

نظرة عامة مفصلة على عملية دحرجة الألواح: طرق التشكيل بثلاث أسطوانات، وأربع أسطوانات، والمخروطية
1.0مقدمة في دحرجة الصفائح
درفلة الصفائح هي عملية تشكيل معادن تُستخدم لتشكيل صفائح معدنية مسطحة إلى أشكال أسطوانية، أو مخروطية، أو بيضاوية، أو غيرها من الأشكال المنحنية. خلال هذه العملية، تُمرر الصفيحة عبر مجموعة من الأسطوانات التي تُطبق ضغطًا مستمرًا ومُتحكمًا فيه، مما يُؤدي إلى ثني المادة تدريجيًا إلى الشكل الهندسي المطلوب.
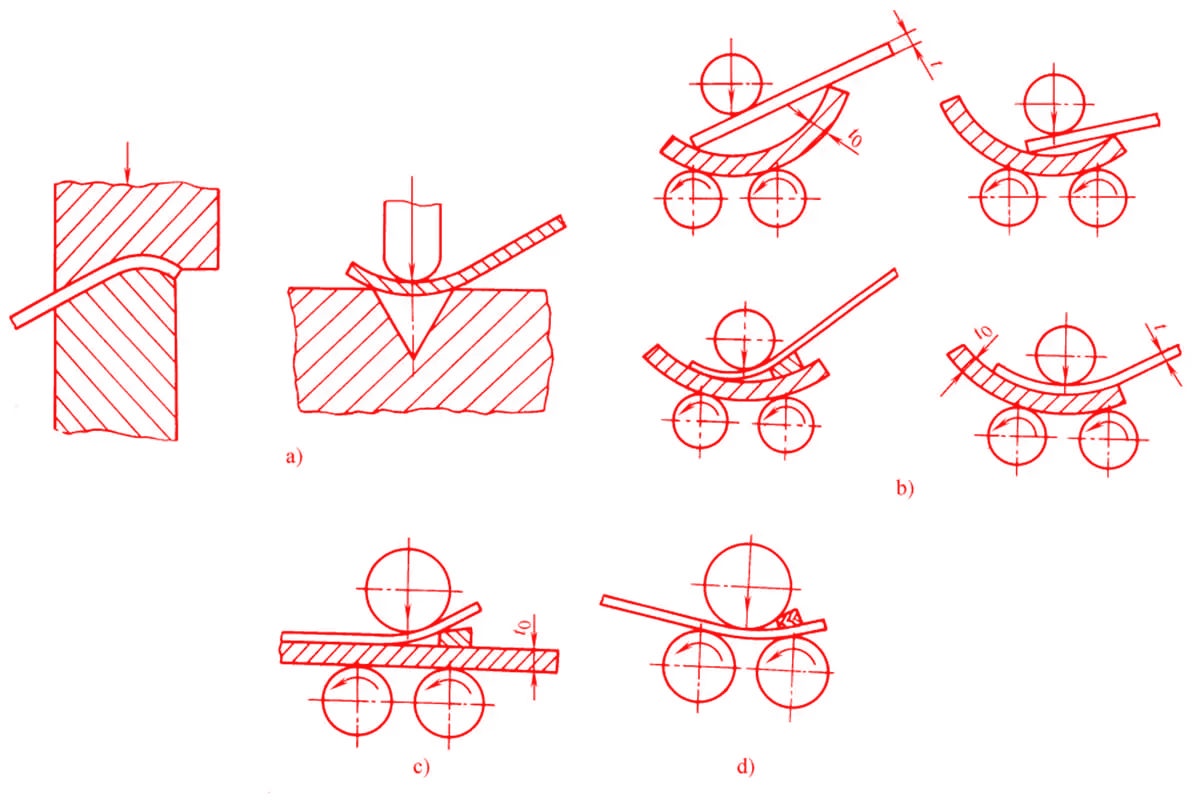
تُستخدم هذه الطريقة عادةً للأجزاء ذات أنصاف أقطار الانحناء الأكبر، وتُطبّق على نطاق واسع في تصنيع المكونات الأسطوانية والمخروطية. بالإضافة إلى ذلك، من خلال تعديل موضع أعمدة الأسطوانة بالنسبة لاتجاه التغذية، يُمكن إنتاج أجزاء أسطوانية ذات مقاطع عرضية غير دائرية، مثل الأشكال المستطيلة أو الإهليلجية. كما يُمكن استخدام هذه العملية في عمليات التشفيه للأجزاء الأسطوانية الدائرية وغير الدائرية، كما هو موضح في الشكل 2.

2.0دحرجة الصفائح باستخدام آلات ثلاثية ورباعية الأسطوانات
2.1عملية ما قبل الانحناء
عند استخدام ثلاث لفات أو أربع لفات آلات لف الصفائح لتشكيل أشكال أسطوانية، يتم استخدام جزء من اللوحة بالقرب من حواف الدخول والخروج غالبا ما يبقى غير منحني. ويرجع ذلك إلى منطقة التشوه المحدودة بين اللفائف، مما يؤدي إلى حواف مستقيمة في طرفي الورقة. هذه المناطق غير المنحنية قد تؤدي إلى فجوات أو انحناء غير مكتمل عند التماس، مما يعرض للخطر دقة التجميع و السلامة الهيكلية من المنتج النهائي.
ولحل هذه المشكلة، عملية الانحناء المسبق يتم إجراؤها قبل عملية الدرفلة الرئيسية. هذا يضمن أن نهايات الورقة نكون منحني قليلا في المقدمة، مما يقلل بشكل فعال من طول الحافة المستقيمة و تعزيز الاستدارة الشاملة من الاسطوانة المدلفنة.
تشمل طرق الانحناء المسبق الشائعة ما يلي:
- طريقة ثني اللفة العلوية(تستخدم ل متماثل آلات ثلاثية الأسطوانات)
- طريقة الانحناء المسبق للفة الجانبية(تستخدم ل أربع لفات أو آلات ثلاثية الأسطوانات غير المتماثلة)
- طريقة التغذية والانحناء متعددة التمريرات(ل صفائح سميكة أو تطبيقات عالية الدقة)
ملحوظة: ال جودة ما قبل الانحناء يؤثر بشكل مباشر على استدارة, دقة المفصل، و أداء اللحام من الأسطوانة النهائية، مما يجعلها خطوة حاسمة في عملية دحرجة اللوحة.
(الشكل 3: توضيح لطرق الانحناء المسبق)
2.2عملية الدرفلة
