
القص عملية أساسية في تصنيع الصفائح المعدنية، إذ يُمكّن من قطع المعادن بسرعة ودون تشققات إلى أشكال محددة. سواء كنت حرفيًا أو فنيًا أو مبتدئًا في تعلم تشغيل المعادن، فإن فهم آلية عمل القص، والآلات المستخدمة، وكيفية الحفاظ على السلامة أمرٌ أساسي.
في هذه المقالة، سنوضح لك غرض القص وفوائده وأدواته وعملياته وإجراءات السلامة المتعلقة به.
1.0ما هو القص في تشغيل المعادن؟
القصّ هو طريقة قطع غير متقشرة للصفائح المعدنية ومقاطع الفولاذ. يُنتج قطعًا مستقيمة أو منحنية بأطوال قابلة للاختيار دون إزالة المواد.
مزايا القص مقارنة بالنشر أو النحت بالإزميل:
- لا يوجد فقدان للمواد أثناء القطع
- محاذاة دقيقة على طول الخطوط المحددة
- الحد الأدنى من التشطيب المطلوب على الأسطح المقطوعة
- سرعة قطع أسرع
- مسارات القطع المستقيمة أو المنحنية
تتضمن تقنيات القص الشائعة ما يلي:
- القطع
- قطع
- القطع
- اللكم
2.0أنواع أدوات وآلات القص
تُستخدم أدوات مختلفة للقص حسب سُمك المادة وأسلوب القطع. فيما يلي أكثر أنواع المقصات شيوعًا:
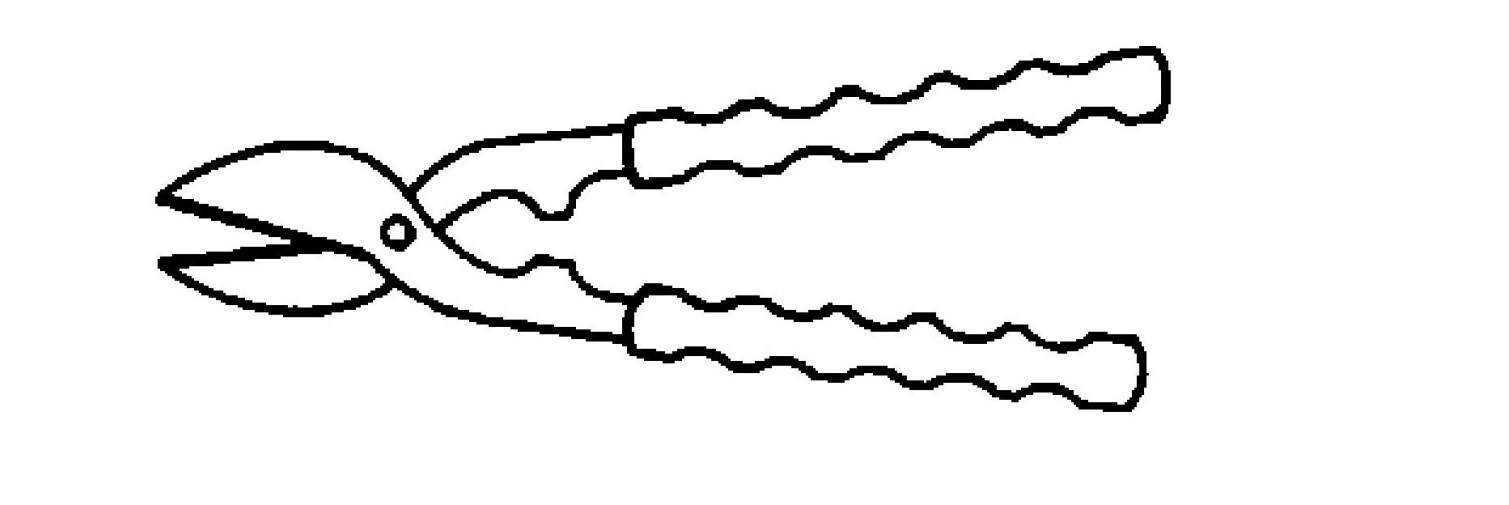
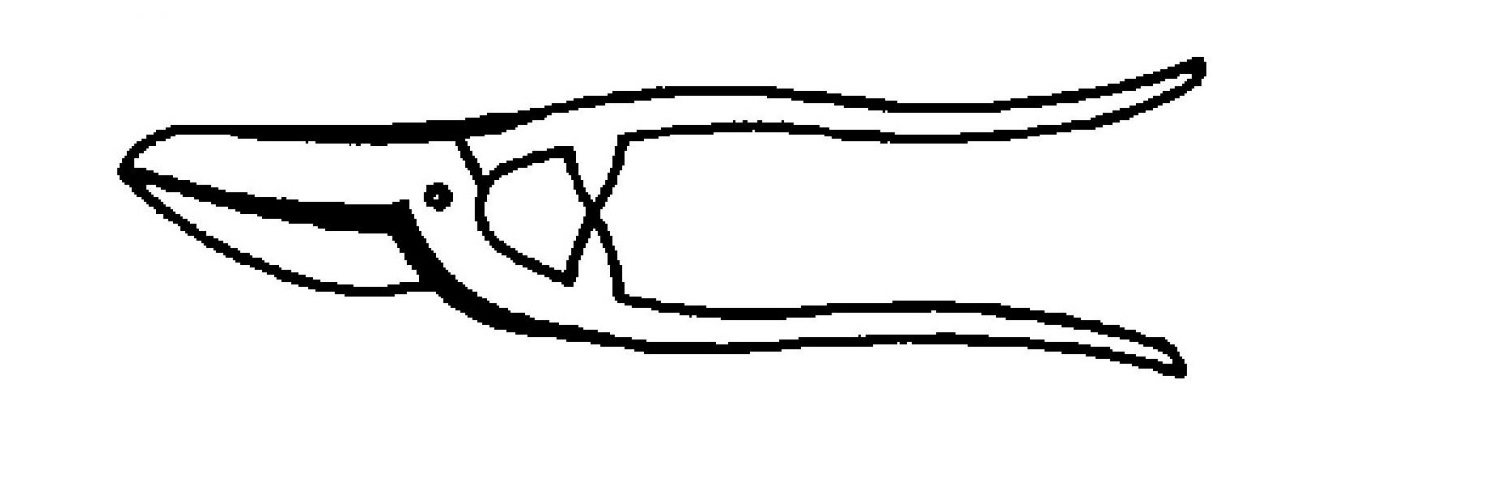
2.1قصاصات تينرز
يتم استخدامه للقطع القصيرة المستقيمة أو المنحنية على الصفائح المعدنية الرقيقة.
أقصى سمك للقطع:
- الفولاذ – 0.7 ملم
- نحاس - 0.8 ملم
- النحاس – 1.0 ملم
- الألومنيوم – 1.0 إلى 2.5 ملم
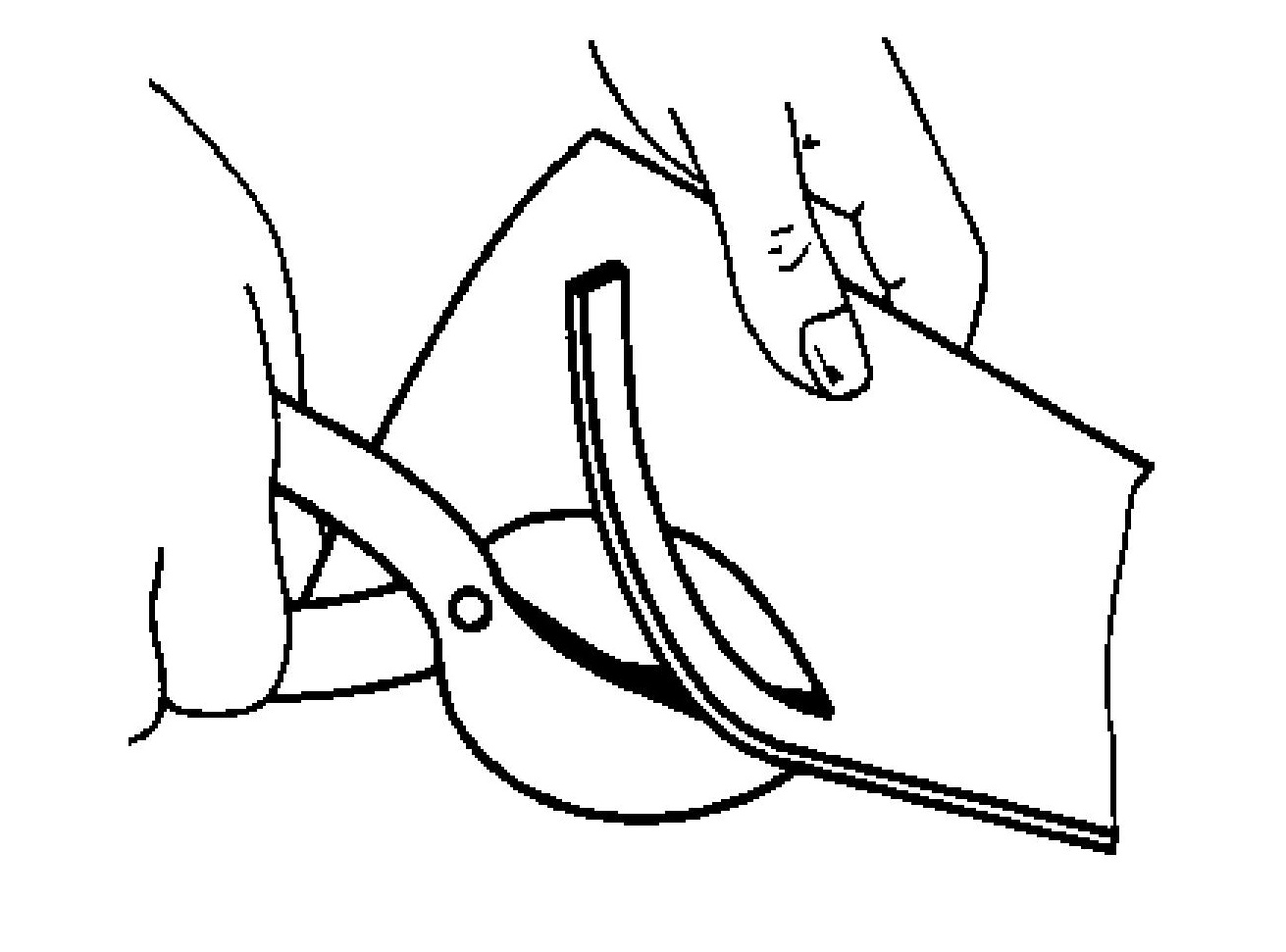
2.2قص الشعر من خلال القصاصة
مُصممة لقطع مستقيمة أطول للصفائح الرقيقة. تمر المادة تحت اليد لضمان السلامة.
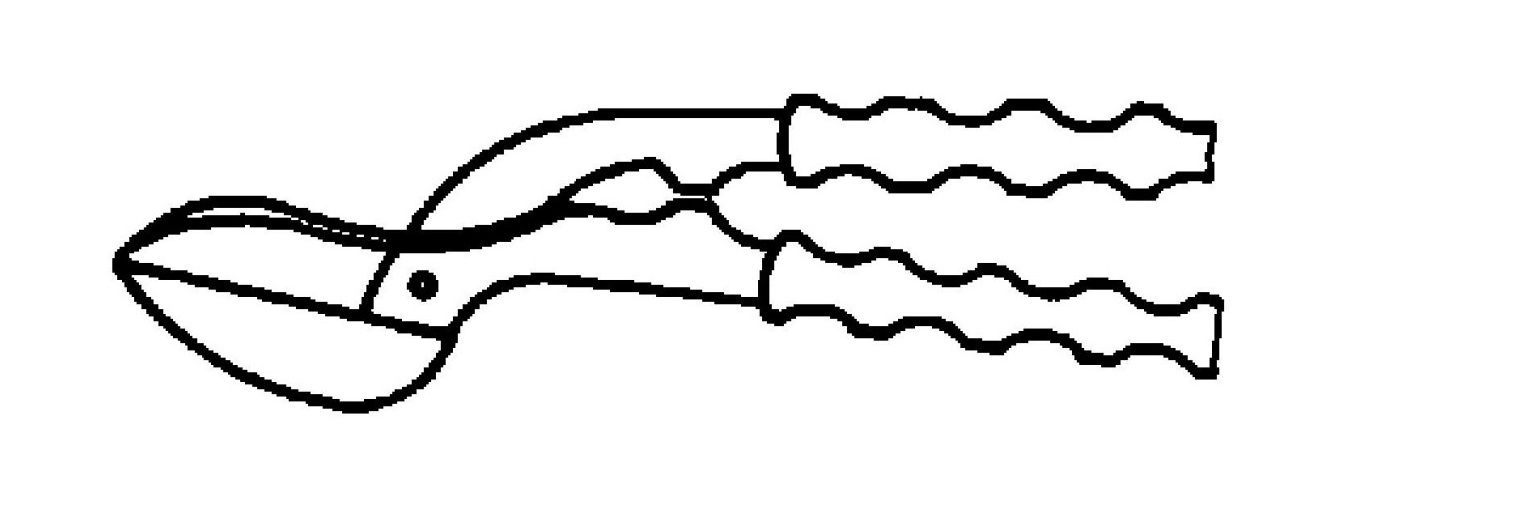
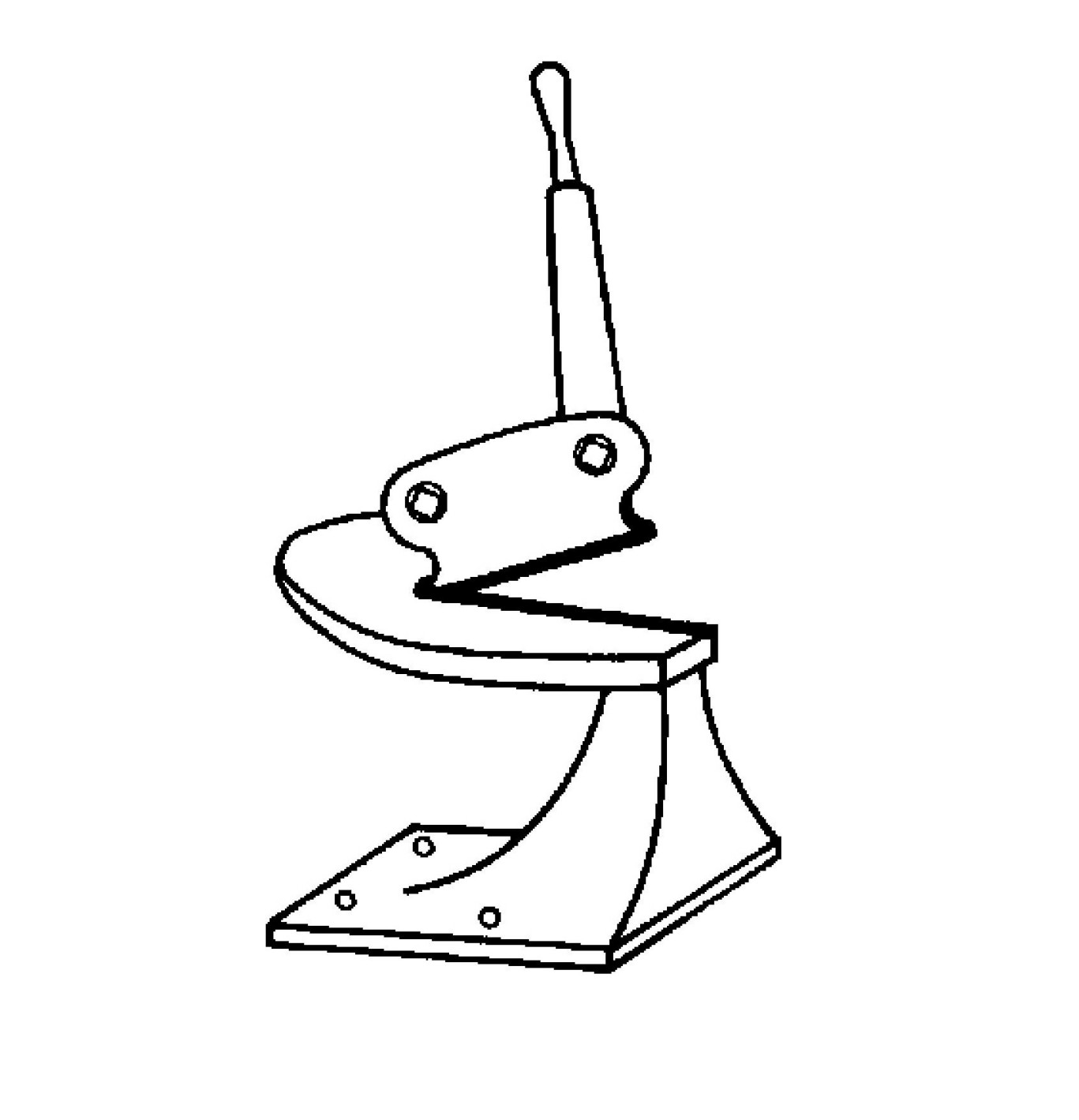
2.3مقص قطع الثقوب
يُستخدم للقطع المنحنية في المعادن الرقيقة. الشفرة المنحنية أحادية الجانب غير مناسبة للقطع المستقيمة.
2.4قص المنحنى
مثالي للقطع الدائري أو المنحني للصفائح الرقيقة إلى متوسطة السُمك حتى 4 مم. يمكن تدوير الصفيحة أثناء القطع.
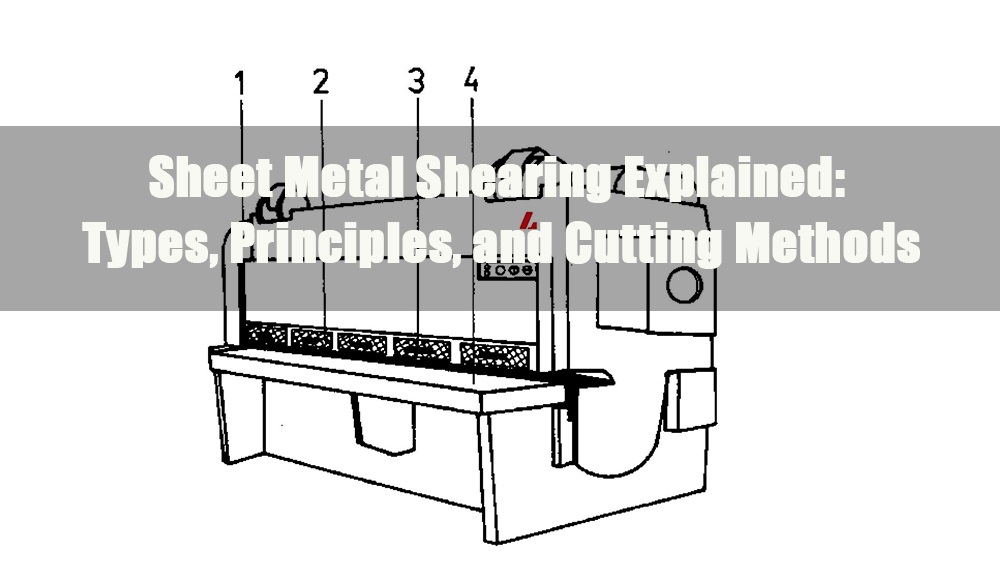
2.5آلة المقصلة
تُستخدم لقطع صفائح رقيقة (حوالي 3 مم) بشكل مستقيم على أطوال طويلة. تلامس الشفرة العلوية الشفرة السفلية. متوفرة بطرازين يدوي وآلي.
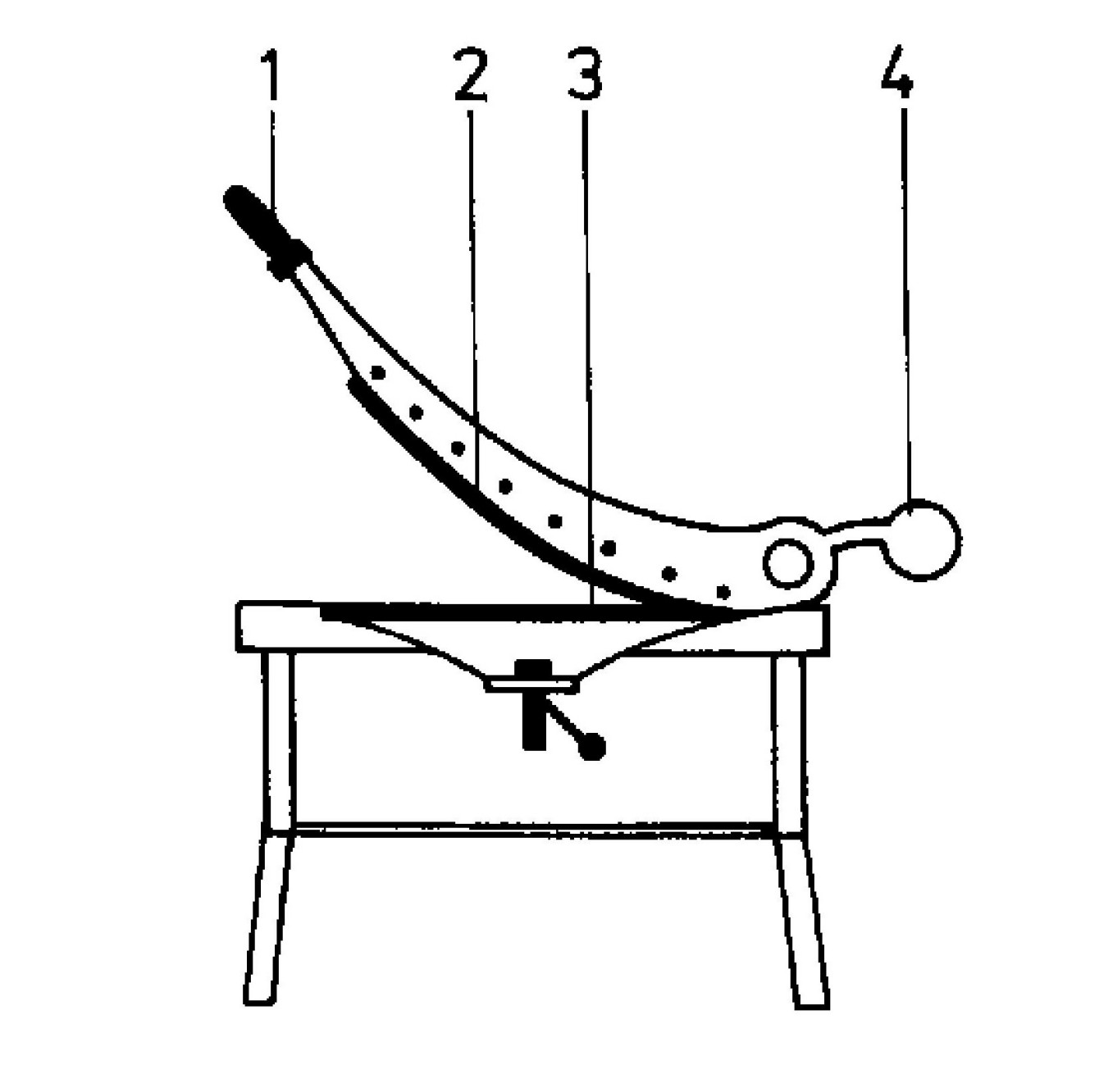
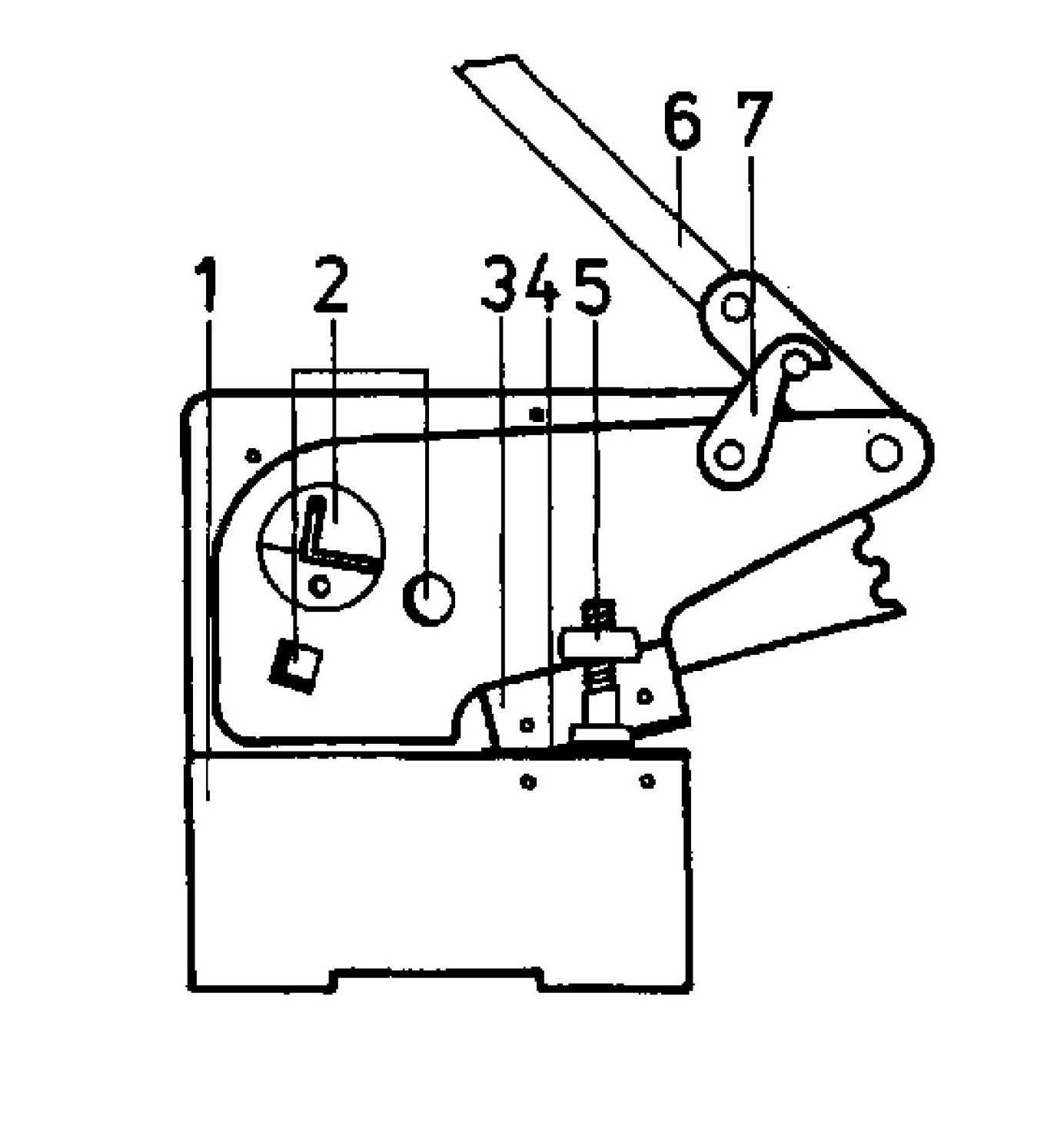
