

- 1.0ما هو ثني الصفائح المعدنية؟
- 2.0أساسيات ثني المعادن
- 3.0اعتبارات التصميم الرئيسية لثني الصفائح المعدنية
- 4.0الأنواع الرئيسية لثني المعادن
- 5.0المصطلحات الأساسية والمعلمات الهندسية في الانحناء
- 6.0مصطلحات ثني المفتاح والمعلمات الهندسية
- 7.0مقارنة ليونة المعادن الشائعة وتوصيات الانحناء
- 8.0التحديات الشائعة في ثني المعادن والحلول
- 9.0أنواع آلات ثني الصفائح المعدنية
- 10.0مزايا ثني الصفائح المعدنية باستخدام الحاسب الآلي
- 11.0مقارنة بين ثني الصفائح المعدنية وعمليات التصنيع الأخرى
- 12.0سيناريوهات التصنيع المناسبة لثني الصفائح المعدنية
- 13.0الأسئلة الشائعة
- 14.0دليل عملية ثني الصفائح المعدنية بصيغة PDF
1.0ما هو ثني الصفائح المعدنية؟
ثني الصفائح المعدنية هي عملية تصنيع يتم فيها تطبيق قوة خارجية على صفائح معدنية، مما يتسبب في خضوعها للتشوه البلاستيكي في موقع محدد وتشكيل زاوية مرغوبة، عادةً على شكل حرف V أو U.
تُعرف هذه العملية أيضًا بالتشكيل، أو الحاشية، أو الطي، أو التشفيه، أو ثني القالب. يتضمن "ثني القالب" تحديدًا استخدام مجموعة من أدوات الثقب والقوالب، بينما يُشير "الثني" غالبًا إلى العمليات التي تُجرى على مكبس الثني.
دور الانحناء في تطوير المنتجات
يُتيح ثني الصفائح المعدنية للمهندسين ومصممي المنتجات والمُصنّعين مرونةً كبيرةً في إنشاء أشكال هندسية مُعقّدة من قطعة معدنية واحدة، غالبًا دون الحاجة إلى تجميع ثانوي. ويُقدّم هذا النهج العديد من المزايا الرئيسية:
- يقلل من الحاجة إلى اللحام والمثبتات الميكانيكية
- يعزز القوة الهيكلية وتناسق الأجزاء
- يقلل من تكاليف التجميع والعمالة اليدوية
- يبسط التصنيع عن طريق تقليل استخدام الأدوات المعقدة
عادةً ما يُدمج الانحناء مع عمليات أخرى، مثل القطع بالليزر، لإيجاد حل فعال للإنتاج بكميات صغيرة إلى متوسطة. وهو مناسب بشكل خاص للتطبيقات التي تتطلب سرعة في التنفيذ وتكرارًا سريعًا للتصميم عبر أنواع متعددة من المنتجات.
2.0أساسيات ثني المعادن
ثني المعادن عملية تشكيل تُطبّق فيها قوة على طول محور مستقيم لتشويه صفيحة مسطحة بطريقة بلاستيكية إلى زاوية أو شكل محدد. وهي طريقة شائعة الاستخدام في تصنيع الصفائح المعدنية لإنتاج مكونات ذات أشكال هندسية محددة.
تعريف: تتضمن عملية ثني المعادن إعادة تشكيل صفيحة مسطحة على طول خط الانحناء لتحقيق الزاوية أو الشكل المطلوب. خلال هذه العملية، تتعرض المادة لضغط داخلي وشد خارجي.
تغيرات بنية الحبوب: يُعاد تنظيم بنية الحبيبات الداخلية للمعدن أثناء الثني. قد يؤثر هذا التغيير في الخواص الميكانيكية، مما قد يؤدي إلى تصلب موضعي أو انخفاض في قابلية السحب.
اتجاه الحبوب مهم: تمامًا مثل الخشب، يمتلك المعدن اتجاهًا للحبوب ينتج عن عملية تصنيعه.
- ثني موازي يزيد من خطر التشقق بسبب دخول الهواء إلى الحبوب.
- ثني عموديا يوفر للحبوب مزيدًا من المرونة والقوة.
- يعد اختيار اتجاه الانحناء الصحيح أمرًا ضروريًا للحفاظ على سلامة الأجزاء وأدائها
اعتبارات نصف قطر الانحناء:
- يمكن أن يؤدي نصف قطر الانحناء الصغير جدًا إلى حدوث تشقق أو فشل دائم للمواد.
- قد يؤدي نصف القطر الكبير جدًا إلى منع تحقيق الزاوية المطلوبة أو أبعاد الجزء.
- يعتمد نصف قطر الانحناء الأدنى الأمثل على عوامل مثل سمك المادة وصلابتها والتطبيق.
3.0اعتبارات التصميم الرئيسية لثني الصفائح المعدنية
عند تصميم قطع الصفائح المعدنية لعمليات التصنيع، مثل القطع بالليزر والثني باستخدام الحاسب الآلي، من المهم مراعاة خصائص وقيود الثني منذ المراحل الأولى. فيما يلي بعض أهم العوامل التي تؤثر على جودة ثني الصفائح المعدنية وقابليته للتصنيع وكفاءته. لمزيد من الإرشادات المتعمقة، يُرجى مراجعة دليلنا. دليل تصميم الصفائح المعدنية.
