |
| 75 درجة | 3/16 | 3/16 | 1/4 | 1/4 | 3/8 |
| 80 درجة | 3/16 | 3/16 | 5/16 | 5/16 | 7/16 |
| 85 درجة | 1/4 | 1/4 | 3/8 | 3/8 | 9/16 |
| 90 درجة | 5/16 | 5/16 | 7/16 | 7/16 | 11/16 |
مخطط نصف قطر انحناء أنابيب الفولاذ المقاوم للصدأ
4.3نصف قطر الانحناء
الحد الأدنى لنصف قطر الانحناء (R):
الانحناء البارد: R ≥ 1.5 × قطر الأنبوب
الانحناء الساخن: R ≥ 1.0 × قطر الأنبوب
قد يؤدي صغر حجم نصف القطر إلى ترقق أو تجعد
الصيغة التجريبية:R = K × D (K هو ثابت مادي؛ بالنسبة للفولاذ المقاوم للصدأ 304، K ≈ 2–3)
4.4سرعة الانحناء ودرجة الحرارة
الانحناء البارد:يوصى بسرعة بطيئة (هيدروليكيًا: 5-10 درجات/ثانية) لتجنب التشقق بسبب التصلب الناتج عن العمل
الانحناء الساخن:
- درجة حرارة التسخين: 900–1100 درجة مئوية للفولاذ المقاوم للصدأ الأوستنيتي
- تأكد من التسخين المتساوي لمنع ارتفاع درجة الحرارة الموضعي
- وقت نقع كافٍ للأنابيب ذات الجدران السميكة
4.5تدابير مكافحة التشوه
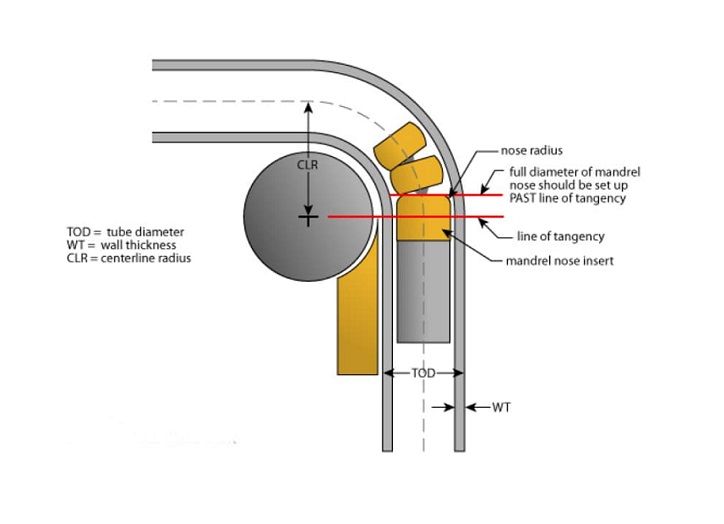
اختيار المندريل:
المغزل الصلب (الفولاذ): للحصول على انحناءات عالية الدقة
عمود مرن (نوع سلسلة الكرة): للمرفقين المعقدة
يجب أن يكون طرف المندريل على بعد 1-2 مم من نقطة الانحناء للتعويض عن الارتداد
طرق الدعم:
املأ الأنابيب ذات الجدران الرقيقة بالراتنج أو السبائك منخفضة الانصهار أو الرمل (خاصة أثناء الانحناء الساخن)
استخدم قوالب قمع التجاعيد (وسادات الضغط) للتحكم في تجعد الجدار الداخلي
4.6معلمات القالب والمعدات
مطابقة القالب:
- يجب أن يتطابق نصف قطر الأخدود لقالب الانحناء مع القطر الخارجي للأنبوب (التسامح ± 0.1 مم)
- يمكن أن يؤدي الإزالة المفرطة إلى تشوه بيضاوي
قوة الضغط:ضغط المشبك الهيدروليكي ≥ 1.5 × قوة خضوع الأنبوب
تعويضات الزنبرك:
- زنبرك من الفولاذ المقاوم للصدأ: عادةً 2–5 درجات
- الانحناء الزائد عن طريق القالب أو تصحيح برنامج CNC
4.7التشحيم وحماية السطح
مواد التشحيم:
- شحم عالي اللزوجة أو معجون قائم على MoS₂ لتقليل الاحتكاك
- تجنب مواد التشحيم التي تحتوي على الكلور (تسبب التآكل الإجهادي)
حماية السطح:ضع طبقة من البولي إيثيلين أو طلاء مضاد للأكسدة عالي الحرارة أثناء الانحناء الساخن لتجنب الخدوش والتقشر
4.8متطلبات ما بعد المعالجة
تخفيف التوتر:يجب معالجة الفولاذ المقاوم للصدأ المنحني على البارد عند درجة حرارة تتراوح بين 300 و400 درجة مئوية (خاصة بالنسبة للأنابيب ذات الجدران السميكة)
تصحيح الاستدارة:إذا كانت البيضاوية >5%، استخدم الموسع الميكانيكي أو التشكيل الهيدروليكي لاستعادة الشكل الدائري
5.0المشاكل والحلول الشائعة
| مشكلة | سبب | حل |
| تشقق الجدار الخارجي | ترقق الجدار >20%، أو السرعة المفرطة | زيادة نصف قطر الانحناء، أو تقليل السرعة، أو الانحناء الساخن |
| تجعد الجدار الداخلي | لا يوجد عمود أو دعم غير كاف | استخدم دعامة أو وسادة ضغط مضادة للتجاعيد |
| تشوه بيضاوي | فجوة القالب كبيرة جدًا | استخدم قوالب متطابقة أو قم بزيادة قوة التثبيت |
| ارتداد مفرط | معامل المرونة العالي للمادة | تصميم الانحناء الزائد أو تطبيق التصحيح متعدد المراحل |
مراجع:




