

تُستخدم المحامل عالية الأداء على نطاق واسع في القطاعات الصناعية الحيوية، مثل صناعة السيارات، وأدوات الآلات الدقيقة، وطاقة الرياح. وتُستخدم تقنية التشكيل الدوراني المتطورة، وهي تقنية درفلة الحلقات الدقيقة، في إنتاج حلقات محامل سلسة، مما يُحسّن من عمر خدمة المحامل.
تتناول هذه المقالة ثلاث طرق لف الحلقات الدقيقة المصممة للمحامل ذات نطاقات الحجم المختلفة:
- دحرجة الحلقة الباردة:يتم تطبيقه على إنتاج المحامل ذات الحجم الصغير.
- لف الحلقة الشعاعية الساخنة:مناسبة للمحامل متوسطة الحجم.
- دحرجة الحلقات الشعاعية المحورية الساخنة:تستخدم للمحامل ذات الحجم الكبير.
0.1مقدمة
المحامل هي مكونات ميكانيكية أساسية مسؤولة عن حمل الأحمال ونقل الطاقة، وتُستخدم على نطاق واسع في صناعات مثل أدوات الآلات، والسيارات، والسكك الحديدية، وبناء السفن، والطاقة، والفضاء. في التطبيقات المتقدمة - بما في ذلك أدوات الآلات الدقيقة ذات التحكم الرقمي (CNC)، والسكك الحديدية عالية السرعة، وطاقة الرياح، ومحركات الطائرات - يجب ألا تقتصر دقة أبعاد المحامل على ضمان عمر خدمة طويل وأداء موثوق في ظل ظروف التشغيل القاسية، مثل السرعة العالية، والحمل الثقيل، ودرجات الحرارة المرتفعة، وقوى التصادم. تُعرف هذه المحامل عمومًا بأنها محامل عالية الأداءلا يعكس المستوى التكنولوجي للمحامل عالية الأداء الأداء الأساسي لمنتجات المحامل فحسب، بل يشير أيضًا، إلى حد ما، إلى القدرة الصناعية لمنطقة تصنيع محددة.
من الناحية الهيكلية، تتكون المحامل عادةً من حلقات تحمل، وعناصر درفلة، وأقفاص. من بينها، تُعدّ حلقة التحمل عنصرًا أساسيًا في الأساس، حيث تُمثّل 60%–70% من إجمالي وزن المحمل والتكلفةوبالتالي، تُحدد دقة وأداء حلقات المحامل بشكل مباشر الجودة العامة للمحامل. يواجه التصنيع التقليدي لحلقات المحامل - "تشكيل الخامات + التشغيل الآلي" - عيوبًا شائعة، مثل ارتفاع استهلاك الطاقة، وانخفاض استخدام المواد، وانخفاض كفاءة الإنتاج، والبنية الدقيقة غير المنتظمة، وعدم اكتمال تدفق الحبيبات، وضعف الخصائص الميكانيكية. تُصعّب هذه القيود تلبية المتطلبات الصارمة للمحامل عالية الأداء.
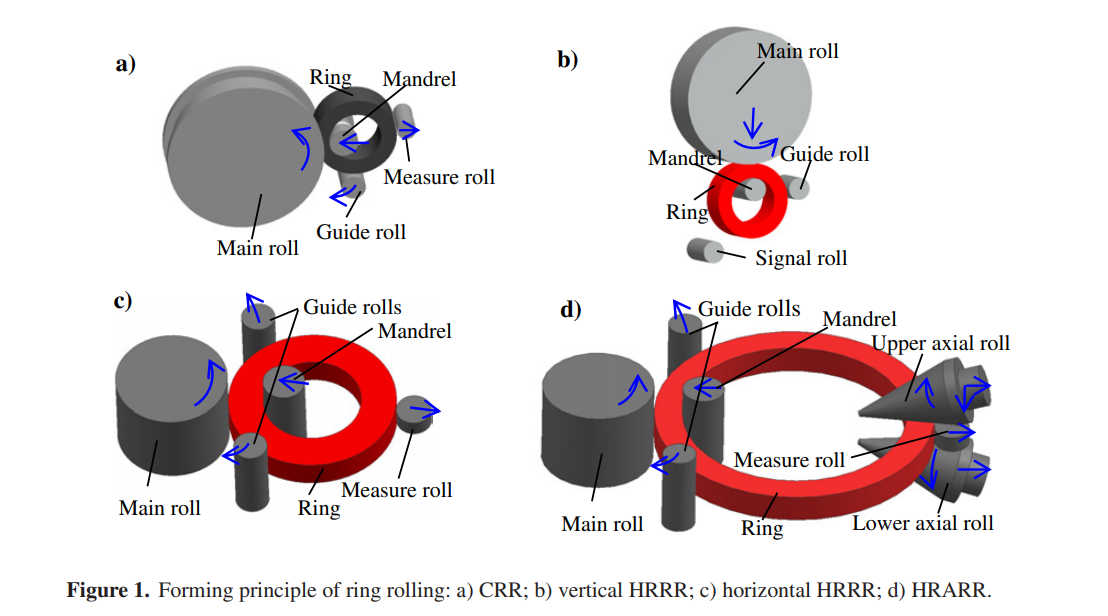
الشكل 1 - الرسم التخطيطي لمبادئ لف الحلقة: أ) الدرفلة الحلقية الباردة (CRR)؛ ب) الدرفلة الحلقية الشعاعية الساخنة العمودية (HRRR)؛ ج) الدرفلة الحلقية الشعاعية الساخنة الأفقية (HRRR)؛ د) الدرفلة الحلقية الشعاعية المحورية الساخنة (HRARR).
تقنية لف الحلقاتتعتمد طريقة التشكيل الدوراني الدقيق للحلقات غير الملحومة على مبدأ التشوه البلاستيكي الموضعي الناتج عن دوران الأسطوانات مع التغذية الخطية. تتيح هذه العملية تقليل سماكة الجدار، وزيادة القطر، وتشكيل مقاطع الحلقات، مما يحقق في النهاية الهندسة والخصائص المجهرية المطلوبة. من خلال تطبيق درفلة الحلقات في إنتاج حلقات المحامل، يمكن تقليل استهلاك الطاقة وتكاليف المواد، مع تحسين كفاءة الإنتاج والأداء الميكانيكي، مما يؤدي إلى إطالة عمر خدمة المحامل. تتميز حلقات المحامل المدرفلة على الحلقات ببنية مجهرية أكثر كثافة وتدفق حبيبات متناسق مع اتجاه مسار السباق. واليوم، تُستخدم درفلة الحلقات على نطاق واسع في تصنيع حلقات المحامل، لتصبح إحدى تقنيات التشكيل المتقدمة التي لا غنى عنها للمحامل عالية الأداء.
1.0تقنيات دحرجة الحلقات النموذجية لحلقات المحمل
1.1درفلة الحلقات الباردة (CRR) لحلقات المحمل صغيرة الحجم
درفلة الحلقات الباردة (CRR) هي عملية تشكيل دوارة متطورة تُجرى في درجة حرارة الغرفة باستخدام مطاحن CRR متخصصة. تحت ضغط تمريرة درفلة شعاعية، تخضع الحلقة لضغط موضعي مستمر، مما يؤدي إلى انخفاض تدريجي في سمكها الشعاعي، وزيادة متزامنة في قطرها، وتشكيل تدريجي لشكل المقطع العرضي المستهدف.
تشمل المكونات الرئيسية لمطحنة CRR ما يلي: نظام الأسطوانة الرئيسية، ونظام المغزل، ونظام التوجيه، ونظام القياس، وهيكل الآلة، ونظام الطاقة والتحكم. أثناء عملية الدرفلة، توفر الأسطوانة الرئيسية دورانًا نشطًا، بينما يتغذى المغزل خطيًا في اتجاه محدد. تضبط أسطوانات التوجيه موضعها مع تمدد قطر الحلقة، وتراقب أسطوانة القياس تغيرات القطر باستمرار. بمجرد الوصول إلى القطر المحدد مسبقًا، تنتهي عملية الدرفلة.
نطاق التطبيق: تعتبر CRR مناسبة بشكل أساسي لإنتاج حلقات تحمل صغيرة بأقطار أقل من 250 ملم.
1.2لف الحلقة الشعاعية الساخنة (HRRR) لحلقات المحمل متوسطة الحجم
درفلة الحلقات الشعاعية الساخنة (HRRR) هي عملية تشكيل دقيقة تُجرى في درجات حرارة مرتفعة باستخدام مطاحن HRRR. وكما هو الحال في CRR، تستخدم HRRR تمريرات درفلة شعاعية لتطبيق ضغط موضعي، مما يقلل السُمك الشعاعي، ويوسع القطر، ويشكل المقطع العرضي.
بناءً على الاتجاه النسبي لمحاور الأسطوانة والاتجاه الأفقي، يتم تصنيف مطاحن HRRR إلى:
- مطحنة HRRR العمودية: محاور اللفة متوازية مع المستوى الأفقي. أثناء اللف، تدور اللفة الرئيسية بشكل نشط مع تغذية خطية، بينما يدور المغزل بشكل سلبي. توضع لفافة التوجيه على جانب مخرج اللفة الرئيسية، بينما توضع لفافة الإشارة مقابل لفافة التوجيه. تتوقف اللفة بمجرد اتساع قطر الحلقة لملامسة لفافة الإشارة.
- مطحنة HRRR الأفقية: محاور اللفة عمودية على المستوى الأفقي. تدور اللفة الرئيسية بنشاط، بينما يقوم المغزل بتغذية خطية. يوجد لفافتا توجيه متناظرتان على جانبي اللفة الرئيسية، مع تعديل موضعهما مع زيادة القطر. توضع لفافة الإشارة مقابل اللفة الرئيسية لمراقبة القطر آنيًا. تنتهي اللفة عند الوصول إلى القطر المحدد مسبقًا.
نطاق التطبيق: يتم استخدام HRRR بشكل أساسي في تصنيع حلقات المحمل متوسطة الحجم بأقطار تتراوح بين 50 مم و 1000 مم.
1.3الدرفلة الدائرية الشعاعية المحورية الساخنة (HRARR) لحلقات المحامل كبيرة الحجم
الدرفلة الدائرية الشعاعية المحورية الساخنة (HRARR) هي عملية تشكيل دوارة متطورة تُجرى في درجات حرارة عالية باستخدام مطاحن HRARR. بخلاف الدرفلة الشعاعية البحتة، تجمع HRARR بين عمليات الدرفلة الشعاعية والمحورية، مما يُمكّن من تقليل السُمك الشعاعي والارتفاع المحوري في آنٍ واحد، مع زيادة القطر، مما يُؤدي في النهاية إلى تشكيل المقطع العرضي المطلوب.
يكمن الفرق الرئيسي بين مطاحن HRARR ومطاحن HRRR الأفقية في إضافة زوج من البكرات المحورية لضبط ارتفاع الحلقة. أثناء الدرفلة، لفة محورية علوية يؤدي الدوران النشط جنبًا إلى جنب مع التغذية الخطية للأسفل، بينما لفة محورية سفلية يدور بنشاط دون تغذية. كلتا البكرتين المحوريتين مثبتتان على الإطار المحوري، وتتحركان للخارج بالتزامن مع قطر الحلقة المتوسعة.
نطاق التطبيق: يتم استخدام HRARR بشكل أساسي لإنتاج حلقات تحمل كبيرة يبلغ قطرها أكثر من 1000 ملم.
2.0تطوير وتطبيق تقنية الدرفلة الدقيقة للحلقات في تصنيع حلقات المحمل
من منظور عالمي، تُعدّ بعض المناطق في آسيا أسواقًا دولية رئيسية وقواعد تصنيع للمحامل. يُشكّل سوق المحامل في هذه المنطقة ما يقارب 10% من الإجمالي العالميمع اقتراب الإنتاج السنوي من 20 مليار وحدة وقيمة الإنتاج السنوية تتجاوز $30 ملياراستجابةً لاتجاهات العولمة والتنمية المستدامة في قطاع التصنيع، تعمل هذه المنطقة على تحويل صناعة المحامل من نموذج "موجه نحو الحجم" إلى نموذج "موجه نحو التكنولوجيا"، مما يعزز تدريجيًا القدرة المحلية على إنتاج المحامل عالية الجودة.
وعلى هذه الخلفية، أجرى مصنعو المحامل المحليون والجامعات ومعاهد الأبحاث أبحاثًا تعاونية تركز على تطوير تقنيات لف الحلقات الدقيقة بشكل مستقل لإنتاج محامل عالية الأداء. وقد تحققت إنجازات تكنولوجية هامة في مجالات رئيسية، منها درفلة الحلقة الباردة، ودحرجة الحلقة الشعاعية الساخنة، ودحرجة الحلقة الشعاعية المحورية الساخنة، مع نتائج تم تنفيذها بالفعل في الإنتاج العملي.
2.1تقنية الدرفلة الدقيقة للحلقات الباردة لحلقات المحامل الصغيرة والمتوسطة الحجم
عملية الدرفلة الدقيقة للحلقات الباردة
بناءً على تكنولوجيا الدرفلة الدائرية الباردة شبه الدقيقة الدولية، طورت فرق البحث بشكل مبتكر عملية دحرجة الحلقات الباردة بدقة مُصممة خصيصًا لإنتاج حلقات المحامل. تسلسل العملية الأساسية كالتالي:
قطع القضبان ← التشكيل الساخن للقطع الخام ← المعالجة المسبقة ← الخراطة الخشنة ← الدرفلة الدقيقة للحلقات الباردة ← التبريد ← الطحن
تؤكد هذه العملية على التحكم الصارم في دقة الفراغ لتحسين جودة التشكيل، وتحقيق ذلك في النهاية حلقات تحمل على شكل شبكة تقريبًا. تشمل المزايا التقنية لهذه العملية ما يلي:
- تحسين دقة التشكيل: يمكن أن يصل هندسة الحلقة إلى الدرجة 7-8، مع التحكم في خشونة السطح عند را 0.8–1.6 ميكرومتر، وهو ما يمثل تحسنًا بمقدار 1-2 درجة مقارنة بالدرفلة الدائرية الباردة شبه الدقيقة التقليدية.
- كفاءة الموارد المُحسّنة: يمكن تشكيل مسارات السباق مباشرة عن طريق لف الحلقات دون الحاجة إلى الدوران اللاحق، مما يقلل بشكل فعال من هدر المواد ووقت التصنيع.
- الأداء الميكانيكي المعزز: تحافظ المسارات التي تم تشكيلها بواسطة الدرفلة الدائرية الباردة الدقيقة على الهياكل الدقيقة الكثيفة وخطوط التدفق المعدنية المستمرة، مما يتجنب تدهور الخصائص الميكانيكية الناجم عن الدوران.


الشكل 2أ) مطحنة CRR دقيقة جديدة ذات سيرفو كهروميكانيكي NC؛ ب) حلقات تحمل أدوات الآلة والسيارات
معدات الدرفلة الدقيقة للحلقات الباردة
وقد طورت فرق البحث بشكل مستقل مطاحن الدرفلة ذات الحلقات الباردة الدقيقة الجديدة باستخدام الحاسب الآلي، تتميز بتصميم مبتكر نظام تغذية الدفع "محرك سيرفو - مخفض - لولب كروي عالي القوة" الذي يحل محل أنظمة السيرفو الهيدروليكية التقليدية كآلية رئيسية للقيادة والتغذية. يتيح هذا التصميم التغذية الدقيقة في ظل ظروف حمولة تبلغ 50 طنًا، تحقيق دقة تغذية تصل إلى 0.005 ملم ودقة التصنيع φ100 ± 0.02 مم، متجاوزة العديد من آلات الدرفلة الدائرية الباردة عالية الدقة المماثلة على المستوى الدولي (عادةً φ100 ± 0.1 مم).
تتغلب مطحنة الدرفلة ذات الحلقات الباردة الجديدة على قيود المطاحن التقليدية التي تعتمد بشكل أساسي على الأسطوانات الهيدروليكية لتغذية المحرك، مما يضمن تشكيل مستقر أثناء دحرجة الحلقة الباردة الدقيقة وتطوير تصميم هياكل المطاحن وطرق التصنيع. وبفضل هذه التكنولوجيا والمعدات، حققت الشركات الإنتاج الضخم لحلقات المحامل الكروية وحلقات المحامل الأسطوانية وحلقات المحامل المشتركة، مع المنتجات المطبقة على نطاق واسع في محامل أدوات الماكينة عالية الأداء ومحامل السيارات، ويتم تصديرها إلى الشركات المصنعة الرائدة في مجال المحامل الدولية مثل SKF وFAG وNSK وTIMKEN.
التقنيات الرئيسية في الدرفلة الدقيقة للحلقات الباردة
تتضمن التقنيات الأساسية للدرفلة الدقيقة للحلقات الباردة لحلقات المحمل عالية الأداء ما يلي:
- معالجة مسبقة عالية اللدونة للتشوه البارد في درجة حرارة الغرفة للصلب الحامل.
- تصميم وتصنيع مقاطع تمرير الرول الطويلة الأمد.
- تصميم معلمات العملية المثلى للدرفلة الدائرية الباردة الدقيقة.
- قياس الدقة عبر الإنترنت والتحكم في الحلقة المغلقة أثناء دحرجة الحلقة الباردة.
2.2تقنية الدرفلة الدائرية الشعاعية الساخنة الدقيقة لحلقات المحامل المتخصصة كبيرة الحجم
عملية دحرجة الحلقات الشعاعية الساخنة بدقة
بالنسبة لحلقات محامل الأسطوانة المخروطية الكبيرة المستخدمة في قاطرات السكك الحديدية عالية السرعة وعربات الشحن الثقيلة، تتطلب عمليات الدرفلة الساخنة التقليدية دحرجة الحلقة في البداية إلى مقطع عرضي مبسط، يليه تشغيل آلي للوصول إلى الشكل الكامل، مما يؤدي إلى ضعف الكفاءة الفنية والاقتصادية. ولمعالجة هذه المشكلة، طورت فرق البحث... عملية الدرفلة الدائرية الشعاعية الساخنة الدقيقة (HRRR) مُصمم خصيصًا لهذه الحلقات. تسلسل العملية الأساسية هو كما يلي:
قطع القضبان ← البثق الساخن للقطع الخام ← الدرفلة الدائرية الشعاعية الساخنة بدقة ← التشغيل الآلي ← المعالجة الحرارية ← الطحن
من خلال تحسين دقة الأبعاد الفارغة وتحسين التحكم في عملية لف الحلقة الشعاعية الساخنة، تمكن هذه الطريقة التشكيل المباشر للمقاطع العرضية المعقدةمما يُقلل بشكل كبير من عمليات التشغيل اللاحقة ويُحسّن أداء المنتج. مقارنةً بالدرفلة الدائرية الشعاعية الساخنة التقليدية، تُحقق هذه العملية ما يلي:
- تحسين استخدام المواد:زيادة 15%–20%.
- كفاءة الإنتاج:3× أعلى.
- خفض تكاليف الإنتاج: حوالي 20%.


الشكل 3. أ) مطحنة HRRR دقيقة NC ذات سيرفو كهروميكانيكية جديدة؛ ب) حلقات محمل سكة حديد عالية السرعة مكونة من HRRR دقيقة
معدات الدرفلة الدائرية الشعاعية الساخنة الدقيقة
بناءً على أبحاث مطاحن الدرفلة ذات الحلقات الباردة الدقيقة باستخدام الحاسب الآلي، قام الفريق بتطويرها بشكل أكبر مطاحن الدرفلة الدائرية الشعاعية الساخنة عالية الدقة باستخدام الحاسب الآليوتشمل الابتكارات الرئيسية ما يلي:
- استبدال أنظمة السيرفو الهيدروليكية التقليدية بـ أنظمة السيرفو الكهروميكانيكية باعتبارها آلية التغذية الرئيسية، مما يحقق دقة التغذية 0.01 مم وتشكيل الدقة التي يتم التحكم فيها داخل φ100 ± 0.25 مم.
- مُحسّن وظائف القياس والتحكم التلقائية، استبدال التشغيل اليدوي المستخدم في المطاحن شبه CNC، مما يضمن دقة أبعاد الحلقة المستقرة ويعزز أتمتة عملية لف الحلقة الساخنة.
وبناءً على هذه التكنولوجيا والمعدات، أدركت الشركات الإنتاج الضخم للمحامل الأسطوانية المخروطية والمحامل الأسطوانية والمحامل الكروية، مع تطبيقات في تصنيع المحامل عالية الأداء لـ السكك الحديدية عالية السرعة، وأدوات الآلات الدقيقة، ومصانع الدرفلة المعدنية الثقيلة.
التقنيات الرئيسية في الدرفلة الدائرية الشعاعية الساخنة الدقيقة
تتضمن التقنيات الأساسية للدرفلة الدقيقة للحلقات الشعاعية الساخنة لحلقات المحمل عالية الأداء ما يلي:
- تصميم متطابق لعملية القطع الدقيق وعملية لف الحلقة الشعاعية الساخنة.
- التحكم الدقيق في التبريد أثناء عملية لف الحلقة الساخنة.
- قياس الدقة عبر الإنترنت والتحكم الديناميكي في عملية لف الحلقة الشعاعية الساخنة.
2.3تقنية الدرفلة الدائرية المحورية الشعاعية الساخنة الدقيقة لحلقات المحامل الكبيرة جدًا
عملية الدرفلة الدقيقة للحلقات الشعاعية المحورية الساخنة
بالنسبة لمحامل توربينات الرياح الكبيرة جدًا التي يزيد قطرها عن متر واحد، تتضمن عملية التصنيع التقليدية عادةً ما يلي:
قطع القضبان ← تسخين القضبان ← التشكيل الحر للقطع الخام ← توسيع المندريل ← التشغيل الآلي
تتطلب خطوة توسيع المندريل دورات تسخين متعددة، مما يؤدي إلى استهلاك عالي للطاقة، وخسارة كبيرة في المواد، ودورات إنتاج طويلةعلاوة على ذلك، لا يمكنه تشكيل مسار المحمل بالكامل، مما يؤدي إلى عمليات تشغيل لاحقة واسعة النطاق وصعوبة ضمان أداء المنتج.
ولمعالجة هذه القضايا، قامت فرق البحث بتطوير عملية الدرفلة الدائرية المحورية الشعاعية الساخنة الدقيقة (HRARR) لحلقات المحامل فائقة الحجم. مع الحفاظ على الخطوات الأولية قطع القضبان → تسخين القضبان → التشكيل الحر للقطع الخام، هذه العملية تحل محل توسيع المندريل التقليدي بـ لف حلقات شعاعية محورية ساخنة بدقة، تمكين الدرفلة ذات التسخين الفردي وتشكيل المسار المباشر. تطبيق هذه العملية يحقق:
- توفير الطاقة: اختزال 30%–40%.
- توفير المواد: اختزال 25%–30%.
- كفاءة الإنتاج: زيادة أكثر من 5 مرات.
- خفض تكاليف الإنتاج: حوالي 30%.
بالإضافة إلى ذلك، تتغلب هذه العملية على قيود حجم توسيع المندريل، مما يتيح تشكيل حلقات تحمل كبيرة جدًا بأقطار تتجاوز 5 أمتار.


الشكل 4. أ) مطحنة RAM 9000 HRARR فائقة الحجم؛ ب) حلقة تحمل طاقة الرياح فائقة الحجم مكونة من HRARR عالية الدقة.
آلة دحرجة الحلقات المحورية الشعاعية الساخنة بدقة
تم تطوير الفريق بشكل مستقل آلة لف حلقات شعاعية محورية ساخنة فائقة الدقة باستخدام الحاسب الآلي(على سبيل المثال، RAM 9000). المواصفات الفنية الرئيسية تلبي متطلبات حلقات المحامل فائقة الكبر:
- أقصى قطر للحلقة: 10 أمتار
- أقصى ارتفاع للحلقة: 1.7 متر
- قوة التدحرج الشعاعية: 800 طن
- قوة التدحرج المحورية: 600 طن
وبناءً على هذه التكنولوجيا والمعدات، تمكنت الشركات من تحقيق الإنتاج الضخم لحلقات المحامل الكروية وحلقات محامل العجلات وحلقات المحامل الكبيرة جدًا الأخرى بأقطار تصل إلى متر واحد أو أكثر، يتم تطبيقها على نطاق واسع في محامل توربينات الرياح عالية الأداءويتم تصديرها إلى شركات طاقة الرياح العالمية الرائدة مثل جنرال إلكتريك (GE، الولايات المتحدة الأمريكية) وفيستاس (الدنمارك).
التقنيات الرئيسية في الدرفلة الدقيقة للحلقات الشعاعية المحورية الساخنة
تتضمن التقنيات الأساسية لحلقات المحمل عالية الأداء المنتجة عن طريق الدرفلة الدقيقة للحلقات الشعاعية المحورية الساخنة ما يلي:
- تصميم متطابق للتشوه الشعاعي والمحوري للحلقات.
- تحسين مخطط عملية HRARR ومراحل الانتقال.
- التحكم في استقرار عملية HRARR.
3.0اتجاهات تطوير تقنية لف الحلقات الدقيقة في تصنيع حلقات المحمل
تُمثل المحامل عالية الأداء، باعتبارها مكونات أساسية للمعدات الرئيسية المتطورة، اتجاهًا رئيسيًا لتطوير صناعة المحامل العالمية. ولتلبية المتطلبات المتطورة لمنتجات وتقنيات وأسواق المحامل عالية الأداء، تشمل اتجاهات تطوير تقنية درفلة الحلقات الدقيقة في تصنيع حلقات المحامل بشكل رئيسي الجوانب الثلاثة التالية:
3.1توسيع تكنولوجيا الدرفلة على الحلقات الباردة لحلقات المحمل الكبيرة:
بسبب خصائص درجة حرارة الغرفة للفولاذ عالي الكربون الحامل للكروم (GCr15)، فإن قطر حلقات المحمل المصنعة حاليًا عن طريق الدرفلة على البارد أقل عمومًا من φ250 ممفي المستقبل، ينبغي أن يركز البحث على تطوير تكنولوجيا درفلة الحلقات الباردة والمعدات المتخصصة لحلقات المحمل الكبيرة التي يتراوح قطرها من 250 مم إلى 500 مم، مع توسيع نطاق سيناريوهات تطبيق الدرفلة الدائرية الباردة لأنواع مختلفة من حلقات المحمل.
3.2تكنولوجيا التحكم الدقيق في عمليات الدرفلة بالحلقات الساخنة:
في الوقت الحاضر، تكون ظروف العملية الرئيسية أثناء عملية الدرفلة بالحلقة الساخنة - مثل تحضير الفراغات والدرفلة والتبريد - عرضة للتقلبات، مما يؤدي إلى ضعف استقرار الأبعاد الهندسية والخصائص الدقيقة من حلقات المحامل المدرفلة على الساخن. ينبغي أن تُعزز الأبحاث المستقبلية تقنيات التحكم في الدرفلة بالحلقات الساخنة، تحقيق التحكم المنسق في هندسة الحلقة والبنية الدقيقة من خلال تنظيم ظروف التسخين المسبق، ومعلمات التشوه أثناء الدرفلة، ومعدلات التبريد بعد الدرفلة بدقة، لضمان أداء ثابت للمنتج.
3.3الابتكار في تصنيع حلقات المحمل بطريقة قصيرة:
في الوقت الحالي، تتضمن عملية تحضير الفراغات لحلقات المحمل الكبيرة عادةً خطوات متعددة: الصهر → صب السبائك → قطع السبائك → التكسير → التثقيبمما يؤدي إلى دورة إنتاج طويلة. يؤدي التكسير والثقب إلى خسارة كبيرة في المواد، ويزيد التسخين المتكرر طوال العملية من استهلاك الطاقة وحرق المواد، مع احتمال التأثير على جودة الفراغ الداخلي. لمعالجة هذه المشكلة، عملية "صب ودحرجة المركب" وقد تم اقتراح السماح الدرفلة المباشرة للقطع الصبمما يُختصر عملية الإنتاج بشكل كبير، ويُقلل خسائر الفراغات، ويُحسّن كفاءة الإنتاج. بفضل مزاياها التقنية الكبيرة، من المتوقع أن تُصبح تقنية الصب والدرفلة المركبة توجهًا مستقبليًا هامًا في تصنيع حلقات المحامل.
4.0خاتمة
أصبحت تقنية درفلة الحلقات الدقيقة حجر الزاوية في تصنيع حلقات المحامل عالية الأداء، حيث توفر مزايا كبيرة في دقة التشكيل، واستخدام المواد، والخصائص الميكانيكية، وكفاءة الإنتاج. من حلقات المحامل الصغيرة إلى الكبيرة جدًا، تُستخدم عمليات متقدمة مثل درفلة الحلقة الباردة، ودحرجة الحلقة الشعاعية الساخنة، ودحرجة الحلقة الشعاعية المحورية الساخنة تُمكّن من التشكيل المباشر للمقاطع العرضية المعقدة مع تقليل عمليات التشغيل اللاحقة. إلى جانب الابتكارات في معدات التحكم الرقمي بالكمبيوتر (CNC)، والتحكم الآلي، وتحسين العمليات، فإن درفلة الحلقات الدقيقة لا تُعزز فقط القدرة التنافسية العالمية لمصنعي المحامل، بل تُسهم أيضًا في تطوير المحامل عالية الأداء في قطاعات السيارات، والفضاء، وطاقة الرياح، والسكك الحديدية، وغيرها من القطاعات الصناعية الحيوية. وبالنظر إلى المستقبل، فإن دمج التحكم الدقيق، والتصنيع قصير العملية، وتقنيات الصب والدرفلة المركبة ستواصل توسيع نطاق تطبيق وكفاءة عملية لف الحلقات، مما يعزز دورها كتكنولوجيا أساسية في إنتاج الجيل التالي من المحامل.
5.0الأسئلة الشائعة
س1: ما هي حلقة التدحرج الدقيقة؟
أ1: إن عملية تشكيل الحلقات الدقيقة هي عملية تشكيل دوارة تستخدم أسطوانات دوارة وتغذية خطية لتقليل سمك الجدار وزيادة القطر وتشكيل المقطع العرضي للحلقات غير الملحومة، مما ينتج عنه حلقات تحمل عالية الجودة ذات هياكل دقيقة كثيفة وخصائص ميكانيكية محسنة.
س2: ما هي أنواع حلقات المحمل التي يمكن تصنيعها باستخدام دحرجة الحلقات الدقيقة؟
أ2: يمكن لعملية لف الحلقات الدقيقة إنتاج حلقات محمل صغيرة ومتوسطة وكبيرة وكبيرة جدًا، بما في ذلك حلقات المحمل الكروي، وحلقات المحمل الأسطوانية والمخروطية، والحلقات المتخصصة لتطبيقات السكك الحديدية عالية السرعة، وطواحين الهواء، والآلات الثقيلة.
س3: ما هي المزايا الرئيسية للدرفلة الحلقية الدقيقة؟
أ3: تشمل المزايا الرئيسية ما يلي:
- دقة تشكيل عالية وإنتاج شبه صافٍ
- تحسين استخدام المواد وتقليل التشغيل الآلي
- أداء ميكانيكي معزز بسبب البنية الدقيقة المحفوظة والتدفق المعدني المستمر
- زيادة كفاءة الإنتاج وتقليل استهلاك الطاقة
س4: ما هي الاتجاهات المستقبلية في تصنيع حلقات المحمل مع لف الحلقات الدقيقة؟
أ4: الاتجاهات الرئيسية تشمل:
- توسيع عملية دحرجة الحلقات الباردة إلى أقطار أكبر
- تقنيات التحكم الدقيق في الدرفلة بالحلقات الساخنة
- تقنيات التصنيع قصيرة العملية والصب والدرفلة المركبة لتحسين الكفاءة وتقليل فقدان المواد والحفاظ على جودة المنتج الثابتة
مراجع
https://www.iqsdirectory.com/articles/forging/rolled-ring-forging.html
https://en.wikipedia.org/wiki/Rolling_(metalworking)