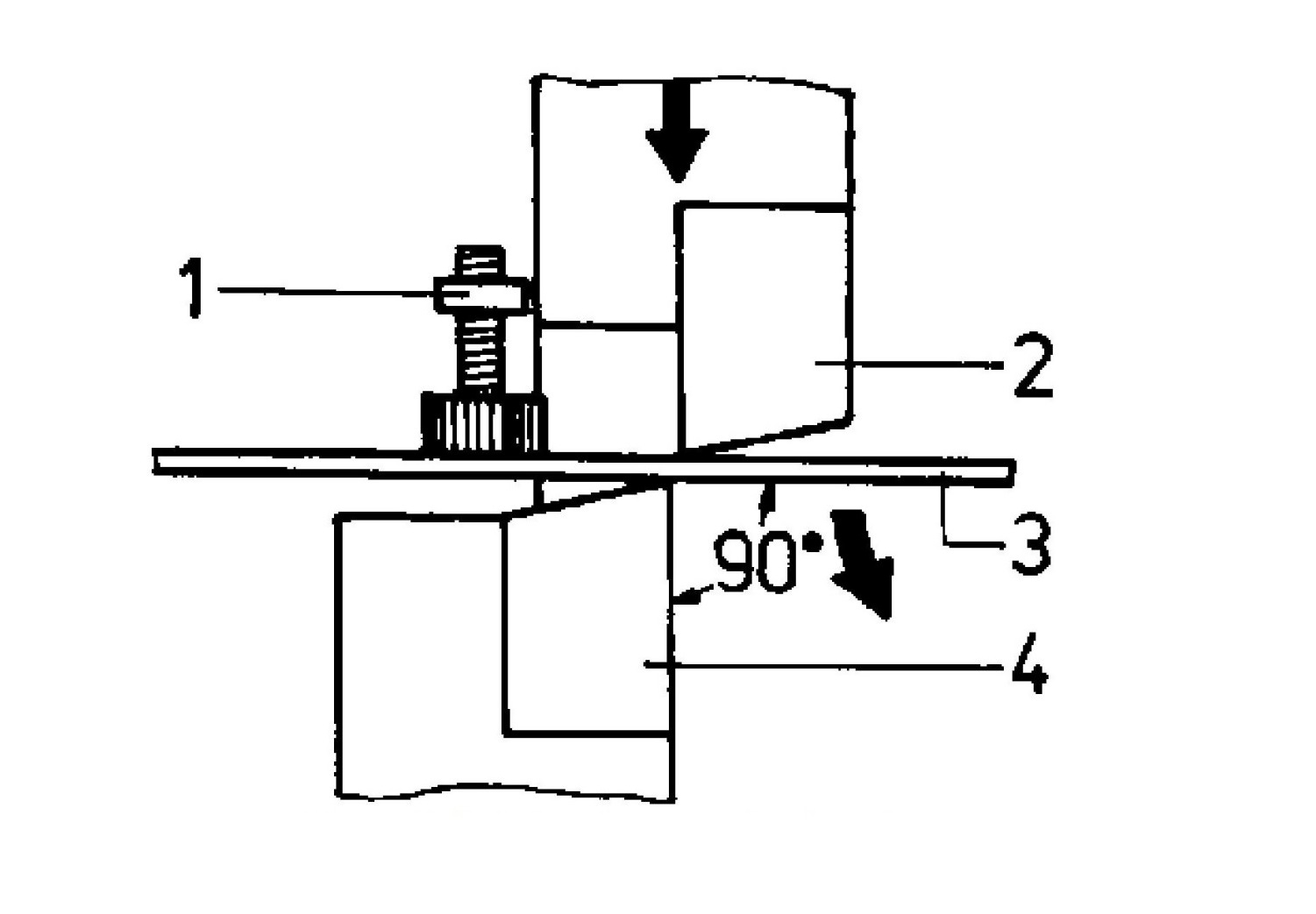
2.6رافعة القص
يُجري قطعًا قصيرة مستقيمة أو منحنية في قطاعات صفائح معدنية أو فولاذية متوسطة السُمك. تدور الشفرة العلوية للأسفل عبر ذراع ناقل حركة. يمنع جهاز قفل حركة الشفرة غير المقصودة.
2.7القص الدائري (القص الأسطواني)
يُستخدم للقطع المنحني الطويل في الصفائح الرقيقة أو السميكة. يتميز بشفرات دوارة على شكل عجلة. قد يلزم تمريرات متعددة للمواد السميكة.
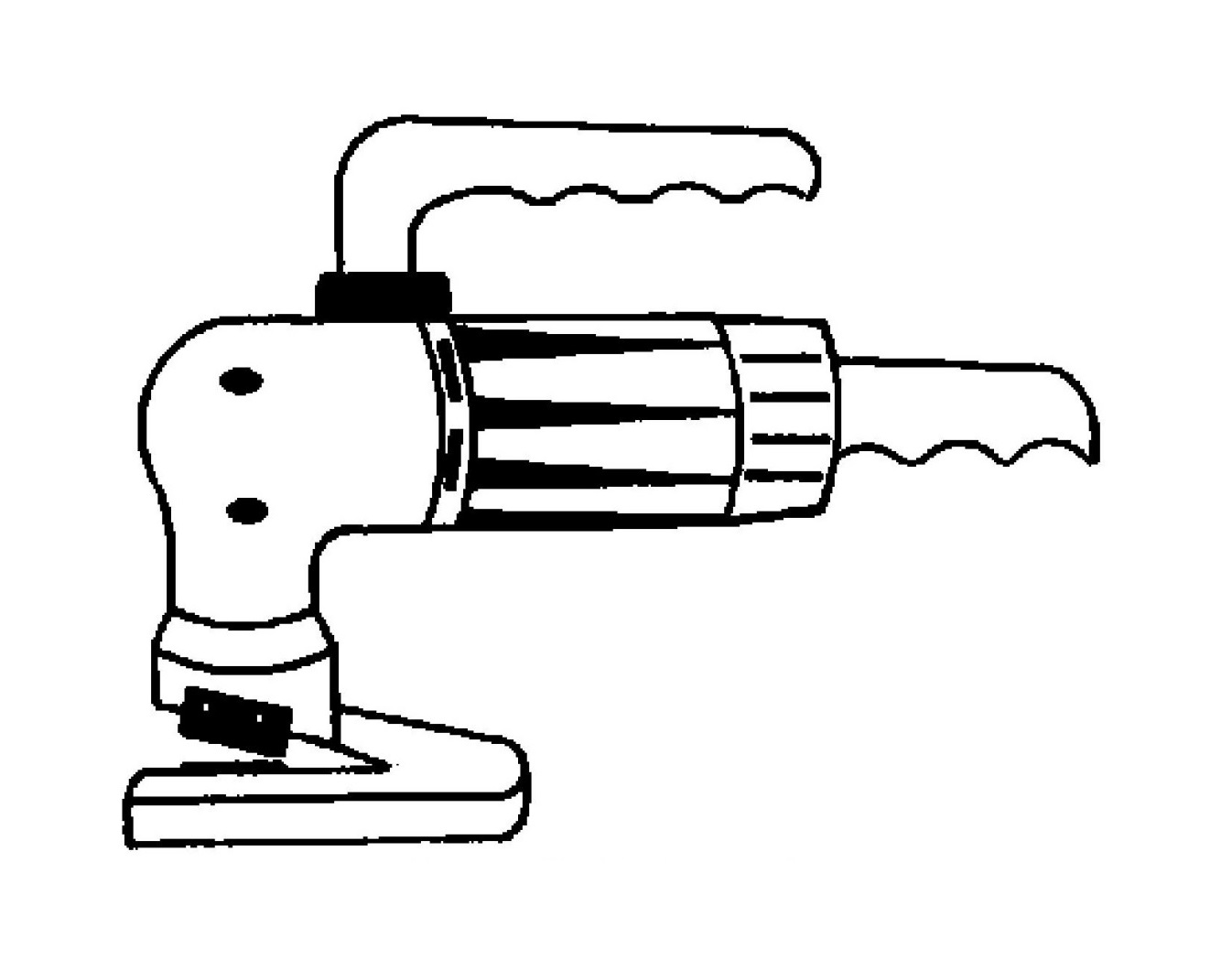
2.8قصّة علب الصفيح الكهربائية
تُستخدم لقطع صفائح رقيقة ذات مسارات منحنية. تتحرك الشفرة العلوية بسرعة لأعلى ولأسفل بواسطة محرك، بينما يوجه المشغل الصفيحة.
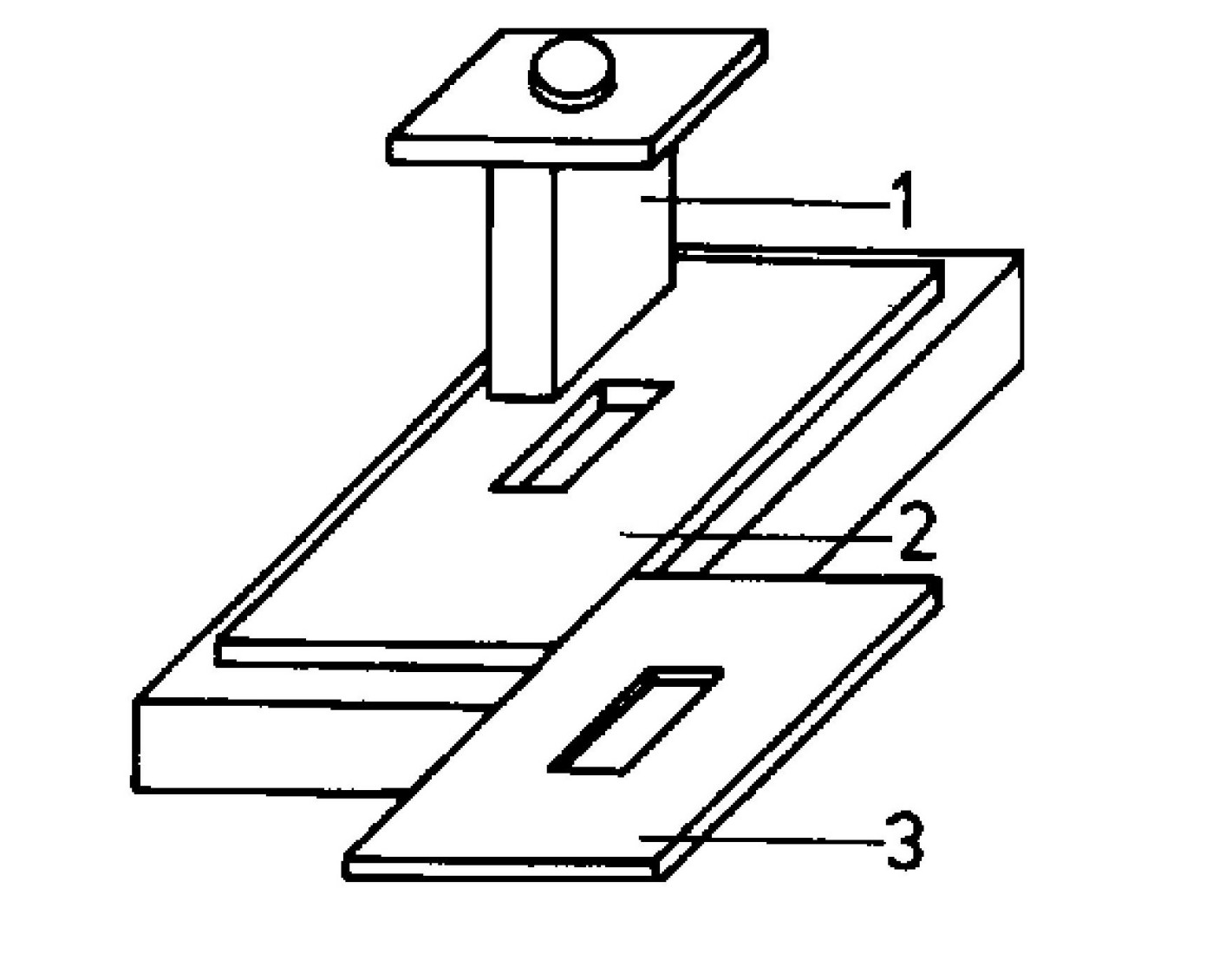
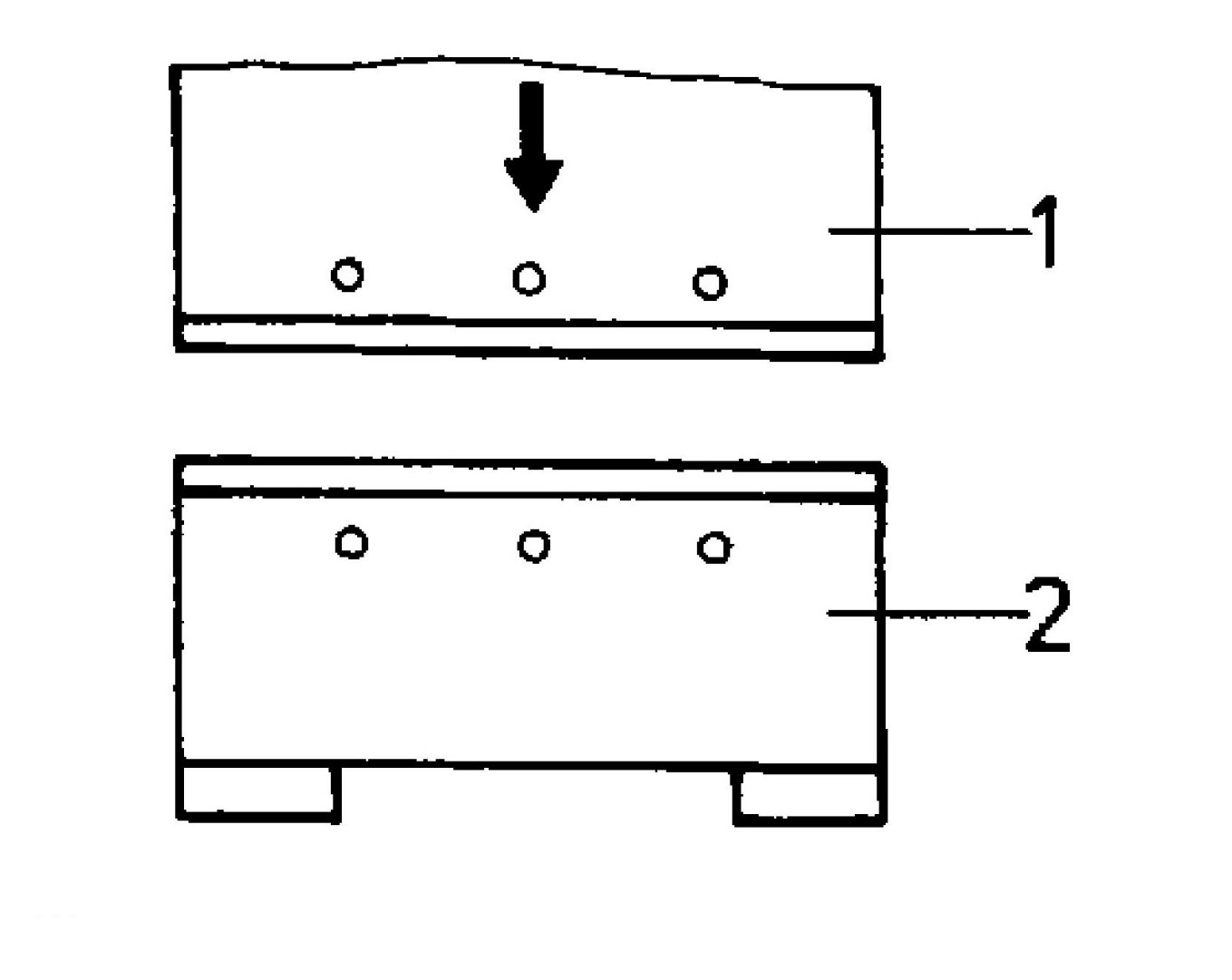
2.9أدوات القطع (الثقب والقوالب)
تُستخدم للقطع المتكرر والمتطابق في الإنتاج. تُثبّت المثقبة بدقة في صفيحة القطع بمسافة تتراوح بين 0.05 و0.1 مم، حسب سُمك الصفيحة.
القراءة الموصى بها:استكشاف أخطاء فشل الثقب وإصلاحها: المحاذاة والخلوص ونصائح السلامة
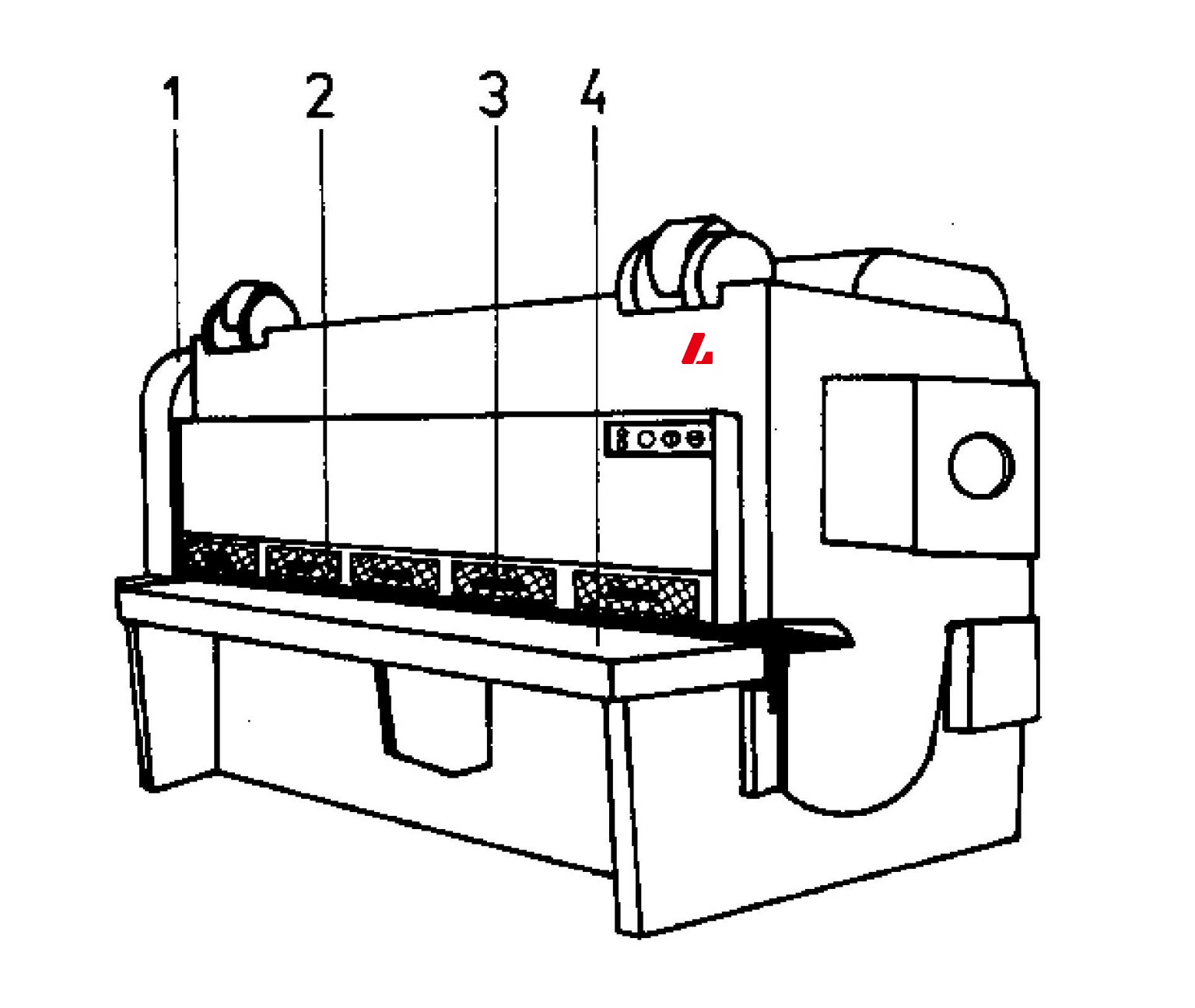
2.10آلة القص العاملة بالطاقة
للصفائح المعدنية الطويلة جدًا أو السميكة (أكثر من 10 مم) والمقاطع القوية. تشمل الميزات محركًا قويًا، وقضيب تثبيت هيدروليكي، وضبط فجوة الشفرة.

3.0بناء ومبادئ عمل المقصات
صُممت المقصات لتتحمل قوى القطع العالية. تشمل الاعتبارات الفنية الرئيسية ما يلي:
- زاوية إسفين الشفرة: حوالي 80 درجة، لتحقيق الاستقرار
- زاوية الخلوص: 2°–3°، تقلل الاحتكاك
- فجوة الشفرة: 0.05–0.1 مم × سمك الورقة، لضمان قطع نظيفة
يمكن أن تؤدي الفجوة غير الصحيحة بين الشفرة إلى حواف غير متساوية أو صفائح منحنية.
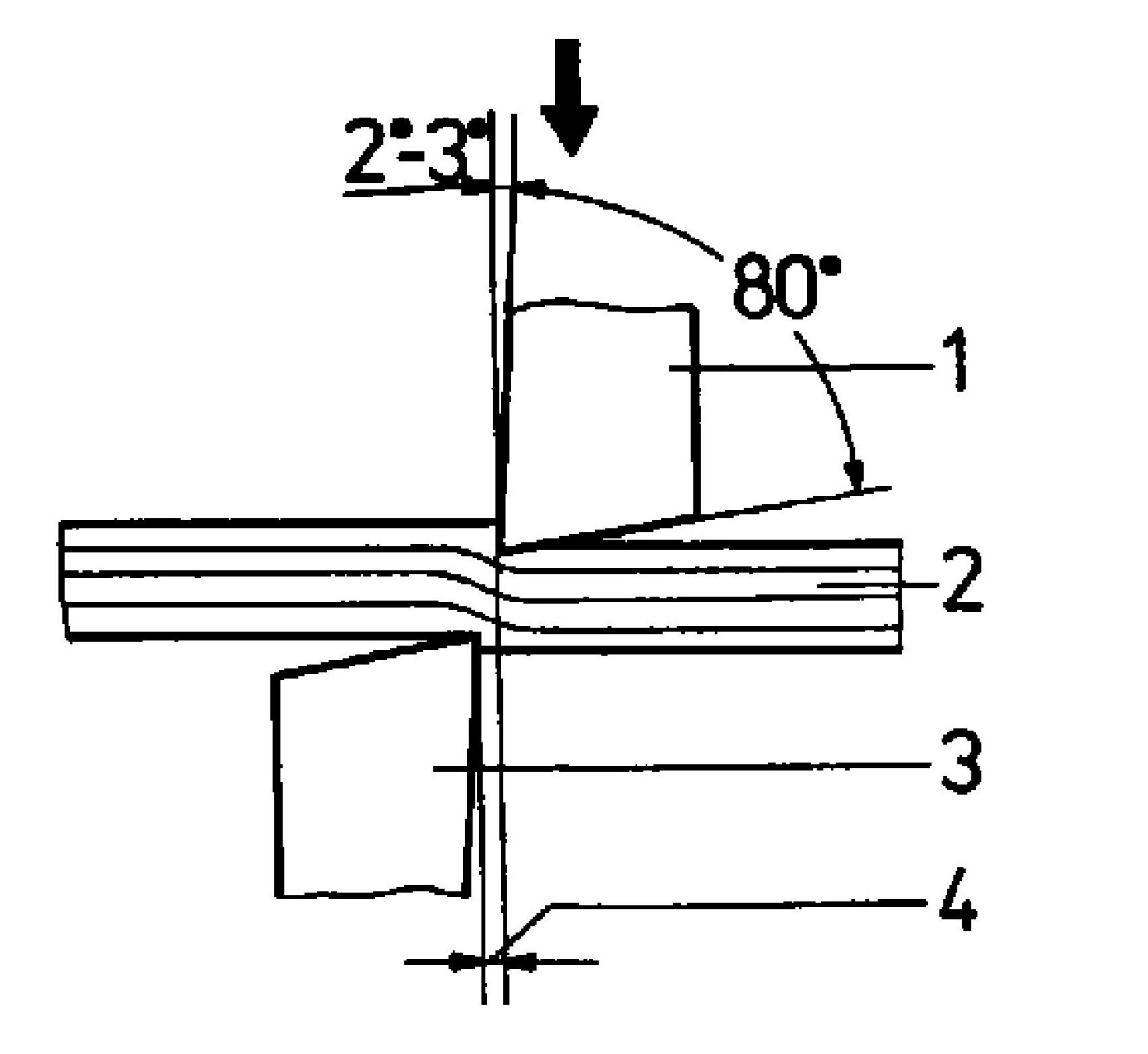
تؤدي الفجوة المفرطة إلى تشطيب سطح رديء وتشوه الورقة.
يؤدي استخدام شريط التثبيت المضبوط بشكل صحيح إلى منع حركة الورقة.
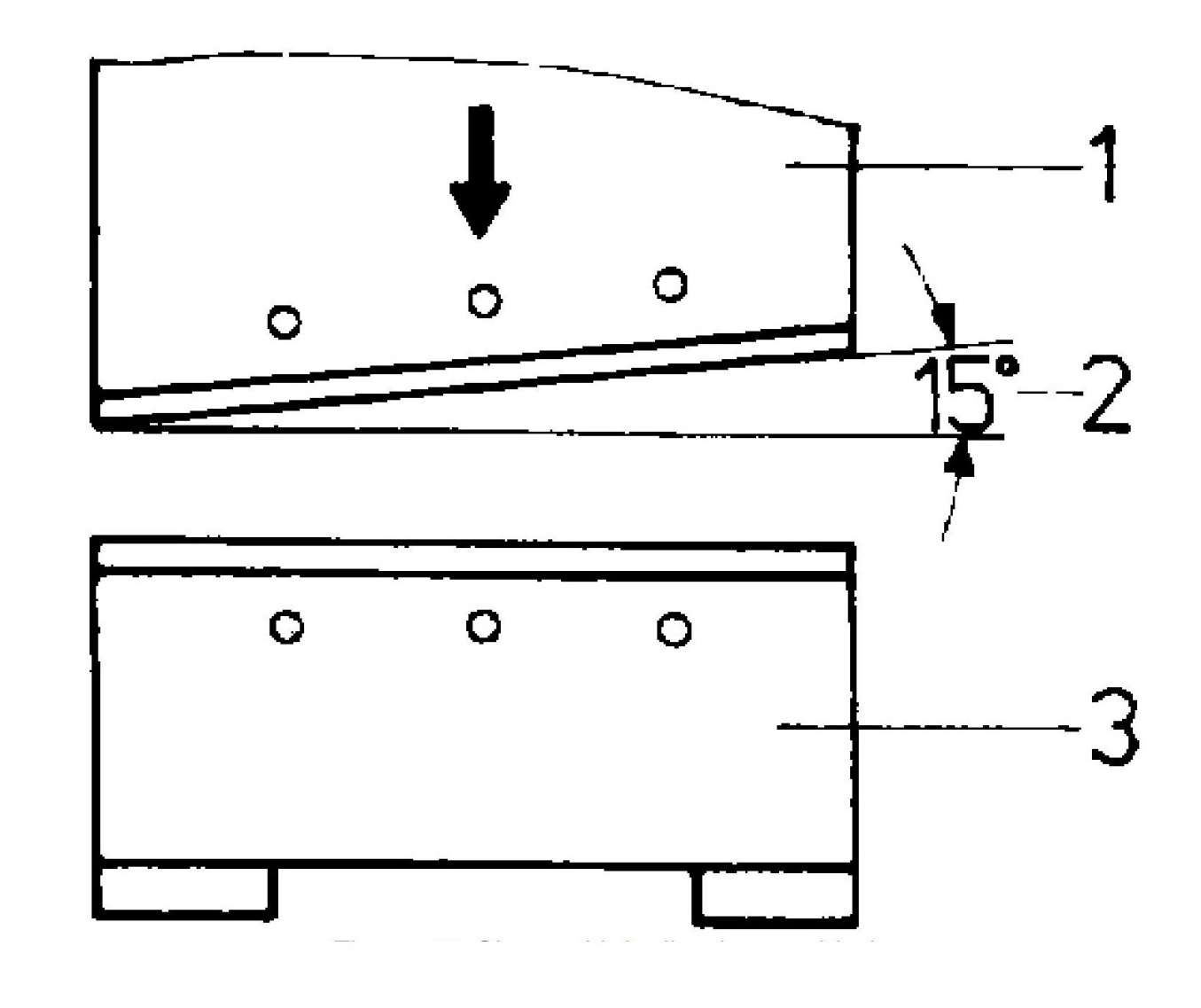
تقص الشفرات المتوازية الحافة بأكملها دفعةً واحدة، مما يتطلب قوةً أكبر. تستخدم معظم الآلات شفرةً علويةً مائلةً لتقليل قوة القطع المطلوبة.
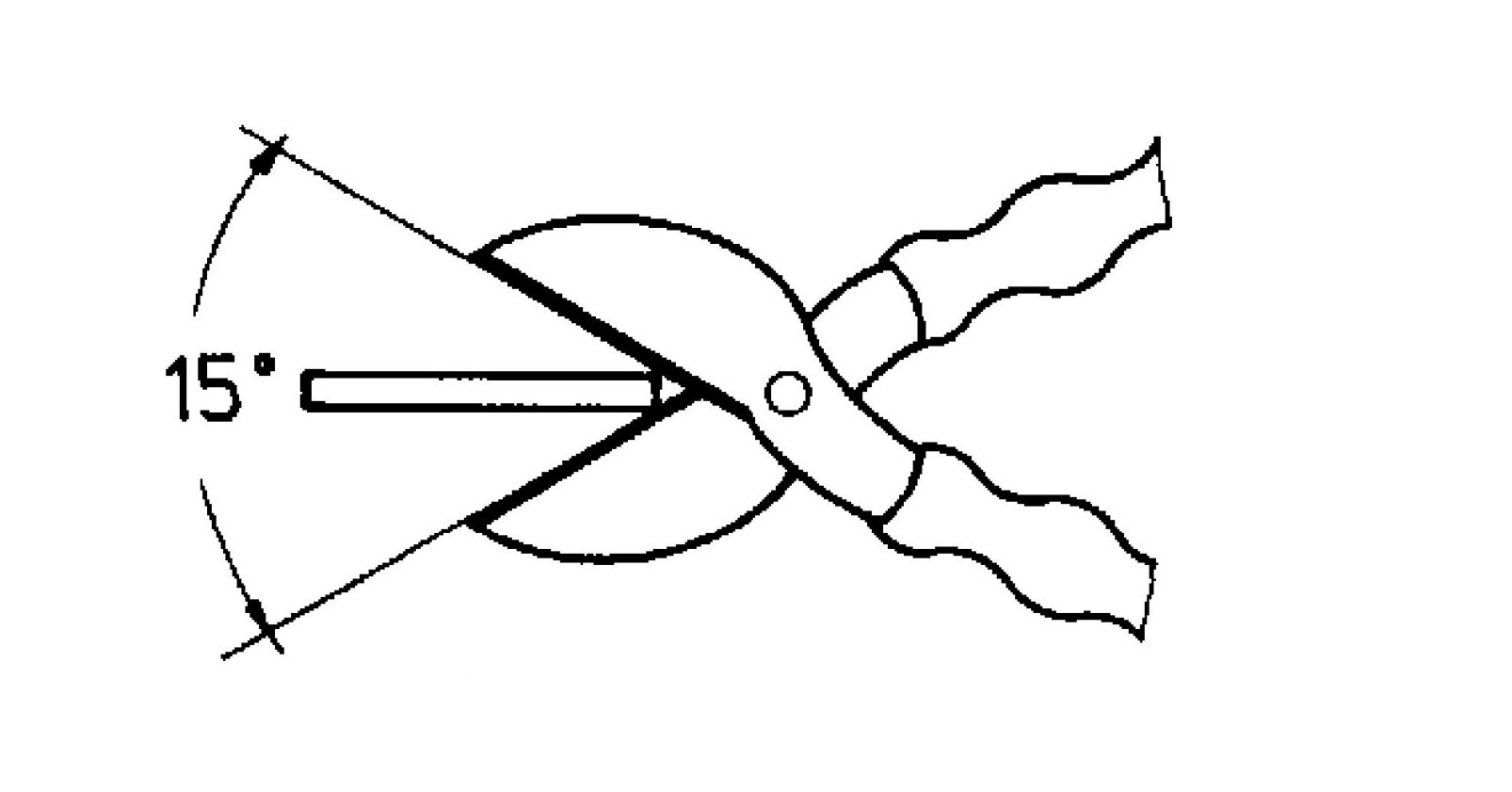
يؤدي إدخال قطعة العمل بعمق في القص إلى زيادة قوة الرفع، ولكنه يزيد أيضًا من خطر انزلاق قطعة العمل. زاوية ميل الشفرة (~15 درجة) ضرورية للحفاظ على جودة القطع.
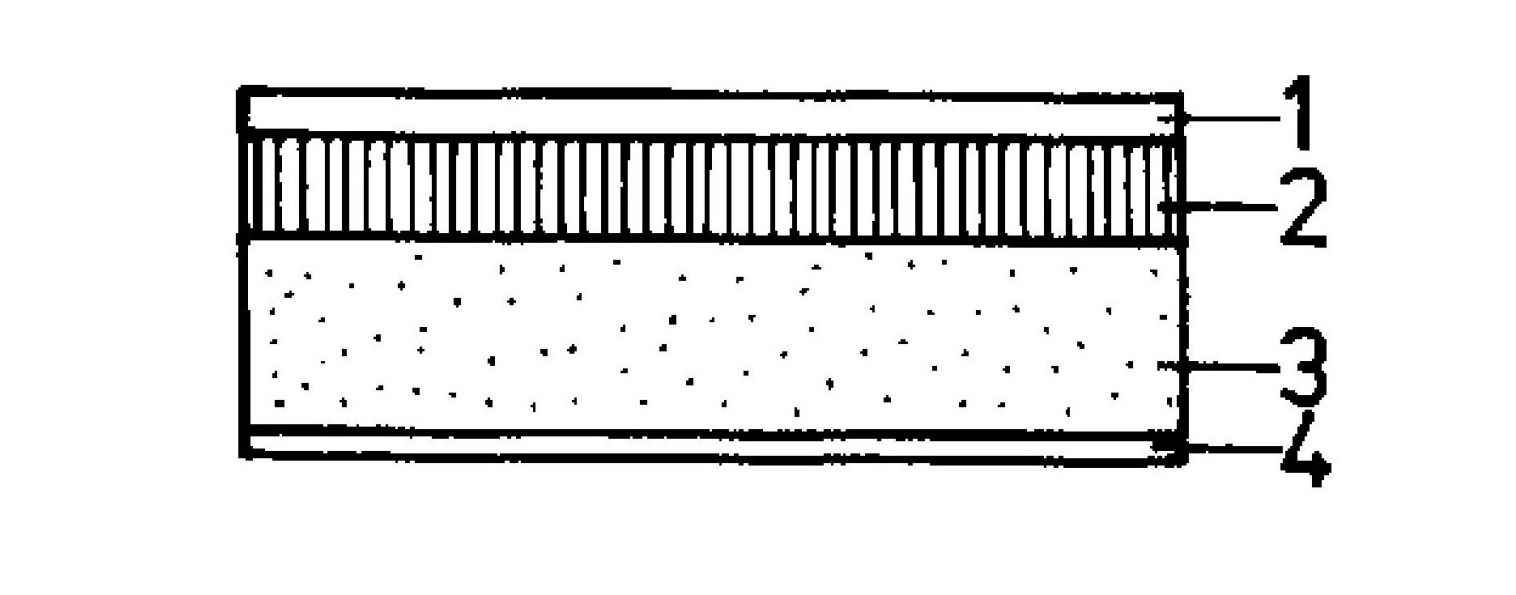
4.0عملية القص: التشغيل خطوة بخطوة
تتكون عملية القص من ثلاث مراحل رئيسية:
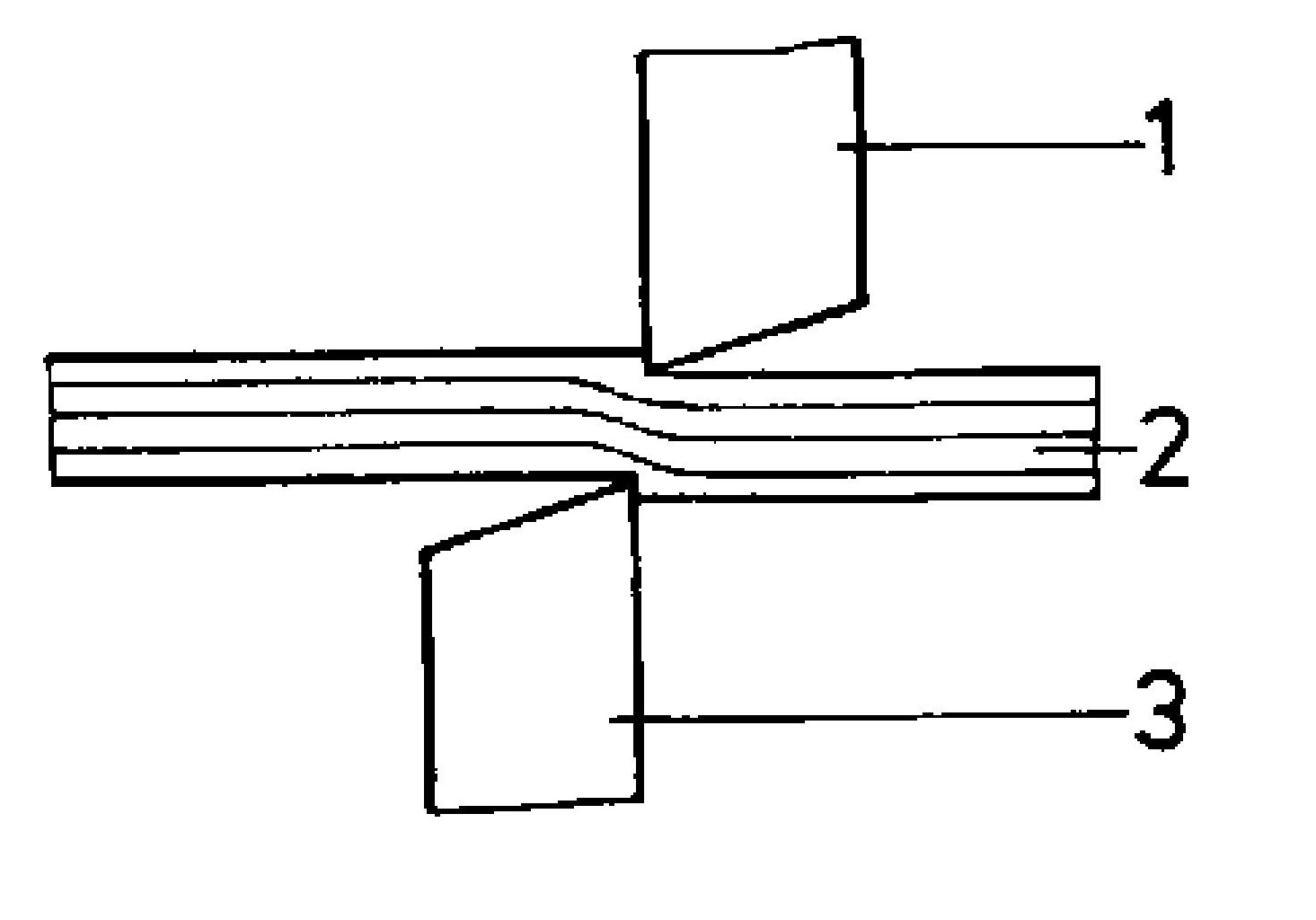
4.1الشق
الانخفاض الأولي للمادة عندما تلامس الشفرات الورقة.