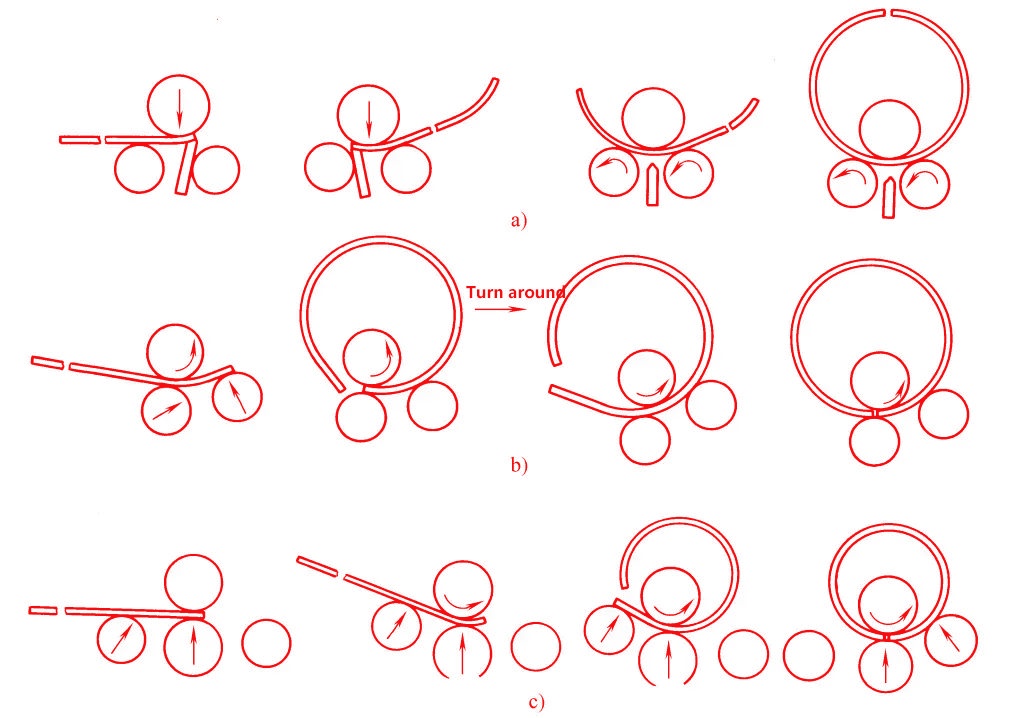
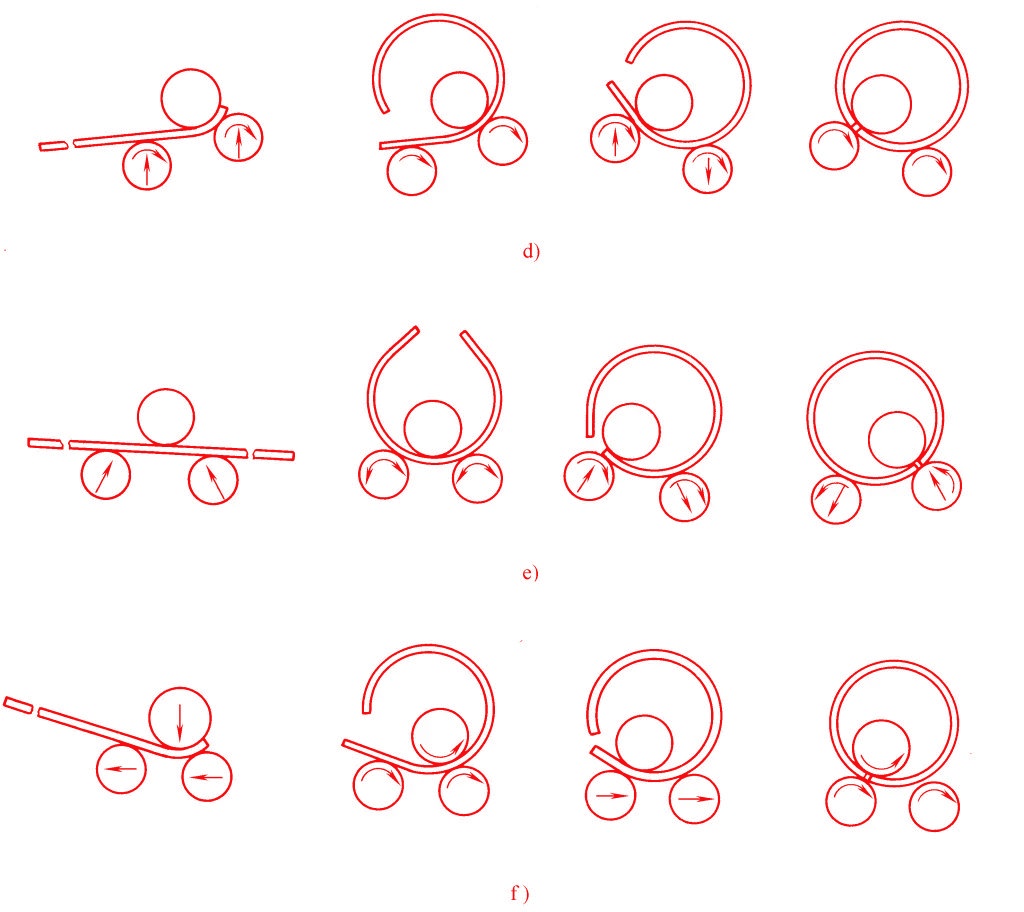
ال العملية الأساسية تتضمن عملية دحرجة اللوحة ثني ورقة مسطحة بشكل مستمر إلى اسطوانة, مخروطأو أي شكل منحني آخر. في حين أن المبدأ الأساسي هو نفسه، فإن هياكل الآلات المختلفة تستخدم طرقًا مختلفة تقنيات التدحرجكما هو موضح في الشكل 4.
الشكل 4 - عمليات الدرفلة لأنواع مختلفة من الآلات:
- أ) آلة ثلاثية الأسطوانات متماثلة مع وسادة حافة الانحناء
- ب) آلة ثلاثية الأسطوانات غير متماثلة
- ج) آلة ذات أربع لفات
- د) آلة ثلاثية الأسطوانات لامركزية
- هـ) آلة ثلاثية الأسطوانات قابلة للتعديل لأسفل بشكل متماثل
- و) آلة ثلاثية الأسطوانات قابلة للتعديل أفقيًا إلى الأسفل
يختلف كل نوع من آلات لف الصفائح في:
- ال نسبي حركة من اللفائف العلوية والسفلية
- سواء الانحناء المسبق القدرة متضمن
- ال درجة الأتمتة في عملية التغذية
- الملاءمة ل لوحة محددة سمك و متطلبات الدقة
يعد اختيار نوع الماكينة المناسب وإتقان طريقة الدرفلة المناسبة أمرًا ضروريًا لضمان دقة التدحرج، يحسن كفاءة الإنتاج، و إطالة عمر المعدات.
2.3تصحيح الاستدارة
بعد التدحرج الأولي، قد تظهر الأسطوانة انحراف الاستدارة أو انحناء غير متناسق، وخاصة في منطقة التماس، وكذلك في نقاط البداية والنهاية لعملية الدرفلة. لتحقيق تفاوت الاستدارة المطلوب، تصحيح الاستدارة يتم تنفيذ الإجراء.
خطوات التصحيح:
- ضبط أوضاع اللفة لتحقيق أقصى انحناء تصحيحي.
- يؤدي 1-2 دحرجة يمر لموازنة انحناء الأسطوانة.
- تدريجياً تقليل الضغط المطبق, ثم لف الجزء عديد الأوقات تحت الحمل المتناقص؛
- استمر حتى تصل الأسطوانة إلى مرغوب استدارة تحت ضغط ضئيل.
تساعد هذه الخطوة على التخفيف الإجهاد المتبقي، صحيح التشوهات الموضعية، وهو ضروري لإنتاج مكونات مدلفنة عالية الجودة.
3.0طرق وتقنيات دحرجة المخروط
عند التصنيع قطع العمل المخروطيةتختلف عملية الدرفلة بشكل كبير عن عملية أجزاء أسطوانية. لتحقيق هدف مخروط موحد، يتم عادةً قطع اللوحة المعدنية مسبقًا إلى قطعة فارغة على شكل قطاع، و الوضع النسبي لللفائف يجب تعديلها بعناية.


في الممارسة العملية، يتم تحقيق ذلك عن طريق تعويض لفة علوية و لفة جانبية في زاوية (أي جعلهم غير متوازي) والتأكد من أن مسار متدحرج يتماشى دائمًا مع مولدة من المخروط. تسمح هذه التقنية بـ دحرجة مخروطية مستمرة ويمكّن من التحكم الدقيق في زاوية مدببة و توزيع الانحناء.
3.1الطرق الشائعة لدرفلة المخروط:
طرق التشكيل الدقيق:
- تغذية مخفضة في الطرف الصغير:
الاستخدامات احتكاك أو أجهزة التخميد لإبطاء معدل التغذية في الطرف الأصغر، والتحكم في الفرق في السرعة الخطية بين الطرفين. - طريقة اللفة المزدوجة السرعة ذات الأربع لفات:
أ لفافة اللوحة ذات الأربع لفات آلة يتم استخدامه لدفع الأطراف الكبيرة والصغيرة بشكل مستقل، مما يضمن السرعة الزاوية المتزامنة. - طريقة التغذية الدورانية:
بكرات التوجيه يتم تثبيتها على طرفي اللوحة للتحكم في دورانها أثناء التغذية، مما يضمن مسار متدحرج يتماشى مع مولد المخروط.
طرق التشكيل التقريبية:
- طريقة الدرفلة القطاعية:
ال لفة علوية يتم إعادة وضعها على مراحل لتدوير أقسام مختلفة من اللوحة بالتتابع، وتشكيل سطح مخروطي تدريجيًا. - طريقة التغذية المستطيلة:
أ مستطيل فارغ يتم لفها في اتجاهات متعددة تقريبي محيط المخروط.
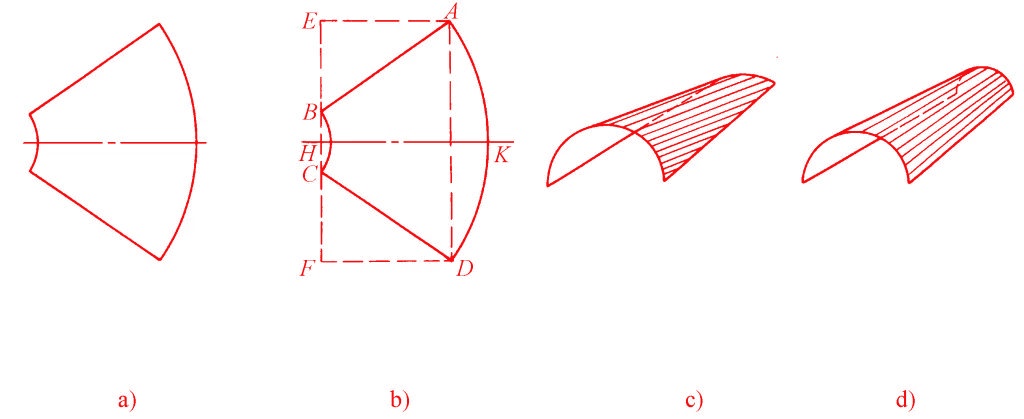
3.2طريقة التغذية المستطيلة (الشكل 5)
في هذه الطريقة يتم قطع اللوحة إلى شكل مستطيل وتشكلت في شكل مخروط عن طريق التدحرج الاتجاهي:
- أولا، القسم المركزي يتم لفها باستخدام اللفة العلوية موازية لخط HK، مما يؤدي إلى إنشاء قطعة شبه أسطوانية (ج).
- بعد ذلك، يتم ضبط اللفة العلوية لتكون موازية للخطوط أب و قرص مضغوط لثني الجانبين.
- وأخيرا، يؤدي هذا إلى مخروطي سطح التقريب (د).
هذه الطريقة مناسبة لـ المخاريط المتماثلة أو أجزاء المخروط، ومن السهل نسبيًا تشغيله، مما يجعله مثاليًا لـ قطع العمل الصغيرة والمتوسطة الحجم.
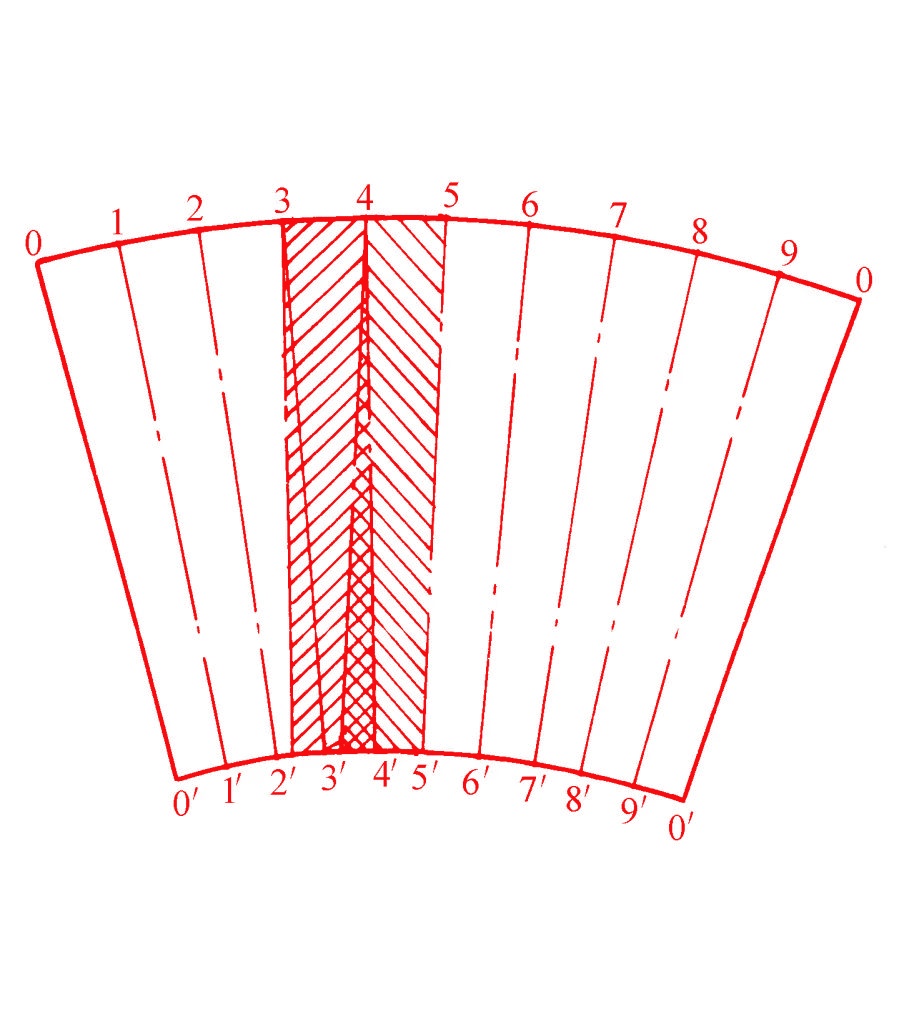
3.3طريقة الدرفلة القطاعية (الشكل 6)
تستخدم هذه التقنية وضعًا متدرجًا لـ لفة علوية لتشكيل المخروط تدريجيا:
- قم بمحاذاة اللفة العلوية مع خط 5–5′, ثم قم بالتدحرج حتى كبير نهاية يصل إلى نقطة 4.
- انتقل إلى خط 4–4′، التدحرج حتى يصل الطرف الكبير إلى النقطة 3.
- استمر بهذا التسلسل حتى تنتهي من جميع الأقسام.
هذه الطريقة يحاكي تأثير السرعات الخطية غير المنتظمة، وهو فعال بشكل خاص لـ زوايا مدببة كبيرة أو الأشكال المخروطية الطويلة.
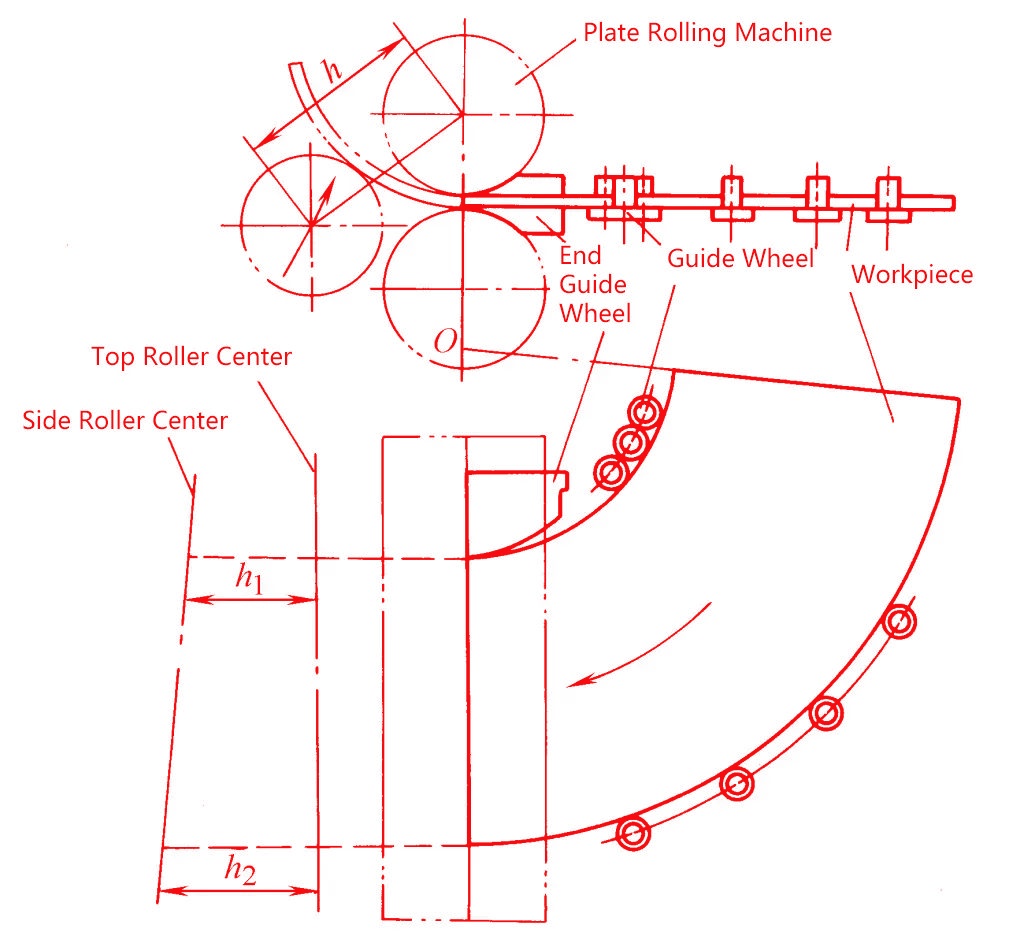
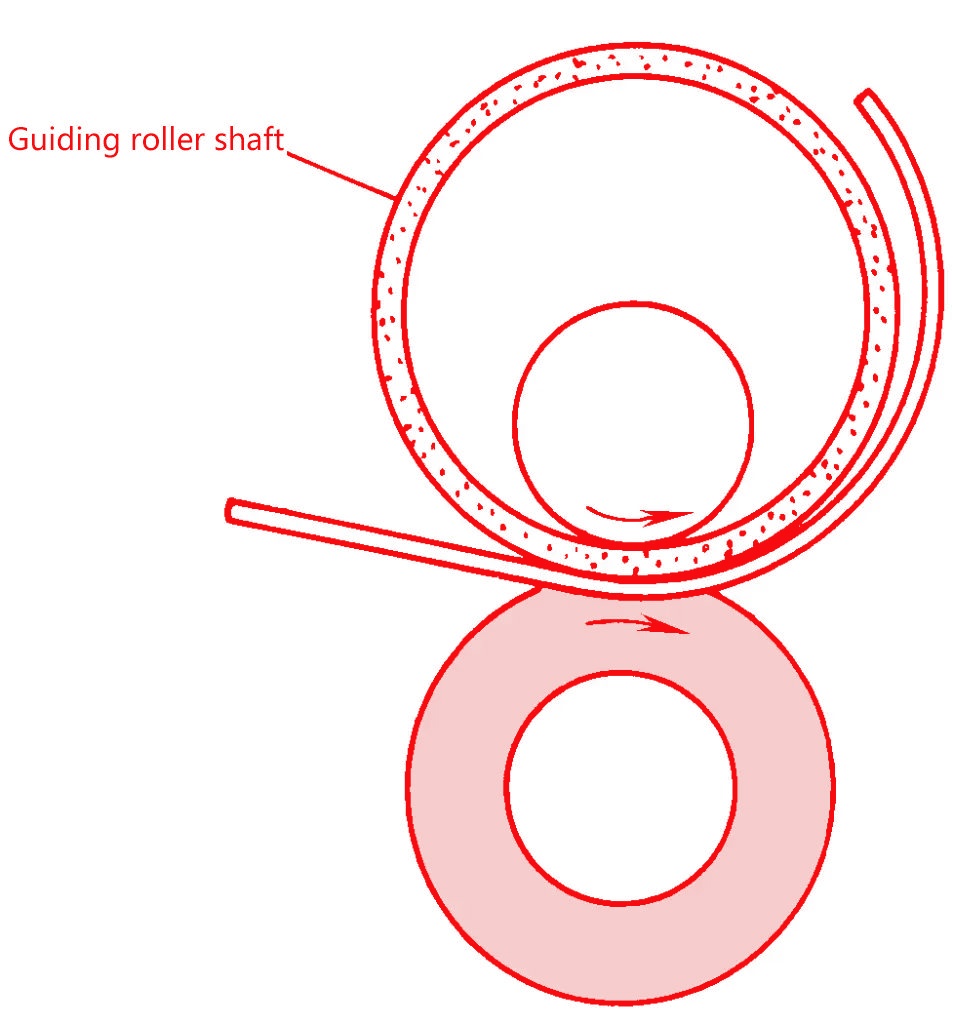
3.4طريقة التغذية الدورانية (الشكل 7)
عجلات التوجيه يتم تثبيتها على كلا الطرفين الكبير والصغير للقطعة الفارغة. أثناء اللف، تكون القطعة الفارغة يدور للأمام تحت التوجيه، وضمان مسار الحركة يتبع عن كثب مولد المخروط.
هذه الطريقة تقلل عدم المحاذاة أثناء التشكيل ويحسن اتساق الشكل المخروطي النهائي.
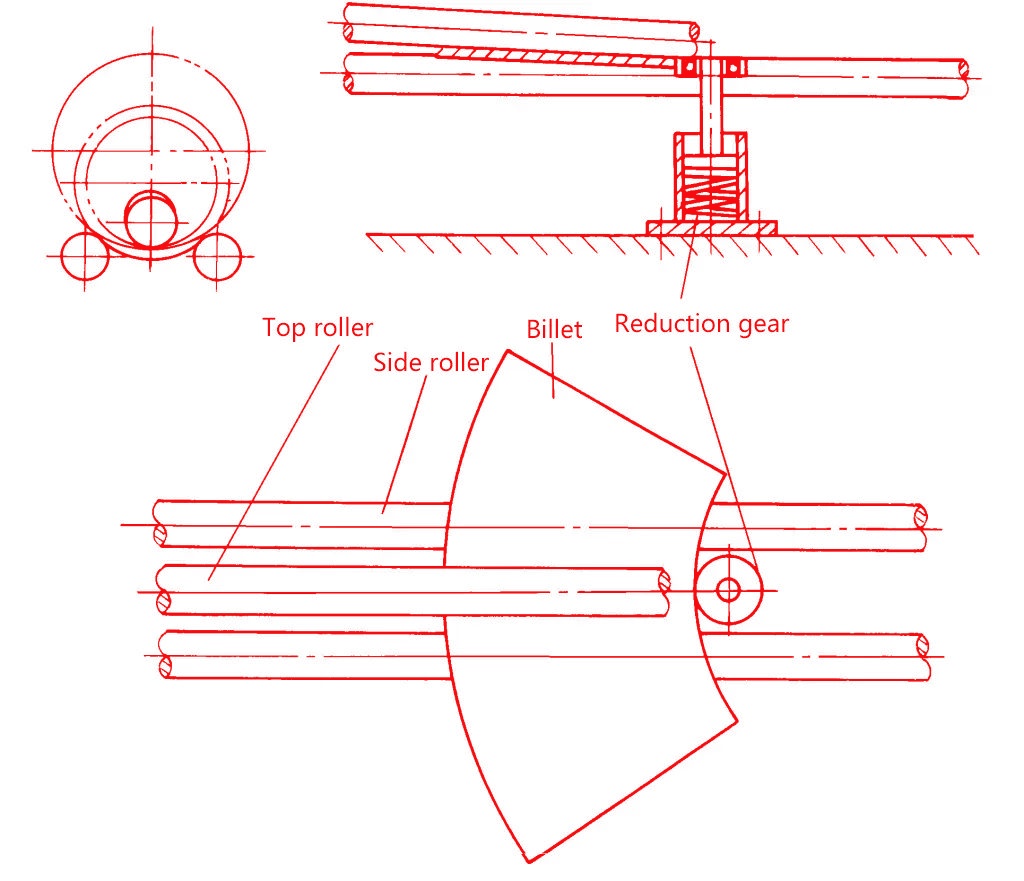
3.5تغذية مخفضة في الطرف الصغير (الشكل 8)
عن طريق إضافة آلية الاحتكاك أو المقاومة في الطرف الصغير من الفراغ:
- سرعة التغذية في الطرف الصغير هي أبطأ عمدا، موازنة السرعة الخطية اختلاف بين الطرفين.
