
- 1.0ما هو القص في تشكيل المعادن؟
- 2.0عمليات القص وميكانيكا الأدوات
- 3.0اللكم مقابل القص: الاختلافات الرئيسية في قطع المعادن
- 4.0أنواع شائعة من تقنيات القص في قطع الصفائح المعدنية
- 5.0آلات القص: الأنواع ومبادئ القطع
- 6.0كيفية تحسين أداء ماكينة القص
- 7.0دراسات الحالة: التطبيقات المبتكرة لعمليات القص
- 8.0الخاتمة والتوصيات
- 9.0الأسئلة الشائعة
1.0ما هو القص في تشكيل المعادن؟
القصّ عملية قطع ميكانيكية تُستخدم لفصل المواد - وخاصةً الصفائح المعدنية - دون تشكيل شظايا أو حرق أو ذوبان. تُستخدم هذه التقنية على نطاق واسع في عملية تحضيرية للتصنيع النهائي نظرًا لقدرتها على الحفاظ على الدقة والاتساق في المنتجات النهائية.
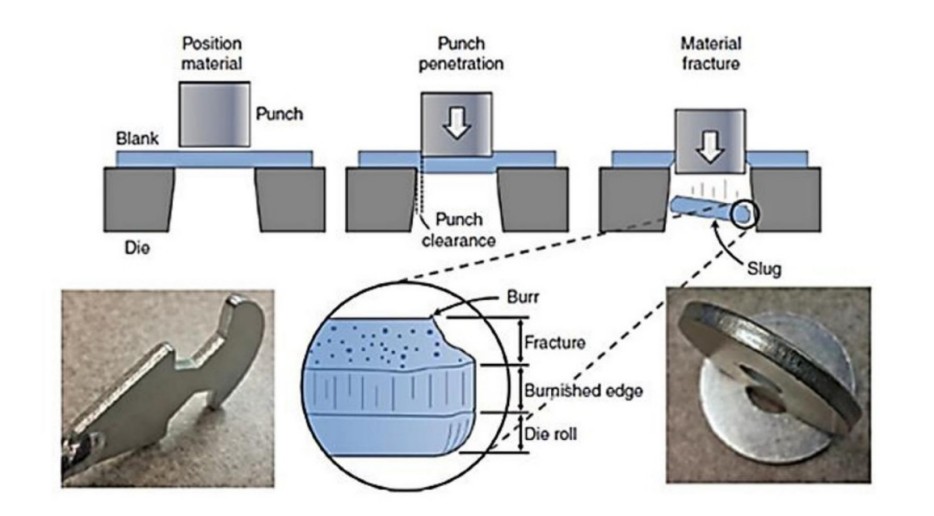
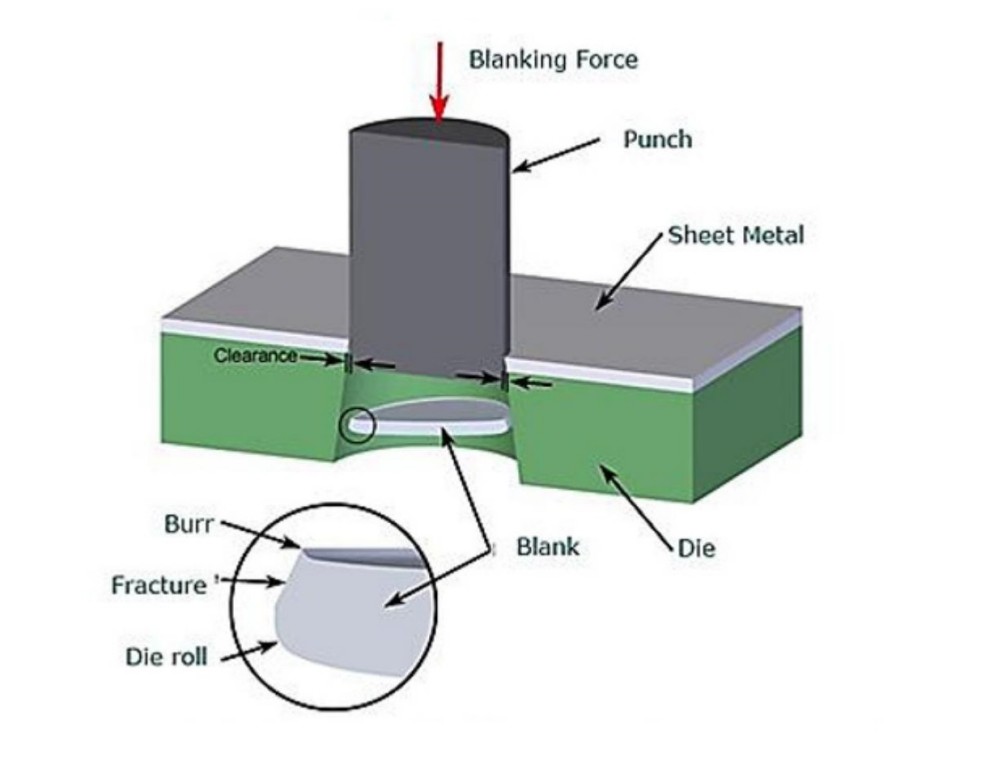
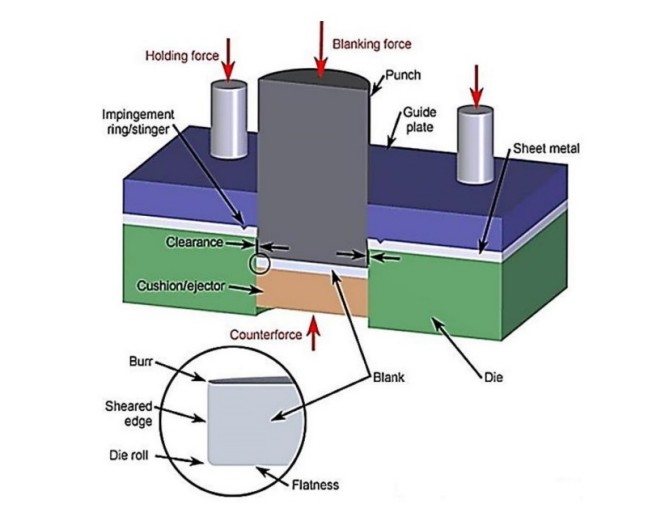
يُعرف القص أيضًا باسم قطع الصفائح المعدنيةعندما تتجاوز قوة القصّ مقاومة القصّ القصوى للمادة، تتكسر المادة وتنفصل في موقع القصّ. تستخدم عملية القصّ أداتين رئيسيتين: مثقاب وقالب (شفرتان علوية وسفلية)، يقعان فوق وأسفل الصفيحة على التوالي (الشكل 1).
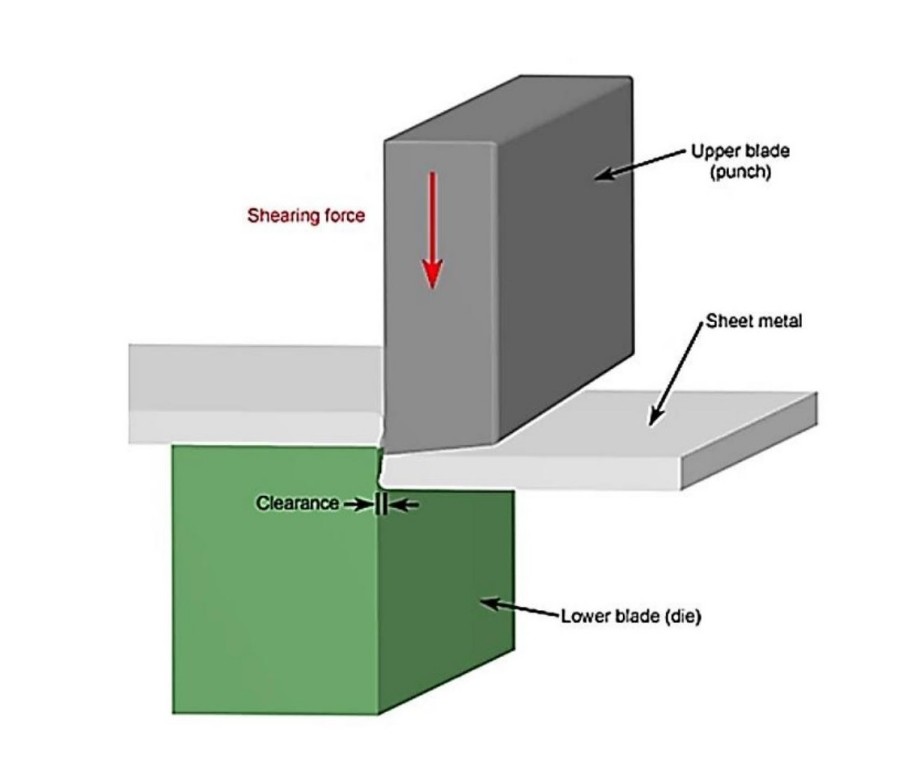
تتراوح المسافة بين الشفرات العلوية والسفلية عادةً بين 2% و10% من سمك الصفيحة، وذلك حسب الخصائص الميكانيكية للمادة، مثل قوة القص. تضمن المسافة المناسبة قطعًا فعالًا مع تعزيز التشوه البلاستيكي دون إتلاف المواد.