3.1نصف قطر الانحناء
أثناء الانحناء، يتمدد السطح الخارجي للمادة بينما ينضغط السطح الداخلي، مما يؤدي إلى منطقة انتقالية منحنية. يشير نصف قطر الانحناء إلى نصف قطر الانحناء داخل الانحناء.
يتأثر نصف قطر الانحناء بنوع المادة وحالة التصلب (على سبيل المثال، هل هي ملدّنة أم لا) وهندسة الأدوات.
نصيحة تصميمية: استخدم نصف قطر انحناء ثابت عبر جميع الانحناءات في الجزء لتبسيط إعدادات الأدوات وتقليل عمليات التغيير وخفض تكاليف التصنيع.
3.2طول الانحناء
يتم تحديد طول الانحناء حسب هندسة الجزء، ولكن لا يجب أن يتجاوز الحد الأقصى لعرض تشكيل مكبس الثني.
القيود النموذجية: تم تحسين معظم مكابس الثني CNC لأطوال ثني تصل إلى 2 متر.
نصيحة تصميمية: بالنسبة للأجزاء الأطول، استشر الشركة المصنعة للتأكد من إمكانية التنفيذ والقدرة.
3.3إزالة الانحناء
يمكن أن تؤدي المسافة الضيقة بين المنحنيات المتجاورة إلى تداخل الأدوات، وخاصة في المقاطع ذات شكل حرف U أو الأجزاء ذات الأرجل الداعمة الطويلة.
الحلول البديلة: فكر في استخدام أدوات الإزاحة العميقة أو إعادة تصميم الجزء ليشمل مجموعات ملحومة أو مثبتة بمسامير حيث لا تكون عملية الانحناء الفردية ممكنة.
3.4المسافة بين الثقب والانحناء
يُسبب الانحناء تركيزًا للإجهاد قرب خط الانحناء. إذا وُضعت عناصر مثل الثقوب أو الشقوق بالقرب من الانحناء، فقد تتشقق أو تتشوه.
القاعدة العامة: الحفاظ على مسافة لا تقل عن 1/2 بوصة بين الثقب والانحناء 2.5 × سمك المادة + نصف قطر الانحناء.
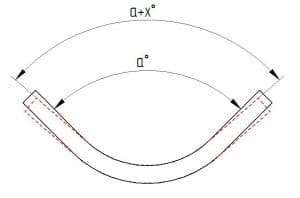
3.5سبرينغباك
بعد الانحناء، يميل المعدن إلى الارتداد قليلاً بسبب الارتداد المرن. هذا الانحراف، المعروف باسم الارتداد، يتراوح عادةً بين 1° إلى 2°.
العوامل المؤثرة:
- قوة شد أعلى → المزيد من الارتداد
- نصف قطر انحناء أكبر وفتحة قالب أوسع → ارتداد أكبر
طرق التعويض:
- استخدم مكابس الضغط CNC مع تعويض الزنبرك التلقائي
- قم بثني الجزء قليلاً في التصميم لمراعاة الارتداد
3.6تفاوتات الانحناء
تتضمن جميع عمليات الانحناء بطبيعتها التسامحات الأبعادية، والتي تتأثر بسمك المادة ودرجة التسامح ودقة الماكينة.
| المعلمة | التسامح القياسي | التسامح عالي الدقة |
| الأبعاد الخطية | ±0.1 ملم | ±0.05 ملم |
| زاوية الانحناء | ±1 درجة | ±0.5 درجة |
| انحراف طول الانحناء | ±0.2 مم لكل انحناء | ±0.1 مم لكل انحناء |
عادةً ما يكون من غير الممكن تحقيق زوايا 90 درجة مثالية أو انحناءات حادة بدون أقطار في تشكيل الصفائح المعدنية القياسية.
3.7متطلبات قوة الانحناء
تعتمد قوة الضغط المطلوبة (الطن) على عدة عوامل:
- نصف قطر الانحناء (نصف قطر أصغر → قوة أعلى)
- نوع المادة وقوة الشد
- سمك الورقة
- طول الانحناء
إذا كانت بعض الانحناءات تتطلب ضغط تشكيل عالي، فمن الضروري التحقق من سعة حمولة مكبس الثني مسبقًا.
3.8المنطقة المتأثرة بالحرارة (HAZ)
تُولّد عمليات مثل القطع بالليزر أو البلازما منطقةً متأثرةً بالحرارة بالقرب من حافة القطع. وقد يؤدي هذا إلى:
- انحناء غير متساوٍ بسبب تصلب المواد
- الشقوق الدقيقة بالقرب من الثقوب أو الحواف
عند دمج القطع بالليزر، تجنب وضع الانحناءات عالية الدقة بالقرب من المنطقة المتأثرة بالحرارة لضمان جودة تشكيل متسقة.
إرشادات الحد الأدنى للمسافة للميزات القريبة من المنعطفات
لتجنب التشوهات أو العيوب أثناء الانحناء، يجب وضع بعض العناصر على مسافة آمنة من خطوط الانحناء. يوضح الجدول أدناه صيغ التباعد الموصى بها بناءً على أفضل الممارسات في هذا المجال:
| نوع الميزة | إرشادات المسافة الدنيا* |
| بين التجعيد والانحناء الداخلي | ±6 أضعاف نصف قطر التجعيد + سمك المادة |
| بين التجعيد والانحناء الخارجي | ±9 أضعاف نصف قطر التجعيد + سمك المادة |
| بين الحاشية والانحناء الخارجي | ±8 أضعاف سمك الورقة |
| بين الحاشية والانحناء الداخلي | ±5 أضعاف سمك الورقة |
| بين ثقب مضاد وانحناء | ±4 أضعاف سمك الورقة + نصف قطر الانحناء |
| بين الغاطس والانحناء | ±3 أضعاف سمك الورقة |
| بين الحفرة والانحناء | ±2.5 مرة طول المادة + نصف قطر الانحناء |
| بين الفتحة والانحناء | ±4 أضعاف سمك الورقة + نصف قطر الانحناء |
| بين ثقب مبثوق وانحناء | ±3 أضعاف سمك الورقة + نصف قطر الانحناء |
| بين ثقب نصف مثقوب وانحناء | ±3 أضعاف سمك الورقة + نصف قطر الانحناء |
| بين الشق والانحناء في المستوى العمودي | ±3 أضعاف سمك الورقة + نصف قطر الانحناء |
| بين الشق والانحناء في المستوى الموازي | ±8 أضعاف سمك الورقة + نصف قطر الانحناء |
| بين الغمازة والانحناء | ±2 مرة سمك الورقة + نصف القطر الداخلي للغمازة + نصف قطر الانحناء |
| بين الضلع إلى انحناء عمودي على الضلع | ±2 مرة سمك الورقة + نصف قطر الضلع + نصف قطر الانحناء |
4.0الأنواع الرئيسية لثني المعادن
تختلف عمليات ثني المعادن من حيث المنهجية، وخصائص التشكيل، ونطاق التطبيق. ولكل منها مزاياها وعيوبها، وذلك حسب هندسة القطعة، ونوع المادة، ودقتها، وحجم الإنتاج.
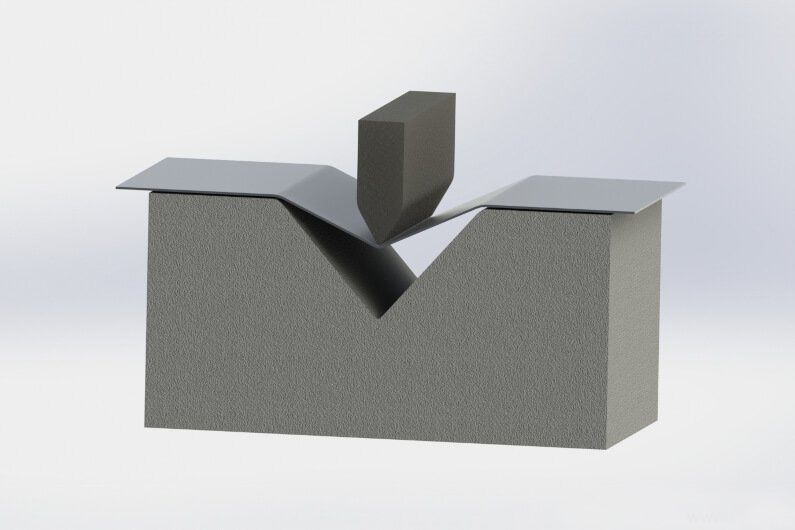
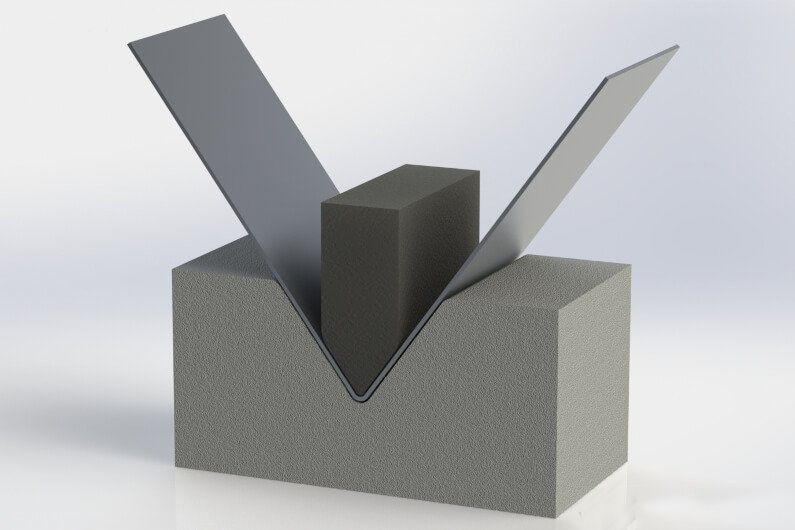
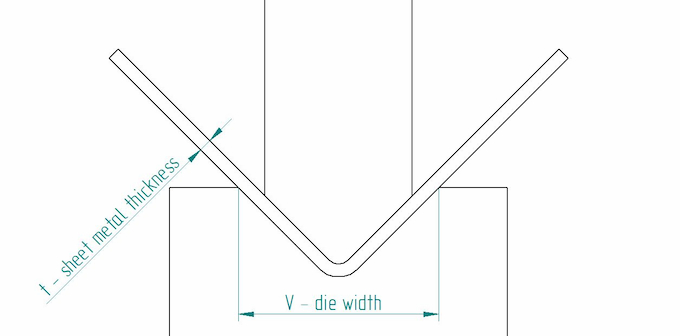
4.1ثني الهواء
طريقة شائعة الاستخدام، حيث يضغط المثقب الصفيحة في قالب على شكل حرف V دون الوصول إلى القاع تمامًا. يحدث التلامس عند ثلاث نقاط: طرف المثقب وحواف القالب.
- المزايا:وزن منخفض، تآكل أقل للقالب، زوايا مرنة بقالب واحد.
- القيود:زنبرك أكبر، يعتمد على تعويض CNC.
- التطبيقات:أجزاء الصفائح المعدنية العامة
4.2انحناء القاع
تقوم اللكمة بدفع المادة إلى عمق أكبر داخل القالب مقارنة بالثني الهوائي، ولكن ليس بالقوة الكاملة.
- المزايا:دقة أعلى، ارتداد ضئيل.
- القيود:يتطلب أدوات دقيقة ووزن أعلى.
- التطبيقات:أجزاء متوسطة الحجم ذات زاوية تحمل ضيقة.
4.3سك النقود
ثني الضغط العالي حيث تقوم اللكمة بضغط الورقة بالكامل داخل القالب، مما يمنع الارتداد.
- المزايا:أفضل دقة، وإمكانية تكرار ممتازة.
- القيود:قوة عالية وتآكل القالب، ومكلفة.
- التطبيقات: مكونات الطيران والسيارات الدقيقة.
4.4قابلة للطي
يتم تثبيت الورقة وطويها بواسطة شعاع يتحرك لأعلى أو لأسفل.
- المزايا:مثالي للألواح الكبيرة، مع الحد الأدنى من الضرر السطحي.
- التطبيقات:الحاويات، قنوات التدفئة والتهوية وتكييف الهواء، والأجزاء كبيرة الحجم.
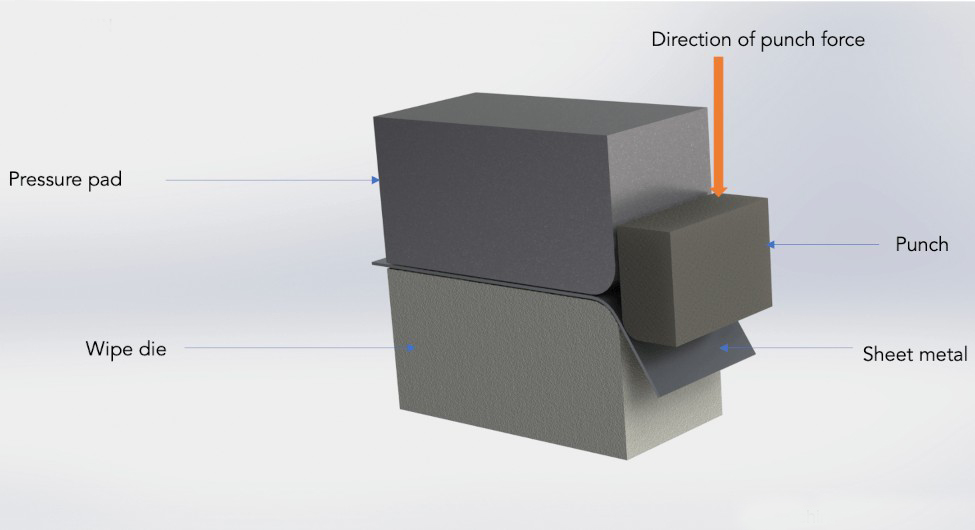
4.5مسح الانحناء
يتم تثبيت الورقة، ويتم ثقب الحافة لتشكيل الانحناء.
- المزايا:تشطيب سطحي جيد، مناسب للانحناءات المتزامنة.
- القيود: زاوية محدودة بـ ~90 درجة، أدوات معقدة.
- التطبيقات:أجزاء دقيقة جمالية أو أجزاء صغيرة الحجم.
4.6انحناء الركض (الركض)
يتم استخدام طريقة خطوة بخطوة لإنشاء ملفات تعريف على شكل حرف Z أو مزاحة.
- المزايا:مرنة، مناسبة للأجزاء الطويلة أو التعزيزات.
- القيود: احتمال تآكل السطح.
- التطبيقات:الموصلات، والمثبتات، وقضبان التوجيه.
4.7ثني اللفة
يستخدم ثلاث بكرات أو أكثر لثني الصفائح المعدنية تدريجيًا إلى منحنيات أو أسطوانات.
- المزايا:منحنيات ناعمة ذات نصف قطر كبير.
- التطبيقات:الأسطوانات والمخاريط والأبراج في صناعات البناء والطاقة.

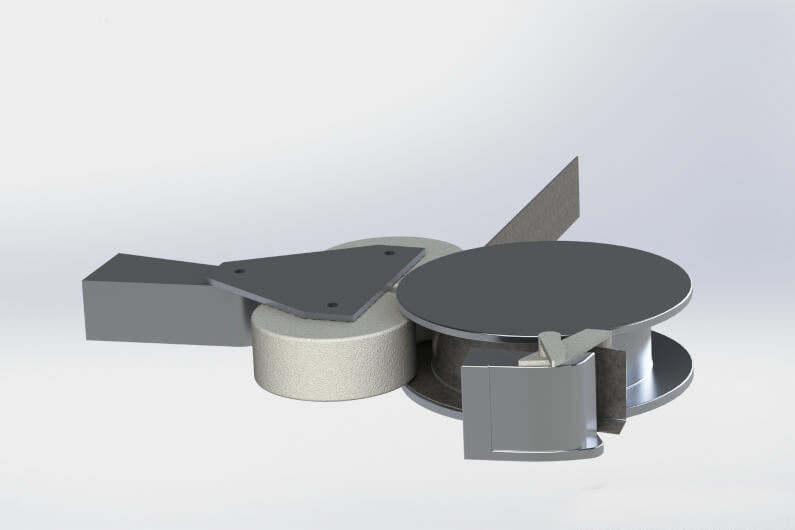
4.8ثني السحب الدوراني
يتضمن قالبًا وتابعًا دوارًا؛ يُستخدم غالبًا مع المغزل داخل الأنابيب.
- المزايا:دقة عالية، انحناءات متعددة الأقطار تصل إلى 180 درجة، ارتداد منخفض.
- القيود: إعداد معقد، وآلات باهظة الثمن.
- التطبيقات: الهياكل الأنبوبية مثل العوادم، وهياكل الدراجات، والأثاث.
5.0المصطلحات الأساسية والمعلمات الهندسية في الانحناء
لضمان الاتساق في التصميم والمحاكاة والتصنيع، تُستخدم العديد من المصطلحات والمعايير القياسية بشكل شائع في ثني المعادن. فيما يلي التعريفات الأساسية:
| شرط | تعريف |
| خط الانحناء | الخط الموجود على النمط المسطح حيث يحدث الانحناء؛ يفصل بين الحافتين. |
| محور الانحناء | المحور المستقيم الذي تنحني حوله المادة؛ عمودي على خط الانحناء. |
| المحور المحايد | الطبقة الداخلية من المادة التي تظل غير مجهدة أثناء الانحناء. |
| بدل الانحناء (BA) | طول قوس المحور المحايد بين خطي الانحناء. |
| خصم الانحناء (BD) | المبلغ الذي يتم طرحه من إجمالي طول الحافة للحصول على النمط المسطح. |
| عامل K | نسبة المسافة من المحور المحايد إلى السطح الداخلي، مقسومة على سمك المادة. |
| نصف القطر الداخلي (IR) | نصف القطر على السطح الداخلي للانحناء. |
| نصف القطر الخارجي (OR) | نصف القطر على السطح الخارجي للانحناء. |
| طول الساق | طول المادة الممتدة من الانحناء إلى حافة الشفة. |
| شفة | جزء مسطح من الجزء على جانبي الانحناء. |
| زاوية الانحناء | الزاوية التي تتشكل بين الحافتين بعد الانحناء (عادةً بالدرجات). |

6.0مصطلحات ثني المفتاح والمعلمات الهندسية
| شرط | تعريف |
| خط الانحناء | الخط المركزي على سطح الورقة يشير إلى مكان حدوث الانحناء. |
| خط القالب الخارجي (OML) | الخط النظري الذي تشكله الأسطح الخارجية الممتدة لكلا الحافتين. |
| طول الشفة | المسافة المستقيمة من حافة الورقة إلى خط الانحناء. |
| مسافة خط القالب | المسافة من نهاية الورقة إلى OML؛ تستخدم في حسابات النمط المسطح. |
| نكسة | المسافة من خط الانحناء إلى OML؛ تساوي MLD ناقص طول الحافة. |
| محور الانحناء | المحور الذي تنحني حوله الورقة، ويكون عادة عموديًا على السطح. |
| طول الانحناء | الطول الفعلي للمواد المشاركة في الانحناء على طول محور الانحناء. |
| نصف قطر الانحناء | المسافة من محور الانحناء إلى السطح الداخلي للانحناء. OR = IR + السمك. |
| زاوية الانحناء | الزاوية المتكونة بين الحافتين بعد الانحناء. |
| الزاوية التكميلية | الزاوية التكميلية لزاوية الانحناء (على سبيل المثال، انحناء 90 درجة → 90 درجة تكميلية). |
7.0مقارنة ليونة المعادن الشائعة وتوصيات الانحناء
| مادة | اللدونة | توصيات الانحناء |
| سبائك الألومنيوم 6061 | فقير - عرضة للتشقق عند الانحناء في البرد | يوصى بالتلدين قبل الانحناء لتحسين اللدونة. |
| سبائك الألومنيوم 5052 | ممتاز | أحد أفضل أنواع الألومنيوم للثني، ونادرًا ما يتشقق. |
| سبائك الفولاذ المُلدَّنة (على سبيل المثال، 4140) | جيد، حسب السبائك | تعمل عملية التلدين على تحسين اللدونة بشكل كبير وتقليل خطر التشقق. |
| نحاس | معتدل – يعتمد على محتوى الزنك | كلما زادت نسبة الزنك، انخفضت قابلية الثني. مناسب للانحناءات البسيطة؛ أما الانحناءات المعقدة فقد تتطلب تسخينًا. |
| برونزي | فقير | عرضة للتشقق، وعادة ما يتطلب التسخين. |
| نحاس | جيد جدًا | مرن للغاية؛ مناسب للانحناءات المعقدة. |
| الفولاذ المدرفل على البارد | معتدل | أقل مرونة من المدرفلة على الساخن، ولكنها توفر استقرارًا أبعاديًا أفضل. |
| الفولاذ المدرفل على الساخن | جيد | أسهل في التشكيل من الفولاذ المدرفل على البارد. |
| الفولاذ منخفض الكربون | ممتاز | مثالي للانحناء البارد دون تسخين. |
| فولاذ زنبركي | جيد عند التلدين | يتطلب التلدين بعد التصلب بالعمل للسماح بمزيد من الانحناء. |
| الفولاذ المقاوم للصدأ (304، 430، 410) | يختلف | 304 و 430 قابلة للانحناء؛ 410 هشة وعرضة للتصلب بسبب العمل. |
| التيتانيوم | فقير | قوة عالية تُصعّب ثنيه. استخدم أنصاف أقطار انحناء كبيرة وعوّض عن ارتداده. |
ملحوظات:
- بالنسبة للانحناءات المعقدة، أعط الأولوية 5052 ألومنيوم, الفولاذ منخفض الكربون، أو نحاس.
- بالنسبة للسبائك الصلبة (على سبيل المثال، 6061، البرونز، الفولاذ الزنبركي)، التلدين أو التسخين المسبق هو المفتاح لتجنب التشقق.
- للمواد مثل التيتانيوم, الفولاذ المقاوم للصدأ، و نحاس عالي الزنك, تجربة الانحناء أو محاكاة تحليل العناصر المحدودة من المستحسن تقييم مخاطر الارتداد والتشقق.
قراءة موصى بها: ما هي الملفات المدرفلة على الساخن (HRC)؟
8.0التحديات الشائعة في ثني المعادن والحلول
| تحدي | وصف | الحلول |
| سبرينغباك | بعد تحرير قوة الانحناء، يعود المعدن إلى وضعه المرن، مما يسبب انحراف الزاوية. | - انحناء زائد في التصميم للتعويض عن الارتداد - استخدام مكابس الضغط CNC مع ردود الفعل الزاوية - اختر مواد ذات قوة شد منخفضة أو مواد شديدة المرونة |
| تكسير | تتشكل الشقوق على المنحنى الخارجي عندما يكون نصف القطر صغيرًا جدًا أو عندما تكون المادة هشة. | - استخدم أنصاف أقطار الانحناء الأكبر لتقليل الضغط -تلدين المواد مسبقًا - اختر المواد المطيلة مثل الفولاذ منخفض الكربون أو الألومنيوم اللين |
| التشويه / الاعوجاج | تؤدي القوى غير المتساوية أو تصميم الأجزاء غير المتماثل إلى الانحناء أو الالتواء أثناء الانحناء. | - ضمان محاذاة القالب وتوزيع القوة بدقة - تصميم أجزاء متماثلة - التحقق من اتساق المواد عبر الدفعات |
| الضرر السطحي | تظهر الخدوش أو الانبعاجات أو الآثار نتيجة للضغط العالي أو القوالب البالية أو الاحتكاك. | - ضع أفلام واقية أو وسادات بوليمرية - استخدم قوالب غير قابلة للتمييز أو مصقولة - إجراء المعالجة اللاحقة مثل التلميع أو إزالة النتوءات |
| زوايا غير دقيقة | تحدث الانحرافات بسبب ضعف دقة المعدات، أو الارتداد، أو عدم اتساق القالب. | - استخدام أنظمة CNC لاستشعار الزاوية - التحقق من صحة الزوايا ومعايرتها قبل إنتاج الدفعات - وضع جداول تعويض خاصة بالمواد |
| سمك غير متناسق | تؤثر الاختلافات في سمك الورقة على جودة الانحناء وتوحيدها. | - تنفيذ عمليات تفتيش صارمة للمواد الواردة - استخدام أجهزة استشعار السُمك وخوارزميات التعويض - تجنب المواد ذات السُمك الحدّي |
| تآكل الأدوات | يؤدي الإجهاد المتكرر - خاصة مع المواد الصلبة - إلى تآكل القوالب، مما يؤدي إلى انخفاض الدقة. | - جدولة فحص الأدوات وتلميعها بشكل دوري - استخدم مواد مقاومة للتآكل أو قوالب مطلية - تدوير القوالب في الوظائف عالية التردد |

9.0أنواع آلات ثني الصفائح المعدنية
آلات الثني هي معدات متخصصة لثني الصفائح المعدنية بدقة باستخدام مجموعات الثقب والقوالب. على الرغم من بساطتها، إلا أن الحفاظ على دقة الزاوية، وإمكانية التكرار، وسلامة المواد أمرٌ صعب. تُصنف هذه الآلات بشكل رئيسي حسب نوع المحرك والتحكم كما يلي:
- مكابس الكبح الميكانيكية: يستخدم كبشًا مدفوعًا بعجلة الموازنة وناقل حركة ميكانيكيًا لأداء ضربات الانحناء.
المزايا والخصائص:
سرعة عالية، مناسبة لتطبيقات معدل الدورة العالية؛ صلابة ميكانيكية قوية تضمن تكرارًا جيدًا؛ غير مثالية لمهام ثني الهواء أو التحكم الدقيق؛ مستوى أمان ومرونة أقل مقارنة بالآلات الحديثة. - مكابس الثني الهوائية:تستخدم الهواء المضغوط لتحريك المكابس، مما يؤدي إلى توليد قوة للأسفل، وهي مناسبة للصفائح الرقيقة والأجزاء الصغيرة.
المزايا والخصائص:
سهلة التشغيل وفعالة من حيث التكلفة؛ مثالية للإنتاج بكميات قليلة ودفعات صغيرة؛ مناسبة للمساحات المحدودة أو متطلبات الطاقة المنخفضة. - مكبس الفرامل الهيدروليكي: يستخدم أنظمة هيدروليكية لتحريك الكبش، مما يوفر قوى انحناء أعلى وأكثر استقرارًا.
المزايا والخصائص:
يمكن التحكم في الضغط والشوط بدقة؛ مناسب للمعادن السميكة أو عالية القوة؛ يمكن دمجه مع CNC لمهام الانحناء المعقدة؛ يستخدم على نطاق واسع في التطبيقات عالية الدقة. - مكابس الضغط CNC: آلة الانحناء الأكثر تقدمًا، والتي تجمع بين التقنيات الهيدروليكية والمؤازرة والكهربائية والكمبيوترية.
المزايا والخصائص:
آلية للغاية مع تسلسلات ثني متعددة يتم التحكم فيها بواسطة البرنامج؛ تتميز بتعويض الزاوية وتصحيح الزنبرك للحصول على نتائج متسقة؛ مثالية للتصنيع المرن مع أنواع متعددة من المنتجات ودفعات صغيرة.
10.0مزايا ثني الصفائح المعدنية باستخدام الحاسب الآلي
من بين جميع تقنيات تصنيع الصفائح المعدنية، ثني CNC غالبًا ما يتم التقليل من أهميتها، إلا أنها تقدم العديد من الفوائد المهمة:
- لا حاجة لقوالب مخصصة: على عكس عمليات الختم، لا تتطلب عملية الانحناء باستخدام الحاسب الآلي أدوات خاصة، مما يقلل من تكاليف تطوير القالب وصيانته.
- أوقات التسليم القصيرة: مثالي لتلبية الطلبات بسرعة، مما يقلل بشكل كبير من الوقت المستغرق من التصميم إلى المنتج النهائي.
- إمكانية التكرار والدقة العالية: تتيح معدات CNC التحكم المستمر في زوايا الانحناء والأبعاد، مما يضمن جودة موحدة عبر الدفعات.
- قدرة قوية على الأتمتة: يتكامل بسهولة مع أنظمة التحميل والتفريغ الآلية وخلايا الانحناء الروبوتية لتحسين الإنتاجية.
11.0مقارنة بين ثني الصفائح المعدنية وعمليات التصنيع الأخرى
| عملية | أفضل سيناريو للتطبيق | الدقة النموذجية (التسامح) | سمك المادة القابلة للتطبيق (مم) | هل يتطلب أدوات مخصصة؟ | الحد الأدنى لكمية الطلب | مهلة التسليم (CAD إلى الجزء الأول) |
| القطع بالليزر | هندسة معقدة، أحجام دفعات صغيرة إلى متوسطة، جميع المقاييس | ±0.10 ملم | 0.5 – 20.0 | لا | 1 – 10000 قطعة | أقل من ساعة واحدة |
| ثني CNC | أجزاء ذات زوايا قائمة متعددة أو انحناءات، متوسطة إلى كبيرة | ±0.18 ملم | 0.5 – 20.0 | لا | 1 – 10000 قطعة | أقل من ساعة واحدة |
| اللكم باستخدام الحاسب الآلي | أجزاء ذات ثقوب عديدة، نقش بارز، أجزاء متوسطة إلى كبيرة الحجم | ±0.12 ملم | 0.5 – 4.0* | لا (باستثناء القوالب الخاصة) | 1 – 10000 قطعة | أقل من ساعة واحدة |
| ختم | هندسة قياسية، دقة عالية، إنتاج دفعات كبيرة | ±0.05 – ±0.10 مم | 0.5 – 4.0* | نعم (التكلفة من $250 إلى >$100,000) | ≥ 5000 قطعة | 25 – 40 يومًا |
| قص | أشكال بسيطة، قطع خطية، صفائح معدنية رقيقة منخفضة الدقة | ±0.50 مم | 0.5 – 4.0* | لا | 1 – 10000 قطعة | أقل من ساعة واحدة |
*ملاحظة: قد تختلف نطاقات السُمك التي تم وضع علامة * عليها وفقًا لنوع المادة وقدرات المعدات.