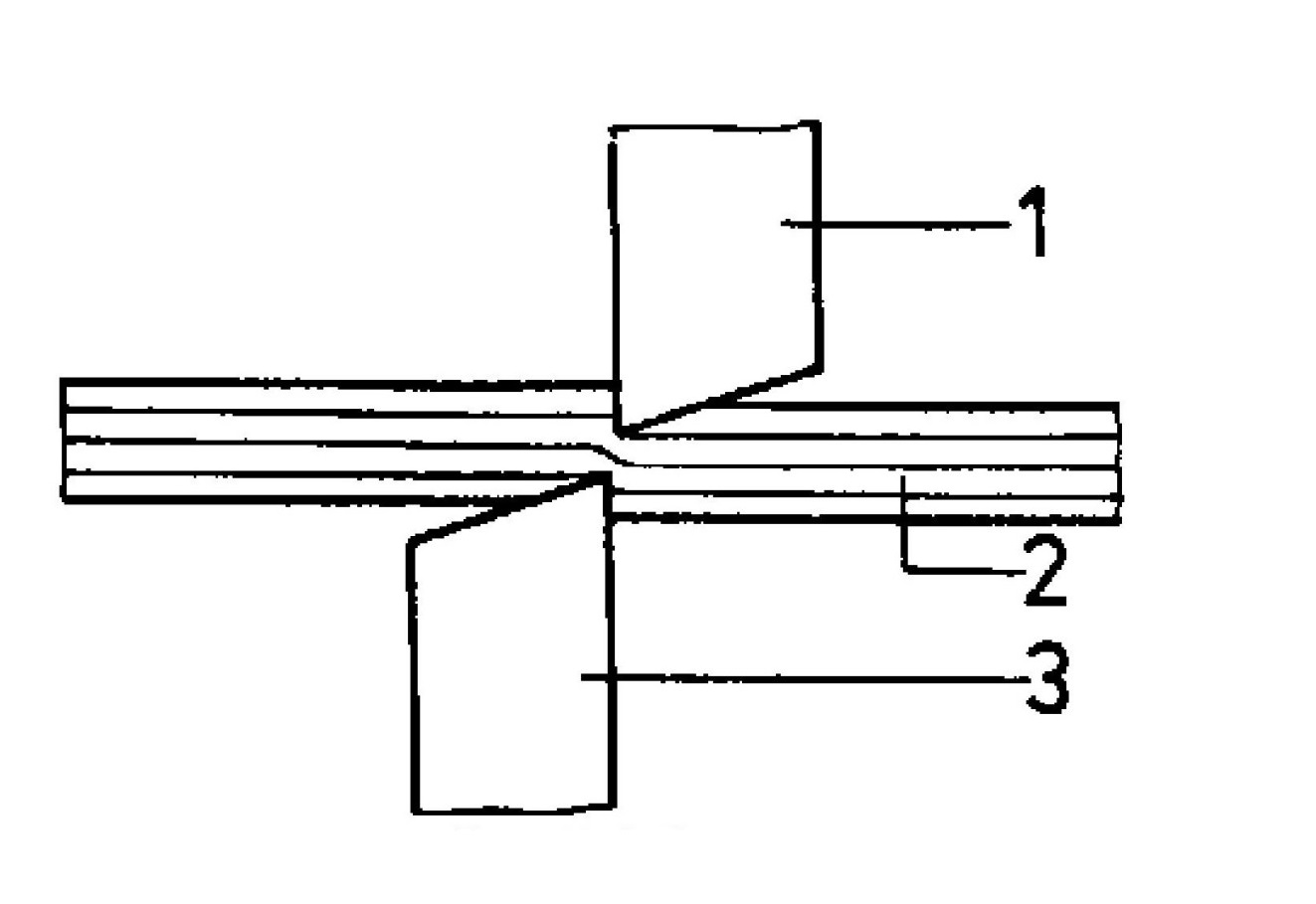
4.2القطع
تخترق الشفرات وتكسر الهيكل المعدني.
4.3تمزق
الانفصال النهائي للمادة بسبب التوتر الداخلي والتمزق.
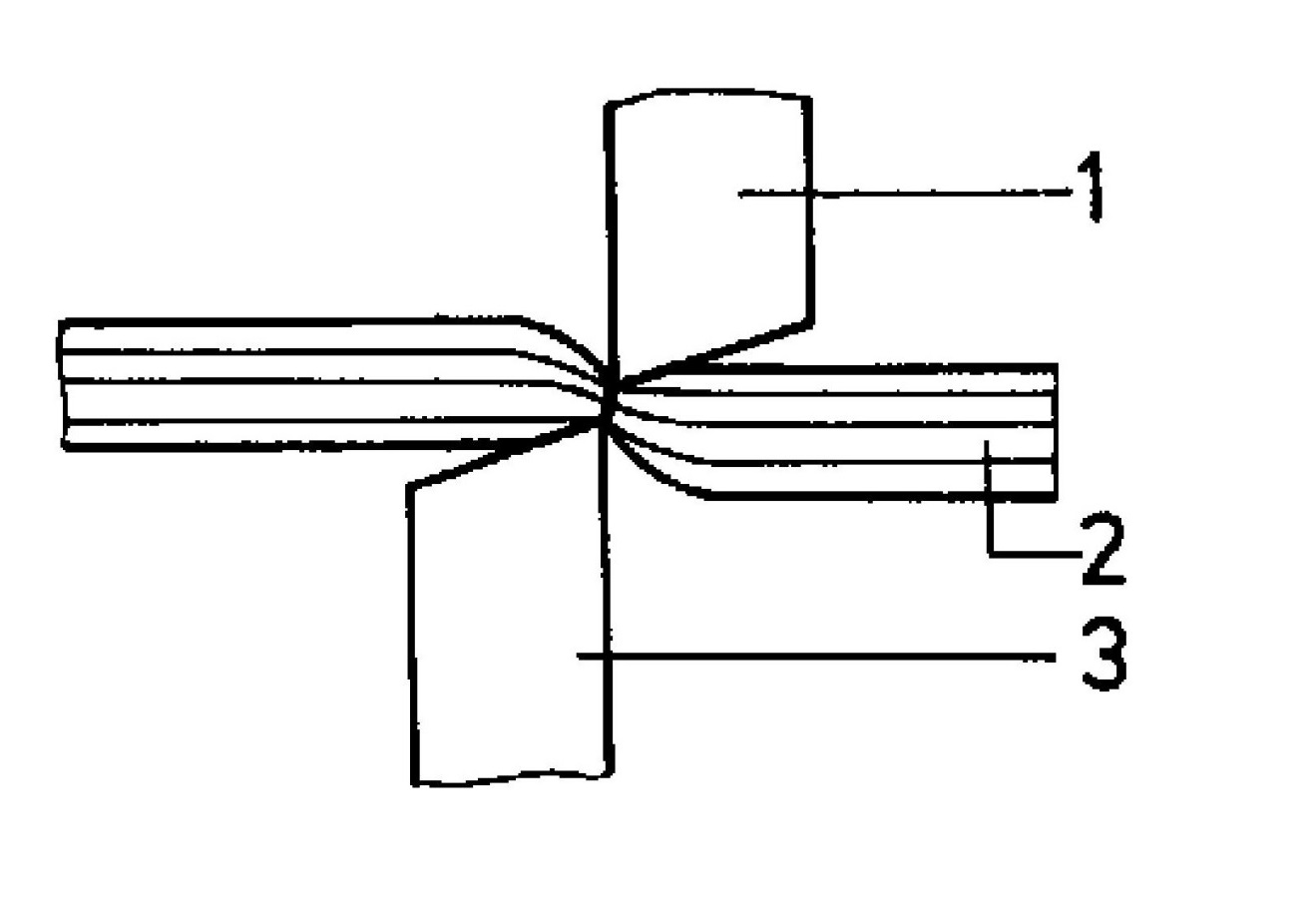
تترك هذه المراحل مناطق يمكن التعرف عليها على الوجوه المقطوعة بصفائح سميكة.
5.0تقنيات القص: طرق القطع واستخداماتها
يمكن تصنيف القص حسب نوع ومدى فصل المواد:
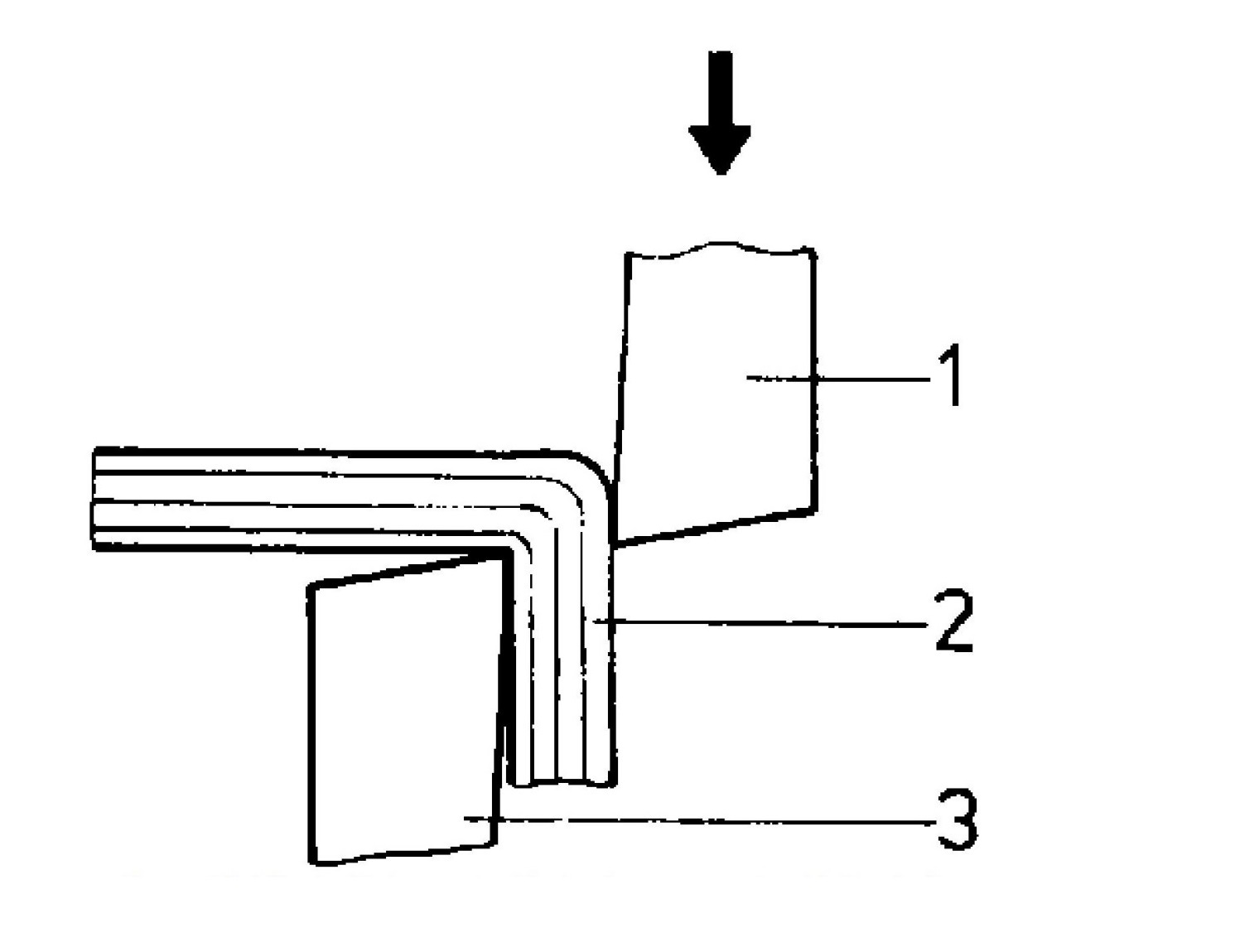
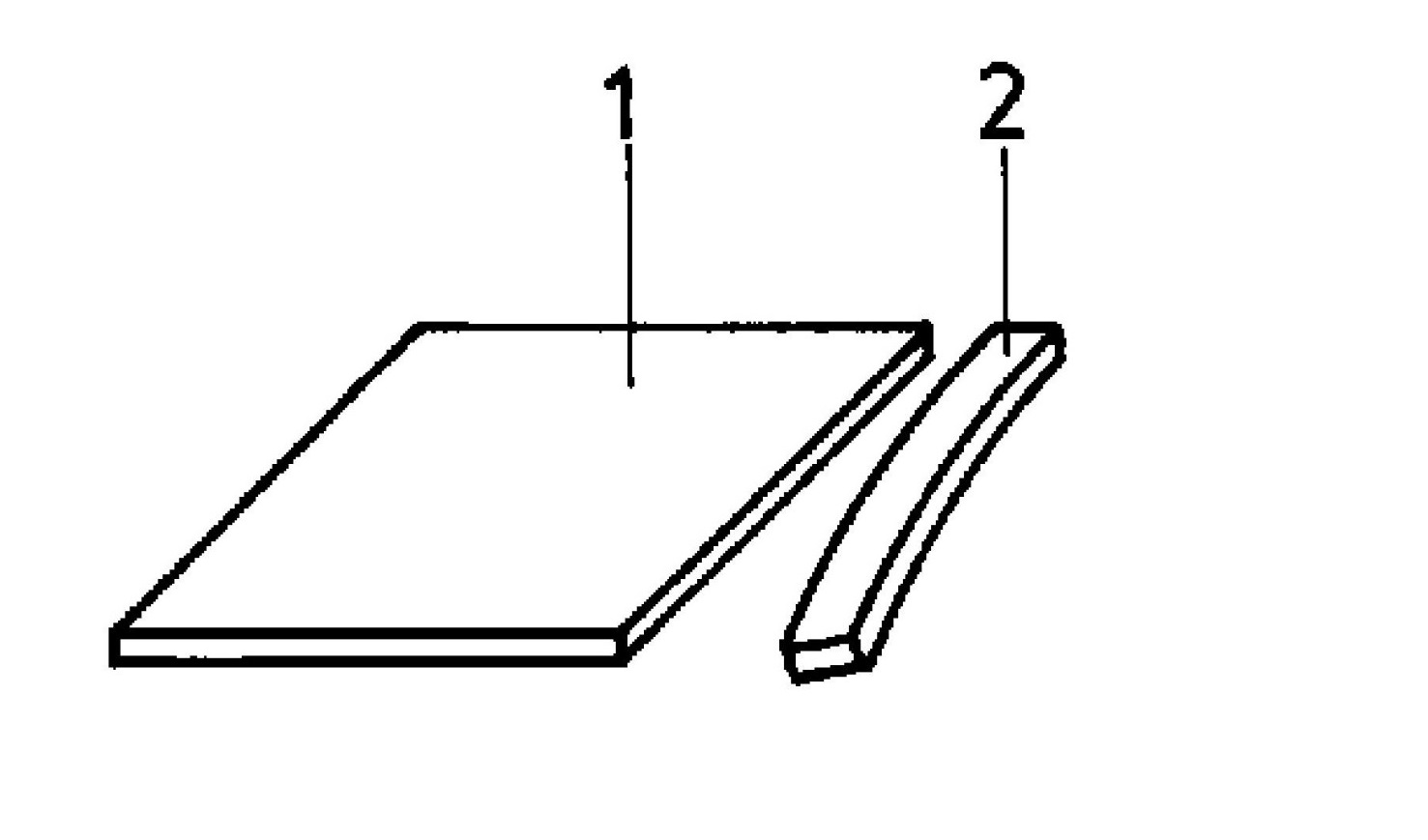
5.1القطع
تُستخدم قطعات جزئية عميقة لتحضير الصفيحة لعمليات الثني أو الطي اللاحقة. لا يمر القطع عبر المادة بالكامل، بل يُضعفها على طول خط مستقيم للسماح بتشوه دقيق ومنضبط.

5.2قطع
قطع كامل يفصل قطعة العمل إلى قسمين، عادةً لإزالة المواد غير المرغوب فيها كخردة. وهو عملية قص أساسية تُجرى باستخدام مقصات يدوية أو آلية.
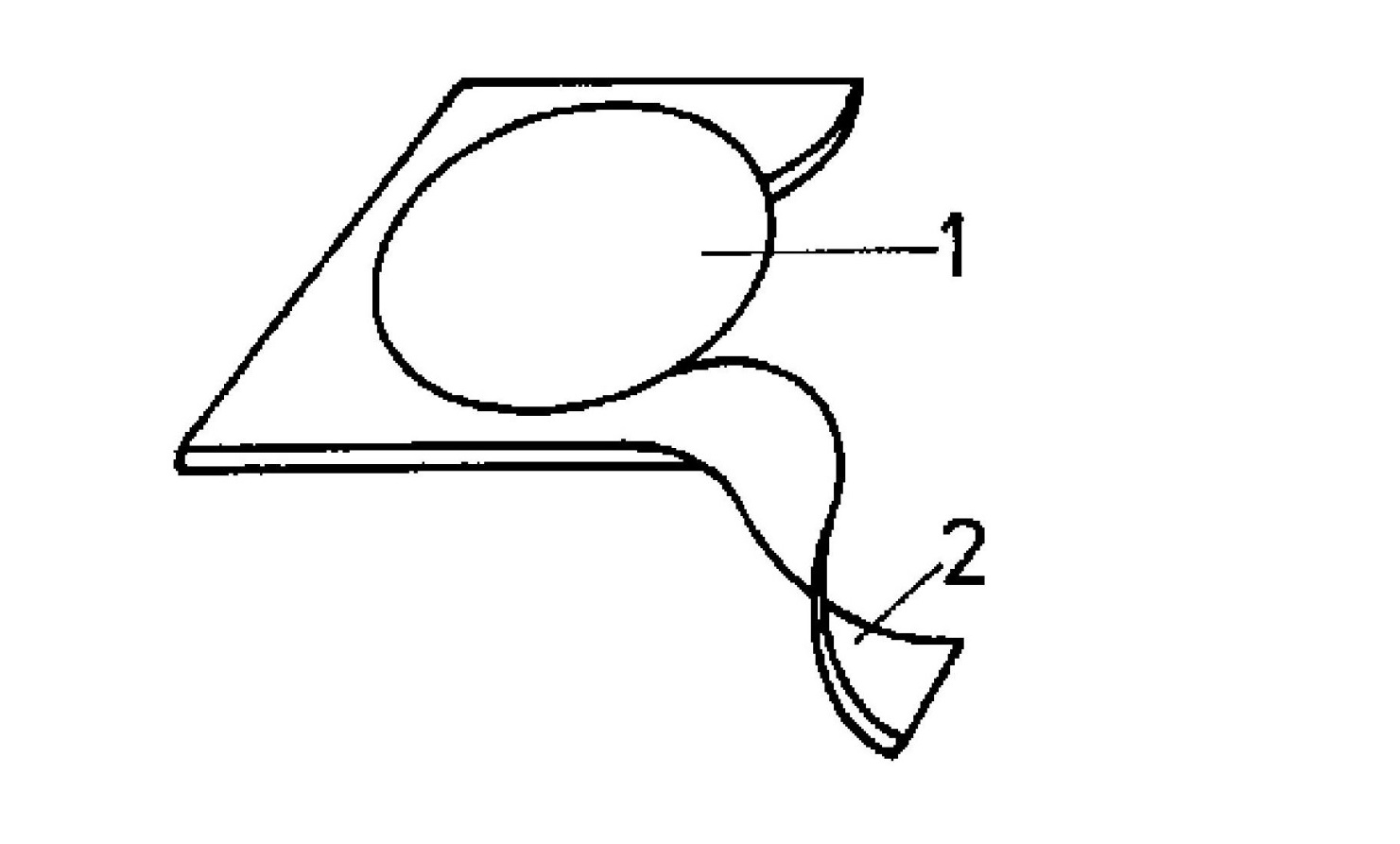
5.3القطع
تتضمن هذه التقنية القطع على طول محيط مغلق، مثل دائرة أو مستطيل، حيث يكون الجزء الداخلي هو قطعة العمل المطلوبة، ويُهمَل الجزء الخارجي. تُستخدم هذه التقنية عادةً لاستخلاص الأشكال الوظيفية من مواد الصفائح.
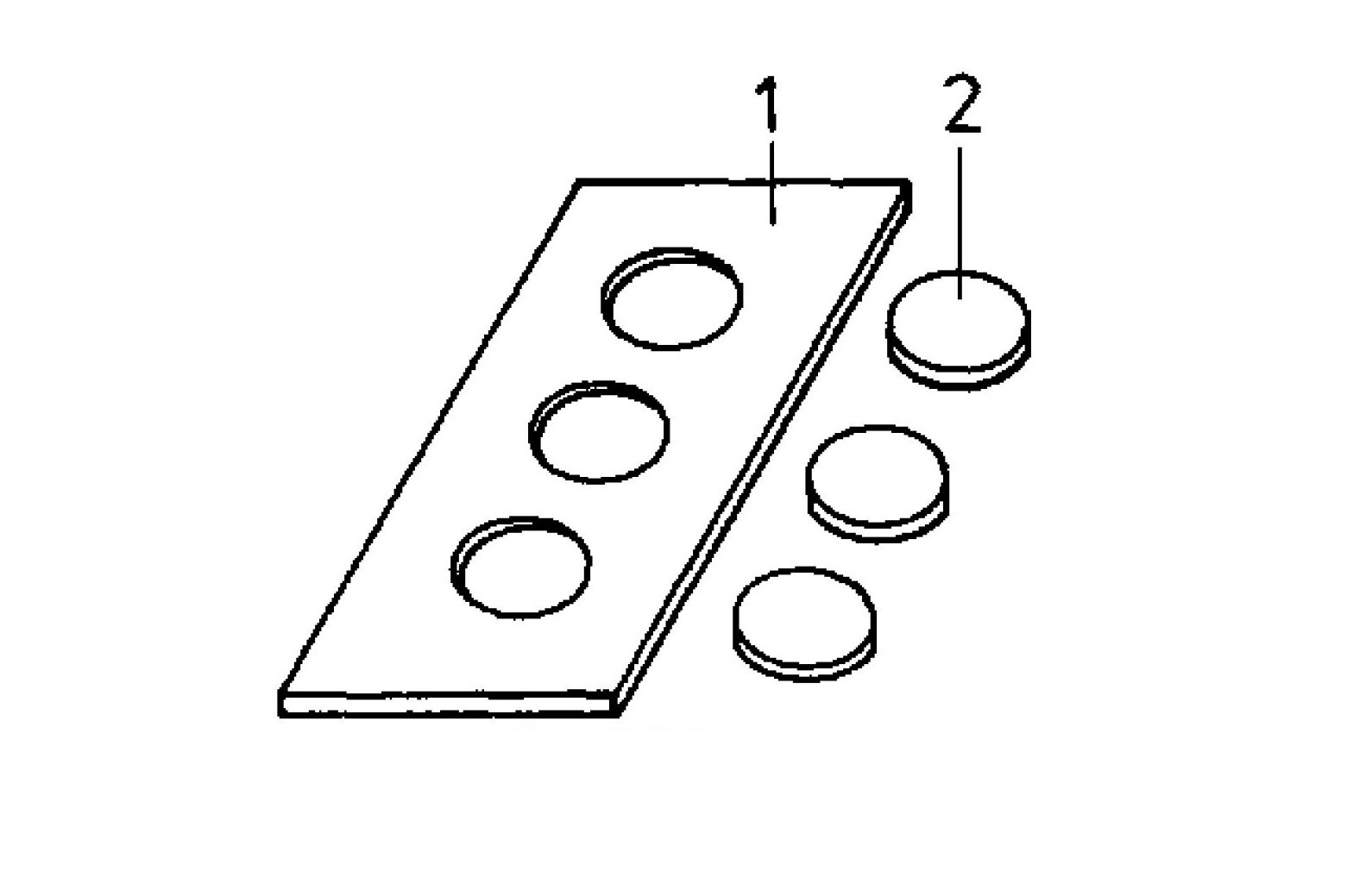
5.4اللكم
كما هو الحال في عملية القطع، تتبع عملية التثقيب مسارًا مغلقًا. ومع ذلك، في عملية التثقيب، يُعتبر الجزء الداخلي المُزال نفايات، وتُشكّل الصفيحة المحيطة المتبقية قطعة العمل الفعلية. تُعد هذه العملية من أكثر العمليات شيوعًا في معالجة الصفائح الصناعية.