2.0عمليات القص وميكانيكا الأدوات
عندما تقوم شفرتان بقطع ورقة، تسمى العملية عمومًا قصومع ذلك، عندما تكون الشفرات بزاوية أو تكوين مختلف، فإن العمليات مثل التقطيع أو الثقب أو الشق أو التشذيب يتم تنفيذها. من وجهة نظر تصميم الأداة وسلوك المواد، تُعتبر جميعها عمليات مرتبطة بالقص.
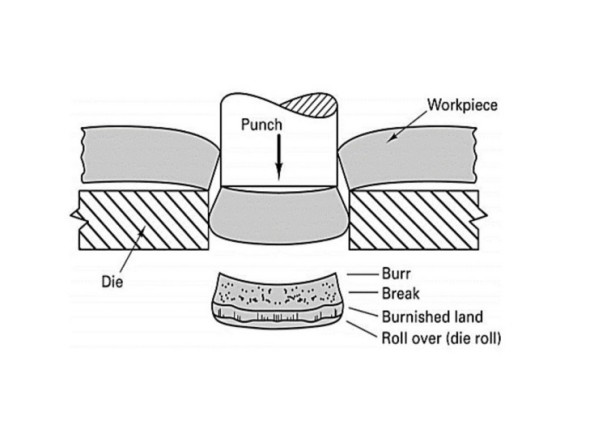
في القصّ التقليدي، يدفع المثقب المعدن عبر القالب، مما يُحدث تشوّهًا موضعيًا على طول منطقة قصّ ضيقة. يتم الحفاظ على خلوص يتراوح بين 5% و10% من سُمك الصفيحة. عند إجراء ذلك في ظروف ضغط، يُقلّل هذا من الكسور ويزيد من... كسر الحافة الناعمةعند الضغط الكافي، قد تنكسر المادة بشكل كامل مع الحد الأدنى من كسر السطح.
3.0اللكم مقابل القص: الاختلافات الرئيسية في قطع المعادن
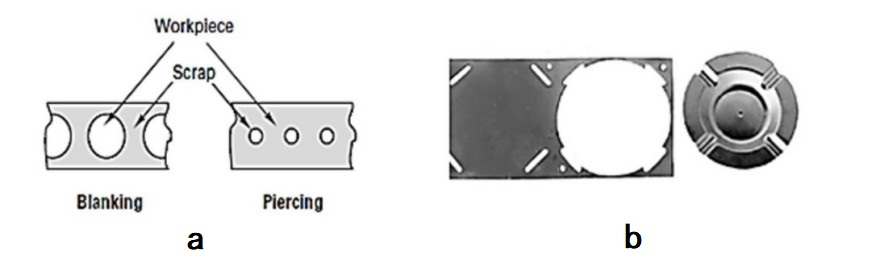
على الرغم من استخدامها في كثير من الأحيان بالتبادل، اللكم والقص عمليتان مختلفتان. القص هو تطبيق قوى إزاحة لتقسيم المادة على طول مسار مستقيم أو منحني. أما التثقيب، فيتضمن إنشاء الأشكال المغلقة عن طريق إزالة المواد، على غرار استخدام مثقاب الورق
تتضمن الاختلافات الرئيسية ما يلي:
- قص يستخدم شفرات خطية متقابلة لفصل المواد.
- اللكم تشكل ميزات مغلقة، على سبيل المثال، الثقوب الدائرية.
- تؤثر حواف القطع بشكل مباشر على شكل الجزء النهائي.
4.0أنواع شائعة من تقنيات القص في قطع الصفائح المعدنية
هناك عدة أنواع من عمليات القص، كل منها مناسب لمهام محددة:
- قص بسيط
- اللكم
- الشق
- التعتيم
- الشق
- قطع
- قضم
- حلق
- التشذيب
- دينكينج
- الوخز
- التقطيع الدقيق
4.1التقطيع: قطع المعادن من اللفائف إلى الشرائح
يقوم التقطيع بتقطيع لفائف الصفائح المعدنية إلى شرائح أضيق باستخدام شفرات القص الدائرية. إن العملية مستمرة وسريعة واقتصادية، وتنتج نتائج دقيقة مقارنة بطرق القطع الأخرى.
4.2التعتيم: استخراج الشكل بخطوة واحدة
تتضمن عملية التقطيع قطع الصفائح المعدنية لإزالة الشكل المطلوب (القطعة الفارغة)، وفصلها عن المخزون المحيط بها.
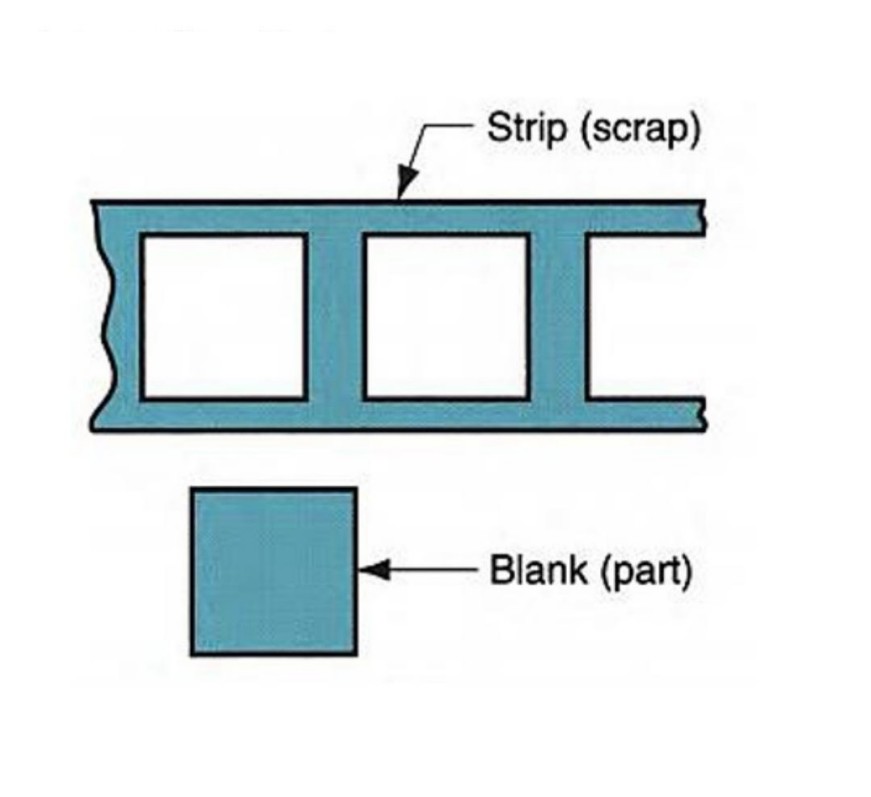
تعمل مكبس هيدروليكي على تشغيل قالب القطع بسرعة عالية تصل إلى 1000 ضربة/دقيقة—بخلوص 10–20% لتمكين القص النظيف.
4.3التقطيع الدقيق: قطع عالي الدقة
استخدامات التقطيع الدقيق ثلاث قوى مسيطر عليها لتحقيق تسطيح فائق، ودقة أقل في النتوءات، وتفاوت أبعاد يصل إلى ±0.0003. يشبه الإعداد عملية التقطيع التقليدية، ولكنه يتضمن تحكمًا إضافيًا للحصول على نتائج عالية الجودة.
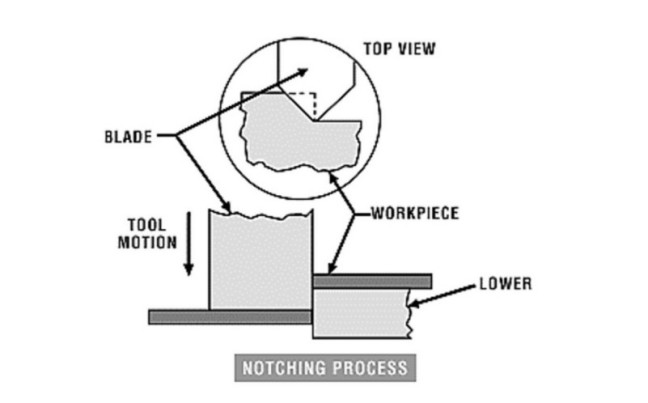
4.4الشق: إزالة بقايا الحافة
يزيل الشق المواد الخردة من حافة قطعة العمل. عادةً ما يكون عملية يدوية، ذات حجم منخفض مثالية للأشكال أو الزوايا المخصصة.
المميزات:
- قطع زاوية قابلة للتعديل
- قادرة على إنشاء أشكال هندسية فريدة لا يمكن تحقيقها باستخدام القص القياسي
5.0آلات القص: الأنواع ومبادئ القطع
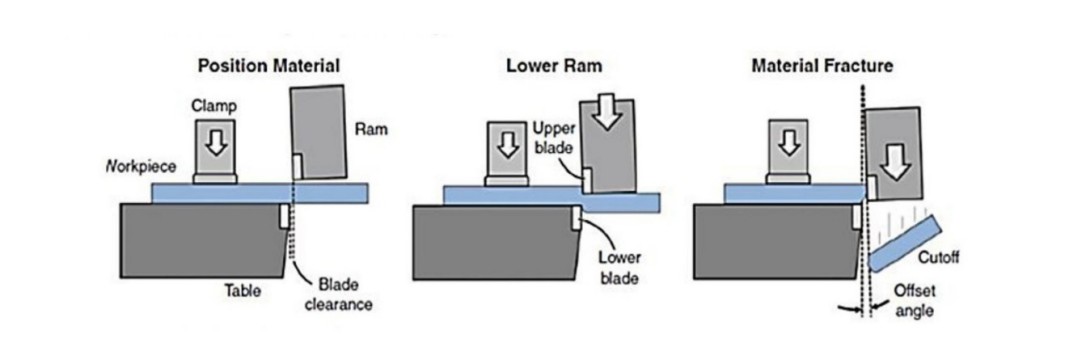
تستخدم آلات القص في قطع المعادن باستخدام مثل المقص حركة أو حركة شفرة مستقيمة. قد تستخدم الآلات الأصغر حركة زاوية، بينما تعتمد الآلات الأكبر على زاوية الجرف والخلوص لتحسين الأداء.

5.1أنواع شائعة من آلات القص:
- المقصات الهوائية- تعمل بواسطة أسطوانات الهواء
- المقصات الهيدروميكانيكية- يتم تشغيلها بواسطة محركات هيدروليكية
- مقصات تعمل بمحرك سيرفو- مرتبط مباشرة بمحركات المؤازرة
- المقصات الهيدروليكية- توفير قوة قطع عالية جدًا
- مقصات كهربائية - تعمل مباشرة بواسطة محركات كهربائية (عادة ما تكون مدمجة مع ناقل حركة ميكانيكي أو هيدروليكي)
- مقصات يدوية- يتم تشغيله يدويًا عن طريق تكبير الرافعة
6.0كيفية تحسين أداء ماكينة القص
تتطلب عملية القص جهدًا مكثفًا وتحكمًا دقيقًا لتحقيق أقصى إنتاجية. ومن أهم العوامل:
- تأكد من أن الشفرات مستقيمة تمامًا
- تعيين الخلوص وفقًا لسمك المادة
- تأكيد إعدادات المقياس الخلفي الصحيحة
- تثبيت الورقة أثناء القطع
- إجراء الصيانة الدورية (التنظيف، استبدال المكونات)
القص مثالي لـ البرونز والنحاس والألمنيوم والفولاذ منخفض الكربون، مما ينتج عنه الحد الأدنى من الشق والتسامح. ومع ذلك، فهو غير مناسب لـ المواد الصلبة والهشة مثل التنغستن وللأجزاء التي يقل طولها عن 3.2 ملم.
7.0دراسات الحالة: التطبيقات المبتكرة لعمليات القص
7.1الحالة 1: C2S2 - قص الشريط المحصور باستمرار
لإنتاج مركبات أخف وزنا، الألومنيوم (Al) يتم استبدال الصفائح الثقيلة القائمة على الحديد بالصفائح. باستخدام الضغط الزاوي للقناة المتساوية (ECAP)يقوم المهندسون بتحفيز إجهاد القص لتعزيز قيمة R للمعدن، مما يحسن قابلية التشكيل.
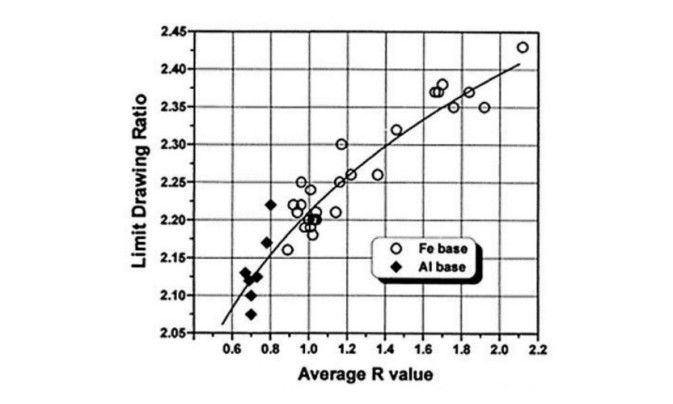
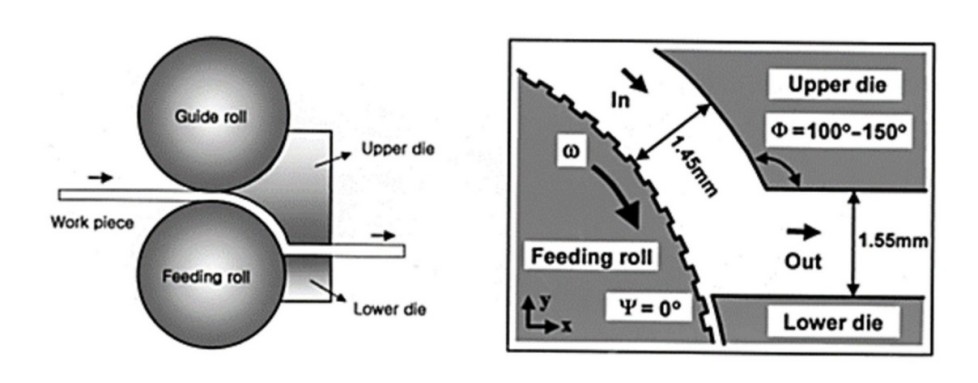
يستخدم نظام C2S2 بكرتين مزدوجتين لتوليد تشوه قص متسق - أكثر كفاءة من المكابس الهيدروليكية - ويمكنه اكتشاف العيوب السطحية أثناء التشغيل.
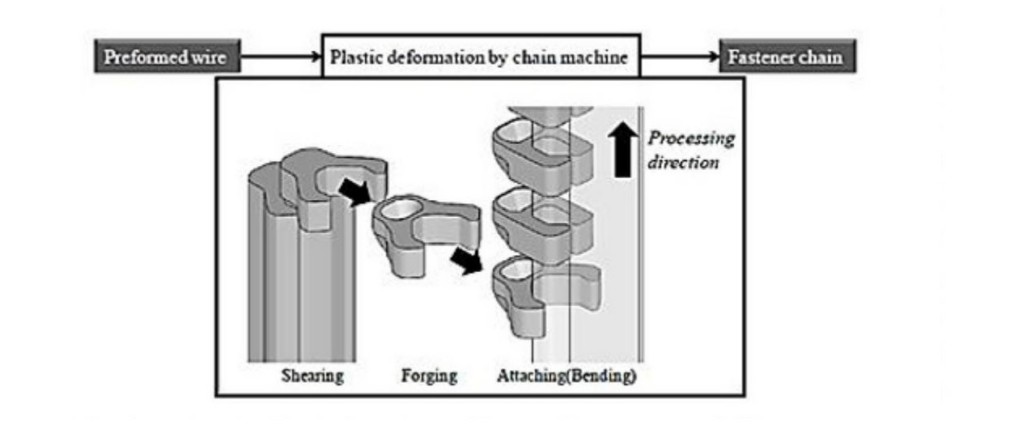
7.2الحالة 2: قص مكونات السحاب النحاسي والزنك
تستخدم في الملابس والإكسسوارات، سلك سبيكة نحاسية على شكل حرف Y يُقطع إلى شرائح، ويُشكَّل، ويُثنى لتشكيل أسنان السحاب. مع ازدياد تعقيد التصاميم، يتطلب تحقيق الدقة في التشكيل تكرارات متعددة.
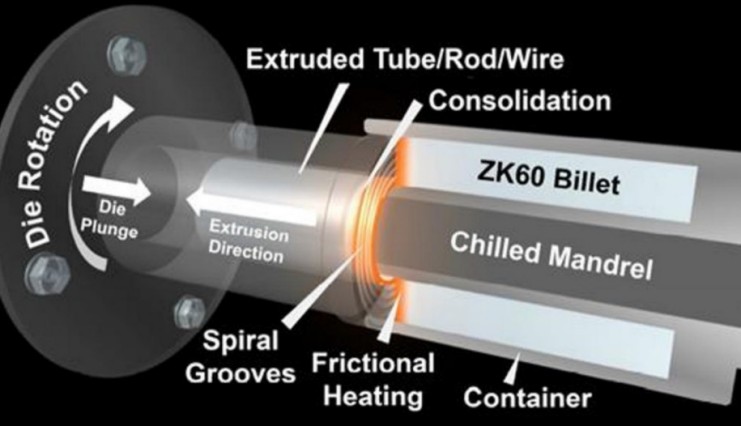
7.3الحالة 3: شكل أنابيب سبائك المغنيسيوم ZK60
تُقدم سبائك المغنيسيوم، وخاصةً المغنيسيوم غير النادر، فوائد في تقليل الوزن. باستخدام المعالجة بمساعدة القص والبثق (SHAPE) يحسن الخصائص الميكانيكية عن طريق تحسين البنية الدقيقة والقضاء على نقاط الضعف في المرحلة الثانية.
8.0الخاتمة والتوصيات
تسلط هذه الدراسة الضوء على النقاط الرئيسية عمليات القص والآلات والتطبيقات المتقدمة. عملية القص فعالة للغاية بالنسبة للمعادن اللينة إلى المتوسطة وهي فعالة من حيث التكلفة للإنتاج الضخم، ولكنها ليست مثالية لتطبيقات التشطيب السطحي ذات الصلابة العالية أو الدقة.
توصية: تجنب القص للأطوال التي تقل عن 3.2 ملم أو المعادن الهشة عالية القوة.
الاتجاه المستقبلي: تظهر تقنيات مثل SHAPE وC2S2 إمكانات واعدة في تحسين خصائص المواد عن طريق تشوه القص.
9.0الأسئلة الشائعة
س1: ما هو الفرق بين القص واللكم؟
أ: القصّ هو قطع المواد على طول مسار مستقيم أو منحني باستخدام شفرات متقابلة، تشبه المقصات. أما التثقيب، فيُزيل المواد تمامًا بشكل مغلق، كما لو كان يُثقب باستخدام المثقاب. يستخدم كلا النوعين أدوات متشابهة، لكنهما يختلفان في الشكل والغرض من إزالة المواد.
س2: ما هي المواد الأكثر ملاءمة لعملية القص؟
أ: يعمل القص بشكل أفضل على المعادن المطيلة، ذات القوة المتوسطة إلى اللينة، مثل الألومنيوم، والفولاذ منخفض الكربون، والنحاس، والبرونز. غير موصى به للمواد الصلبة أو الهشة مثل التنجستن بسبب تآكل الأدوات وخطر التشوه غير الطبيعي.
س3:ما هو التنظيف الدقيق وكيف يختلف عن التنظيف العادي؟
أ: التقطيع الدقيق هو نسخة عالية الدقة من التقطيع الذي يستخدم ثلاث قوى مطبقة لإنتاج حواف ناعمة، وتفاوتات أدق (تصل إلى ±0.0003 بوصة)، وأقل نتوءات. يُستخدم عادةً في مكونات السيارات والإلكترونيات الدقيقة.
س4: كيف تؤثر الخلوص على عملية القص؟
أ: تشير الخلوصة إلى الفجوة بين الشفرات العلوية والسفلية (الثقب والموت). وتتراوح عادةً من 2% إلى 10% سمك المادة. يضمن الخلوص المناسب قطعًا نظيفة، ويمنع التمزق أو النتوءات الزائدة، ويقلل من تآكل الأداة.
س5: هل يمكن استخدام القص لإنتاج كميات كبيرة؟
أ: نعم. القص مناسب تمامًا لـ إنتاج متسلسل، وخاصة في معالجة الصفائح المعدنية. يمكن لآلات القص الهيدروليكية والمحركات المؤازرة تحقيق معدلات تصل إلى 1000 ضربة في الدقيقةمما يجعلها فعالة للغاية للعمليات المستمرة.




