

- 1.0فهم قدرة القص بناءً على معايير الفولاذ المعتدل
- 2.0العوامل الرئيسية التي تؤثر على قوة القص
- 3.0دور زاوية الجرف في قص المعادن
- 4.0كيف تؤثر خصائص المواد على أداء القص
- 5.0قوة القص وسمك المعدن: ما هي العلاقة؟
- 6.0الحد الأدنى للسمك القابل للقص حسب نوع الماكينة
- 7.0لماذا يُعدّ خلوص السكين أمرًا مهمًا في قص الصفائح المعدنية
- 8.0أنواع سكاكين القص وتطبيقاتها
- 9.0أساسيات فحص وصيانة السكاكين
- 10.0فهم عملية التصلب أثناء قص المعادن
- 11.0تأثيرات التصلب بالعمل
- 12.0الممارسات التي يجب تجنبها
- 13.0قدرة القص مقابل قدرة السكين: ما الفرق؟
- 14.0جدول مرجعي لسعة القص العامة (مقتطف)
- 15.0جدول مرجعي لقدرة القص الفولاذية
- 16.0ميزات القص الاختيارية التي تعمل على تحسين دقة القطع
- 17.0الملخص النهائي: أفضل الممارسات للقص الآمن والفعال
صناعي آلات قص الصفائح تُعدّ هذه القواطع أساسيةً للقطع الدقيق للصفائح المعدنية ومواد الألواح. ولضمان الأداء الأمثل والتشغيل الآمن، من الضروري فهم كيفية تقييم قدرة القص والعوامل المؤثرة على كفاءة القطع. يُقدّم هذا الدليل نظرةً شاملةً على أساسيات قوة القص، وزاوية الميل، واختيار السكين، وخصائص المواد، وأفضل ممارسات الصيانة.


1.0فهم قدرة القص بناءً على معايير الفولاذ المعتدل
تعتمد تصنيفات القص عادةً على أقصى سُمك قطع للفولاذ الصلب عند زاوية ميل محددة. تشمل الخصائص الميكانيكية القياسية للفولاذ الصلب ما يلي:
| ملكية | قيمة |
| أقصى قوة قص | 50,000 رطل لكل بوصة مربعة |
| قوة الشد القصوى (UTS) | 55,000–70,000 رطل لكل بوصة مربعة |
| قوة الخضوع (YS) | 35000–50000 رطل لكل بوصة مربعة |
| الاستطالة (بمقدار 2 بوصة) | 20–35% |
ملاحظة: تشمل التصنيفات مخصصات لتفاوتات السُمك الشائعة. على سبيل المثال، قد يزيد سُمك لوح بسمك 0.250 بوصة بمقدار يصل إلى 0.030 بوصة، ويظل ضمن السعة المُصنّفة.
2.0العوامل الرئيسية التي تؤثر على قوة القص
يجب أن تتجاوز قوة القص القوة اللازمة لقطع المادة المقصودة. تشمل العوامل المؤثرة الرئيسية ما يلي:
- قوة القص المادية
- زاوية أشعل النار وسمك المادة
- اللدونة والتصلب بالعمل
- حالة السكين والتخليص
- عمق القطعة الخلفية وأنظمة الدعم
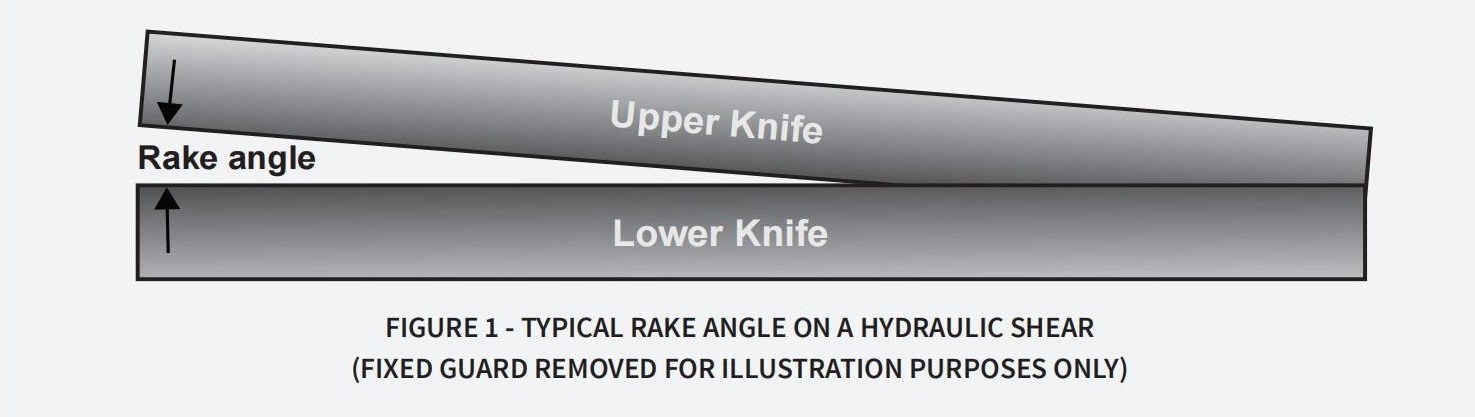
3.0دور زاوية الجرف في قص المعادن
زاوية أشعل النار هو الميل بين شفرتي السكين العلوية والسفلية. يؤثر بشكل كبير على قوة القطع وسلوك المادة أثناء القص.
- أ أشعل النار أكبر زاوية يقلل القوة المطلوبة
- قد يؤدي الإفراط في التمشيط إلى تشوه الأجزاء أو إطالة مدة السكين
3.1زاوية الجرف في الممارسة العملية: تقليل القوة وتأثير الجودة:
إذا كان R₂ = 2R₁ → فإن Force₂ = ½ Force₁
أفضل الممارسات: استخدم أدنى زاوية ميل تضمن جودة قطع مقبولة دون تجاوز حدود الماكينة. زوايا الميل العالية مفيدة بشكل خاص للفولاذ المقاوم للصدأ والمواد عالية اللدونة.
4.0كيف تؤثر خصائص المواد على أداء القص
4.1قوة المواد وتأثيرها على قدرة القص
تتطلب المواد الأقوى من الفولاذ الصلب (UTS/YS أعلى) القدرة المخفضة.
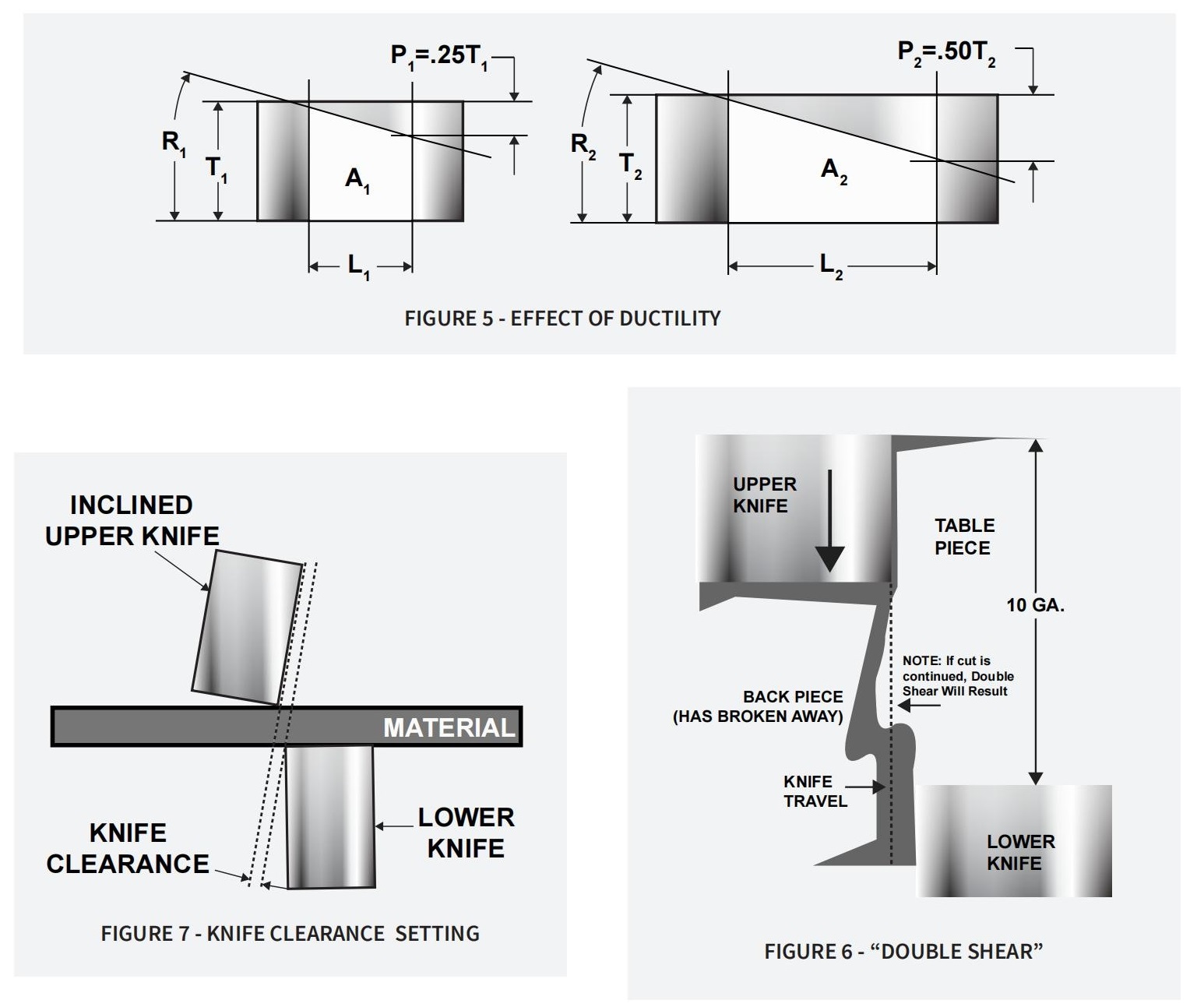
4.2اللدونة واختراق السكين في قطع الصفائح المعدنية
تؤدي المواد ذات الاستطالة الأعلى من 35% إلى تقليل أداء القص بسبب اختراق السكين بشكل أعمق.
وتشمل الأمثلة ما يلي:
- الفولاذ الكربوني 1006 و1008 وأحيانًا 1010/1012
- ASTM A283 الدرجة أ، A285 الدرجة أ، A570 الدرجة 30 (عندما يتجاوز الاستطالة 35%)
5.0قوة القص وسمك المعدن: ما هي العلاقة؟
تزداد قوة القص تربيعيًا مع السُمك:
القوة ∝ السُمك²
→ إذا كانت T₂ = 2T₁ → القوة₂ = 4 × القوة₁
6.0الحد الأدنى للسمك القابل للقص حسب نوع الماكينة
تعتمد الحدود الدنيا على خلوص السكين وحدته. أمثلة:
| نموذج | كَيّل | بوصة | مم |
| 375 HS | 26 جيجا | 0.018″ | 0.45 |
| 500 HS | 22 جيجا | 0.030″ | 0.76 |
| 750 HS | 20 جيجا | 0.036″ | 0.91 |
| سلسلة SE | 16 جيجا | 0.060″ | 1.52 |
7.0لماذا يُعدّ خلوص السكين أمرًا مهمًا في قص الصفائح المعدنية
يضمن التنظيف المناسب للسكين الحصول على قطع نظيفة ومتسقة.
- قليل جدًا: قص مزدوج، نتوءات، تآكل سريع
- أكثر مما ينبغي:قطع غير دقيقة، طي
7.1إعدادات خلوص السكين الموصى بها حسب نوع القص:
- المقصات الميكانيكية: 7%من سمك المادة
- المقصات الهيدروليكية: 7–15%، قابلة للتعديل باستخدام شرائح الطاولة
بالنسبة للفولاذ المقاوم للصدأ، حافظ على الحد الأدنى من الخلوص لمنع النتوءات وتصلب العمل.
8.0أنواع سكاكين القص وتطبيقاتها
اختيار المواد المناسبة لموازنة السكين مقاومة التآكل و مقاومة الصدمات.
| يكتب | مقاومة التآكل | مقاومة الصدمات | الاستخدام المثالي |
| أ | أعلى | أدنى | فولاذ رقيق/فولاذ مقاوم للصدأ |
| ب | عالي | قليل | الفولاذ المقاوم للصدأ الخفيف أو الألومنيوم |
| ج | واسطة | واسطة | القطع للأغراض العامة |
| د | قليل | عالي | تطبيقات الصدمات العالية |
| هـ | أدنى | أعلى | المواد الكاشطة أو الهشة أو عالية التأثير |
| س | معتدل | عالية جدًا | الفولاذ المقاوم للصدأ، إنكونيل، هاستيلوي، سبائك الدكتايل |
بالنسبة للقطع المتكرر للفولاذ المقاوم للصدأ (خاصةً الاستخدام >50%)، يوصى باستخدام النوع S.
بالنسبة للفولاذ المقاوم للصدأ خفيف الوزن (≤10 GA)، قد يكون النوع A كافياً.
9.0أساسيات فحص وصيانة السكاكين
تؤدي السكاكين الباهتة أو التالفة إلى زيادة قوة القطع وقد تتسبب في إتلاف الآلات.
9.1مؤشرات تآكل السكاكين الشائعة
- الحجامة
- المناطق المضيئة (تشير إلى القص المزدوج)
- حافة سيئة النهاية
9.2العوامل التي تؤدي إلى تسريع تآكل السكين:
- المواد المقطوعة باللهب أو المتصلبة
- صفائح منقوشة (على سبيل المثال، لوحة المداس)
- التخليص غير السليم
- مواد القطع >300 BHN
9.3تأثير عمق القطعة الخلفية على قوة القص:
- قم بتدوير وشحذ السكاكين بانتظام
- تآكل الشاشة بالقرب من الأذرع المربعة
- تجنب قطع لوحات AR >360 BHN

10.0فهم عملية التصلب أثناء قص المعادن
عمق القطعة الخلفية هو المسافة من الشفرة إلى الحافة الخلفية للمادة:
- عمق أكبر → قوة مطلوبة أعلى
- استخدم الطاولات الهوائية أو الأذرع الزاوية لدعم المواد الثقيلة أو القابلة للسحب
11.0تأثيرات التصلب بالعمل
تتطلب المواد المُصلدة، مثل الفولاذ المقاوم للصدأ وسبائك النيكل، قوة قص أكبر نظرًا لزيادة صلابة سطحها. استخدم سكاكين عالية المقاومة للصدمات مع ضبط زاوية ميل مناسبة للتخفيف من ذلك.
12.0الممارسات التي يجب تجنبها
| يمارس | مخاطرة |
| قطع القطع < 0.125 بوصة | زيادة الحمل واحتجاز المواد |
| إزالة كبيرة للسكاكين على الصفائح الرقيقة | المسح بدلاً من الجروح النظيفة |
| قطع متعدد الطبقات | جودة القطع رديئة، التحميل الزائد للآلة |
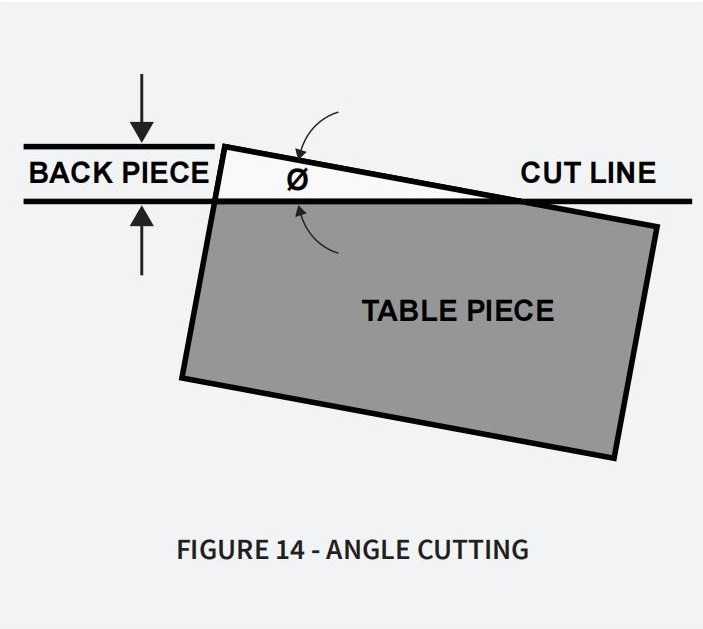
| قطع الزاوية < 20 درجة | شظايا، فشل القص |
13.0قدرة القص مقابل قدرة السكين: ما الفرق؟
إن فهم هذا التمييز يمنع الفشل المبكر:
| المعلمة | يحكم | يعتمد على |
| قدرة القص | آلة | السُمك² × قوة القص × زاوية الجرف |
| سعة السكين | مادة السكين | السُمك × قوة القص (مستقلة عن المشط) |
غالبًا ما تتمتع النماذج الهيدروليكية بحماية من الحمل الزائد. ومع ذلك، فإن التوقف المفاجئ يزيد من تآكل السكين.
14.0جدول مرجعي لسعة القص العامة (مقتطف)
| درجة ASTM | قوة الشد (ksi) | قوة الخضوع (ksi) | الحد الأدنى للاستطالة (% في 2 بوصة) | سمك الفولاذ المعتدل المقدر | السعة القصوى المكافئة (بوصة) |
|---|---|---|---|---|---|
| أ36 | 58–80 | 36–51 | 23 | 0.188 بوصة (حوالي 7 جيجا) | 0.250 / 0.375 / 0.500 / 0.625 / 0.750 |
| أ514 | 110–130 | ≥110 | 18 | 0.188 بوصة (حوالي 7 جيجا) | 0.281 / 0.375 / 0.500 / 0.625 / 0.750 |
| A572 الدرجة 50 | ≥65 | ≥50 | 21 | 0.188 بوصة (حوالي 5 جيجا) | 0.344 / 0.438 / 0.562 / 0.688 / 0.875 |
ملاحظات الاستخدام:
تم تصميم هذا الرسم البياني لتقدير أقصى سمك قابل للقص لمختلف درجات الفولاذ ASTM على آلات قص المعادن، بما في ذلك المقصات الهيدروليكية والمقصات الميكانيكية وأنظمة القص التي يتم التحكم فيها بواسطة الحاسب الآلي.
تعكس "السعة القصوى المكافئة" تصنيف القص النموذجي استنادًا إلى الفولاذ الصلب كمادة أساسية.
14.1مثال:
- 250 بوصة A572 درجة 65→ يتطلب تصنيف القص لـ 0.375 بوصة من الفولاذ الطري
- T-1 (ASTM A514)على 750 بوصة من القص → الحد الأقصى للسعة: 0.625″
15.0جدول مرجعي لقدرة القص الفولاذية
| درجة الفولاذ | قوة الشد (ksi) | قوة الخضوع (ksi) | الحد الأدنى للاستطالة (%) | 12 جيجا (0.1046 بوصة) | 10 جي ايه (0.1345 بوصة) | 0.188″ | 0.250″ | 0.281″ | 0.375″ | 0.500″ | 0.625″ | 0.750″ | 1.000″ | 1.250″ |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1008 CS النوع A/B/C | ن س | 20–40 | 30 | 12 جيجا | 10 جيجا | 7 جيجا | 0.250 | - | - | - | - | - | - | - |
| A1008 دكتوراه في طب الأسنان | ن س | 17–29 | 38 | 14 جيجا | 12 جيجا | 10 جيجا | 0.250 | - | - | - | - | - | - | - |
| A1008 SS الدرجة 40 | 52 دقيقة | 40 دقيقة | 20 | 12 جيجا | 10 جيجا | 7 جيجا | 0.250 | - | - | - | - | - | - | - |
| A1008 HSLAS الصف 50 الصف 1 | 65 دقيقة | 50 دقيقة | 20 | 13 جا | 11 جا | 8 جيجا | 5 جيجا | - | - | - | - | - | - | - |
| A1011 SS الدرجة 36 النوع 2 | 58–80 | 36–51 | 21 | 12 جيجا | 10 جيجا | 7 جيجا | 0.250 | - | - | - | - | - | - | - |
| A1011 HSLAS الصف 70 الصف 1 | 85 دقيقة | 70 دقيقة | 14 | 14 جيجا | 12 جيجا | 9 جيجا | 7 جيجا | - | - | - | - | - | - | - |
| A1011 HSLAS-F الصف 80 | 90 دقيقة | 80 دقيقة | 18 | 14 جيجا | 12 جيجا | 10 جيجا | 7 جيجا | 0.281 | 0.375 | 0.500 | - | - | - | - |
ملحوظات:
يوفر هذا الجدول إرشادات عامة لتقدير سمك القص استنادًا إلى الخصائص الميكانيكية للمادة.
القيم اسمية ويجب التحقق منها مقابل سعة آلة القطع المحددة وتكوين الشفرة.
تعتبر مراجع GA (المقياس) تقريبية وقد تختلف حسب المعيار (على سبيل المثال، مقياس الفولاذ الأمريكي مقابل مواصفات الشركة المصنعة).
يتأثر أداء القص بزاوية أشعل النار، وخلوص الشفرة، وحالة الشفرة، وصلابة المادة.
16.0ميزات القص الاختيارية التي تعمل على تحسين دقة القطع
- حشوات الطاولة الأسيرة لضبط خلوص السكين بسرعة
- إزالة سكين الطاقة(النماذج الآلية)
- صفيحة هوائية يدعم للتعامل مع المواد الكبيرة أو المرنة
- الزاوية الخلفية يدعم لمنع التشوه في المخزون السميك أو المرن
17.0الملخص النهائي: أفضل الممارسات للقص الآمن والفعال
- ابدأ بأقصى زاوية ميل، ثم قلل بناءً على جودة القطع
- قم دائمًا بمطابقة نوع السكين مع المادة والسمك
- راقب التآكل، وحافظ على الخلوص، وقم بتدوير السكاكين بانتظام
- لا تتجاوز أبدًا سعة القص أو السكين المقدرة
من خلال تطبيق هذه المبادئ وفهم الفيزياء وراء القص، يمكن للمشغلين ضمان الأداء الآمن والدقيق وطويل الأمد لمعدات القطع الخاصة بهم.