5.5الضغط المتكامل في التصنيع الحديث
في عمليات التصنيع الحديثة، تستطيع آلات الضغط تنفيذ جميع تقنيات القص المذكورة أعلاه - القطع الداخلي، والقطع، والقطع الخارجي، والثقب - باستخدام مجموعات مخصصة من آلات الثقب والقوالب. تُستخدم هذه الآلات عادةً في عمليات الختم التدريجي بالقالب. مكابس هيدروليكية، و مكابس الإطار C تستخدم في الإنتاج الضخم.
تقدم آلات الطباعة:
- القدرة العالية على التكرار والاتساق
- أوقات دورة مخفضة
- قطع معقد متعدد المراحل بضربة واحدة
- التكامل مع أنظمة التغذية والأتمتة
وقد أدى هذا التكامل إلى جعلها أدوات أساسية في قطاعات مثل تصنيع السيارات والأجهزة والإلكترونيات.
6.0إجراءات التشغيل: تنفيذ مهام القص
6.1القطع باستخدام مقص تينرز
- قم بوضع علامة على الورقة بدقة
- افتح الفكين بزاوية 15 درجة تقريبًا، ومحاذاة الخط
- قم بإغلاق القصاصة جزئيًا، وتجنب التمزيق
- التقدم خطوة بخطوة إلى الطول الكامل
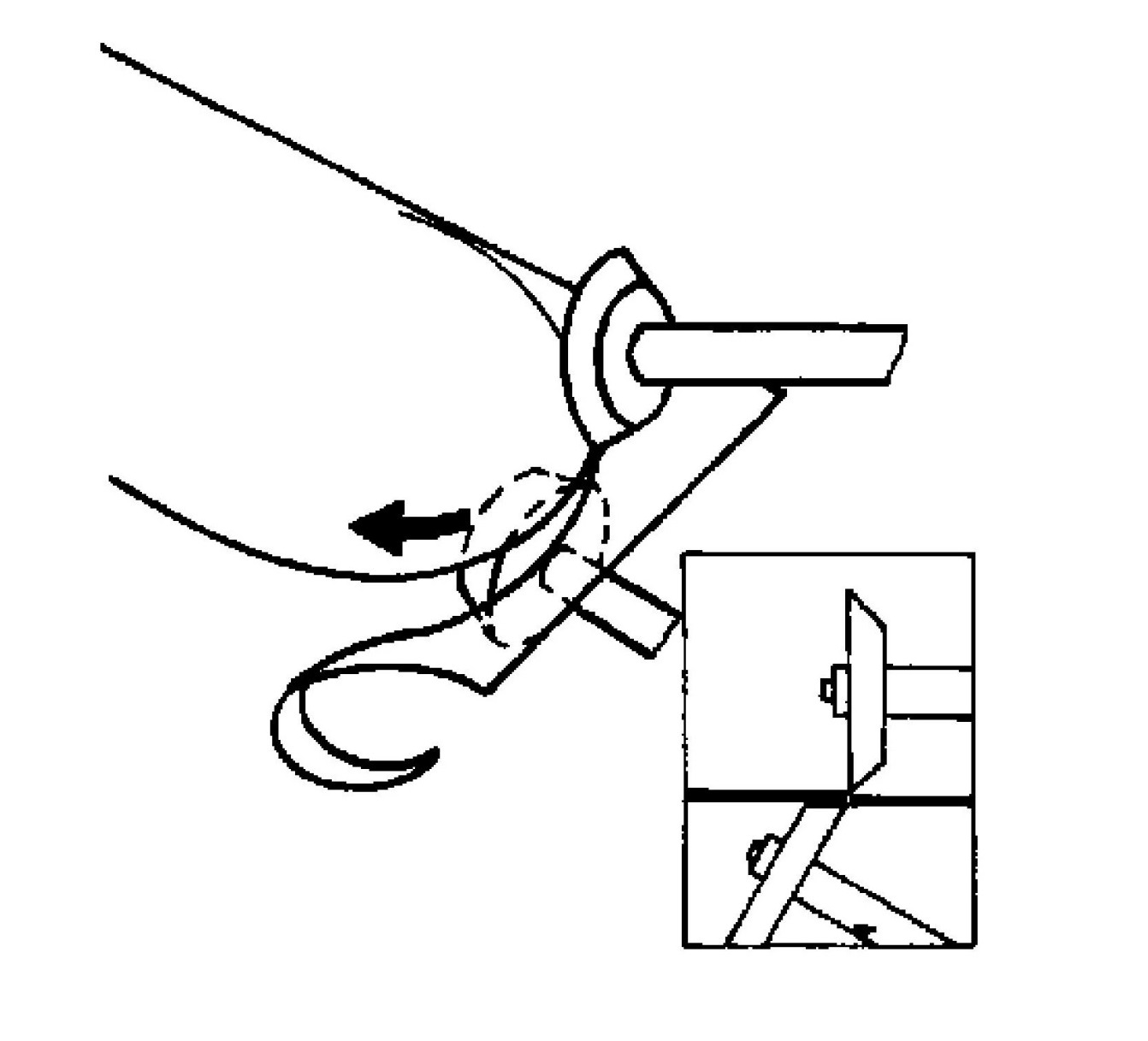
6.2القطع باستخدام القص بالرافعة
- قم بتمييز الورقة ومحاذاتها
- اضبط خلوص الشفرة إذا لزم الأمر
- قم بتشغيل شريط التثبيت ورافعة الفتح
- قم بخفض الشفرة بسلاسة، وتجنب الضربة الكاملة لمنع التشقق
- قم بقفل الرافعة بعد القطع، ثم قم بإزالة الخردة
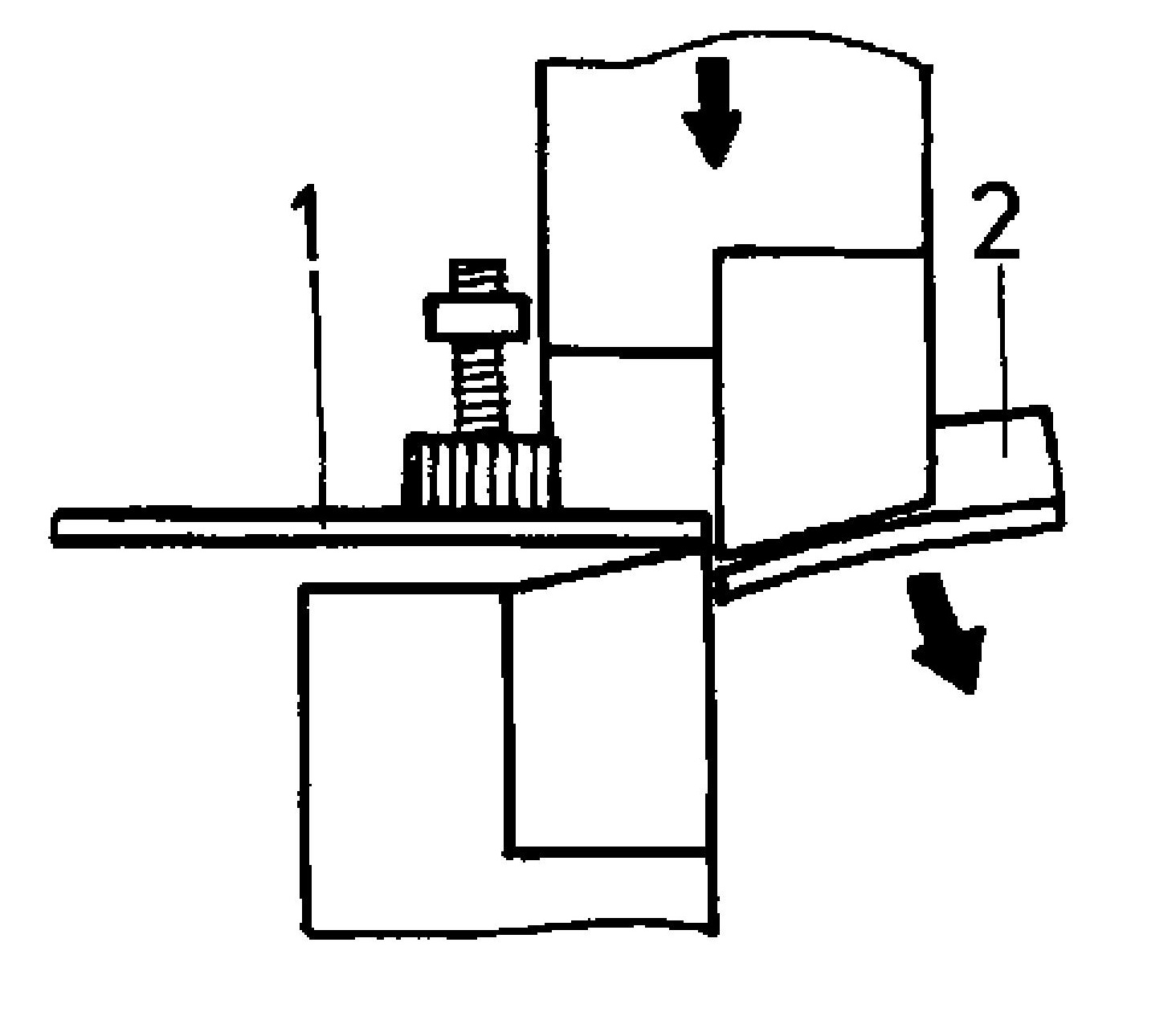
ضع دائمًا الجانب الخردة على يمين خط رؤيتك.
6.3أقسام زاوية القطع باستخدام القص بالرافعة
- حدد السطح الداخلي
- أدخل حامل الشفرة في القسم المخصص
- تتماشى مع أحدث التقنيات
- افتح القفل واسحب الرافعة للأسفل بقوة
- التخلص من النفايات على الفور

7.0إرشادات السلامة لعمليات القص
- ارتدِ القفازات عند التعامل مع الصفائح المعدنية
- أبقِ يديك بعيدًا عن منطقة الشفرة
- استخدم فقط الأدوات التي تم صيانتها بشكل صحيح
- تأمين رافعات اليد بعد القطع
- استخدم سكاكين القسم للمقاطع الهيكلية
- اتبع جميع التعليمات من الشركات المصنعة للمعدات
- تخلص من الخردة المنحنية أو الحادة على الفور لتجنب الإصابة
8.0الأسئلة الشائعة
ماذا يحدث إذا كانت مسافة الشفرة واسعة جدًا؟
جودة السطح رديئة، ووجود نتوءات، وانحناء في الصفائح.
لماذا زاوية إسفين الشفرة كبيرة جدًا؟
لضمان استقرار ومتانة حافة القطع.
ما هو الفرق بين القطع واللكم؟
في عملية القطع، يتم الاحتفاظ بالقطعة الداخلية، وفي عملية التثقيب، تصبح القطعة الداخلية بمثابة نفايات.
لماذا تعتبر زاوية الميل 15 درجة مهمة؟
يقلل من قوة القطع المطلوبة ويحسن جودة القطع.
لماذا يجب قطع المقاطع الهيكلية باستخدام سكاكين المقطع؟
قد تتشقق الشفرات المسطحة أو تنكسر عند قطع الأقسام الصلبة.
9.0خاتمة
القصّ طريقة سريعة وفعّالة وموثوقة لمعالجة الصفائح المعدنية ومقاطع الفولاذ. إتقان اختيار الأدوات وضبط الآلات وإجراءات السلامة يضمن نتائج عالية الجودة ويُقلّل من المخاطر في تصنيع المعادن.