12.0سيناريوهات التصنيع المناسبة لثني الصفائح المعدنية
ثني الصفائح المعدنية عملية تشكيل معادن مرنة وفعالة، تُستخدم على نطاق واسع في مختلف قطاعات التصنيع الصناعي. وهي مناسبة بشكل خاص للمعالجة الدقيقة للصفائح المعدنية متوسطة ورفيعة القياس. ومع تطور الأتمتة وتكنولوجيا التحكم الرقمي بالحاسوب (CNC)، يتزايد نطاق تطبيقاتها وفعاليتها من حيث التكلفة.
مجموعة واسعة من المواد والسماكات القابلة للتطبيق
يمكن تطبيق ثني الصفائح المعدنية على مجموعة متنوعة من المعادن، بما في ذلك:
المعادن الشائعة: الفولاذ الكربوني، الفولاذ المقاوم للصدأ، الألومنيوم؛
المعادن المتخصصة: النحاس، والبرونز، والتيتانيوم، وسبائك النيكل، وغيرها.
على الرغم من أن مصطلح "الصفائح المعدنية" يشير عادة إلى صفائح معدنية أرق من 3 مم، فإن معدات الانحناء الحديثة يمكنها معالجة المواد التي يصل سمكها إلى 20 مم، خاصة للأجزاء الصناعية التي تتطلب أنصاف أقطار كبيرة وقوة هيكلية عالية.
التطبيقات عبر الصناعات المتعددة
تلعب عملية ثني الصفائح المعدنية دورًا مهمًا في القطاعات التالية:
- السيارات والنقل: ألواح الهيكل، وحوامل الهيكل، ولوحات القيادة؛
- الأجهزة المنزلية: الثلاجات والغسالات وأغطية مكيفات الهواء؛
- معدات المكاتب والمنزل: خزائن الملفات، والمكاتب والكراسي المعدنية، وأقواس الإضاءة؛
- المعدات الصناعية: صناديق التحكم الكهربائية، والخزائن، وإطارات الناقل؛
- بناء: أنظمة القنوات، الدرابزين، الأسوار المعدنية.
خفض التكاليف وتحسين الكفاءة
حديث مكابس الضغط CNC يمكن أن تعمل بالاشتراك مع آلات القطع بالليزر لإنتاج أشكال معقدة عن طريق قطع وثني ورقة معدنية واحدة، مما يلغي غالبًا الحاجة إلى مثبتات إضافية أو لحام:
- يقلل من هدر المواد؛
- يُبسط عمليات التجميع؛
- تقصير أوقات التسليم؛
- يخفض تكاليف العمالة.
13.0الأسئلة الشائعة
ما هي القواعد الأساسية لثني الصفائح المعدنية؟
يجب التحكم في تسامح زاوية الانحناء في حدود ±1 درجة.
حافظ على مسافة آمنة بين الثقوب أو الفتحات الملولبة وخط الانحناء (عادةً لا تقل عن 2.5 مرة سمك الورقة بالإضافة إلى نصف قطر الانحناء).
استخدم نصف قطر الانحناء المتسق لجميع الانحناءات كلما أمكن ذلك.
يوصى بأن يكون طول الحافة 4 أضعاف سمك الورقة على الأقل لتعزيز الصلابة الهيكلية.
كيفية ثني الصفائح المعدنية خفيفة الوزن؟
- الانحناء اليدوي: استخدم أدوات بسيطة مثل الكماشة أو المطارق لإجراء ثنيات بزوايا صغيرة على صفائح رقيقة، وهي مناسبة للنماذج الأولية أو الدفعات الصغيرة.
- ثني المشبك: قم بتأمين المعدن باستخدام ملزمة ثم قم بتطبيق القوة الميكانيكية ببطء لثنيه.
- الانحناء الدقيق: استخدم أدوات الانحناء مثل مكابح الضغط أو آلات الدرفلة للتحكم بدقة في زاوية الانحناء.
ما هو التسلسل القياسي لثني الصفائح المعدنية؟
يُنصح عمومًا بثني الحواف القصيرة أولًا، ثم الطويلة، خاصةً للأجزاء الرباعية المغلقة بالكامل أو الأجزاء التي سيتم لحامها لاحقًا. هذا يُساعد على تقليل التداخل ويُحسّن كفاءة التجميع.
ما هي المواد المعدنية المناسبة للثني؟
- الفولاذ المعتدل (الفولاذ منخفض الكربون): الأكثر شيوعًا، سهل التشكيل، منخفض التكلفة.
- الفولاذ المدرفل على البارد (CRS): سطح أملس، مناسب للأجزاء الدقيقة.
- الفولاذ المدرفل على الساخن (HRS): مناسبة للألواح الأكثر سمكًا، وفعالة من حيث التكلفة.
- سبائك الفولاذ الملدنة: صلابة جيدة، مناسبة للانحناءات المعقدة بشكل معتدل.
- سبائك الألومنيوم (على سبيل المثال، 5052، 6061): خفيف الوزن ولكنه يتطلب مراعاة مخاطر الارتداد والتشقق.
14.0دليل عملية ثني الصفائح المعدنية بصيغة PDF
تفاصيل عملية الصفائح المعدنية.pdf
مراجع:
fractory.com/sheet-metal-bending/
salamanderfabs.com/latest-news/ما هو ثني الصفائح المعدنية/
www.komaspec.com/about-us/blog/guide-to-sheet-metal-bending/