- هذه الطريقة فعالة للسيطرة تقدم الانحناء المدبب و هو بسيطة في البنيةمتوافق مع بكرات اللوحة القياسية.
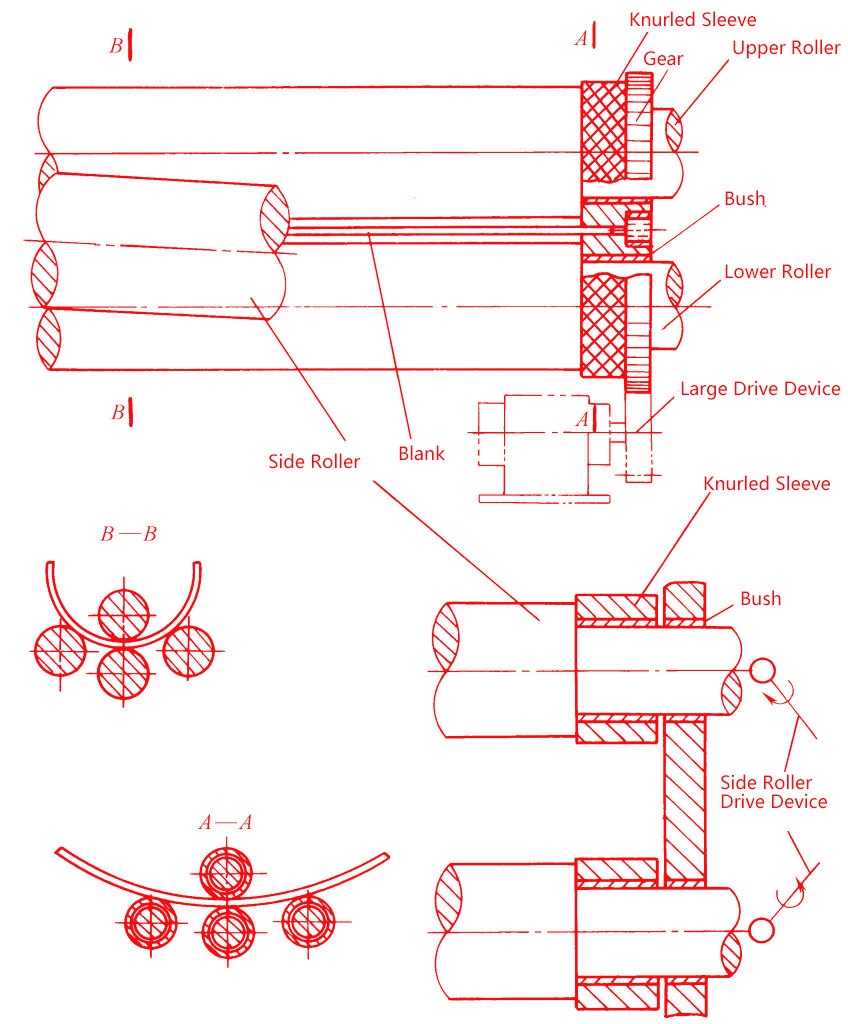
3.6آلة ذات أربع أسطوانات ثنائية السرعة (الشكل 9)
في هذا النهج، آلة ذات أربع بكرات بمحرك مزدوج السرعة يتم التحكم بشكل مستقل في سرعة الدوران في كلا الطرفين:
- ال لفات علوية وسفلية قيادة نهاية أكبر,
- في حين أن لفات جانبية قيادة نهاية أصغر.
من خلال الحفاظ على السرعة الزاوية الثابتة، هذا الإعداد يضمن التغذية المتزامنة ويحقق تشكيل المخروط عالي الدقة.
هذه المعدات مناسبة تمامًا لـ صفائح سميكة, زوايا مدببة كبيرة، أو إنتاج متسلسل ل أجزاء مخروطية عالية الدقة.
4.0ثني ثنائي المحور (لفافة اللوحة ثنائية الأسطوانة)
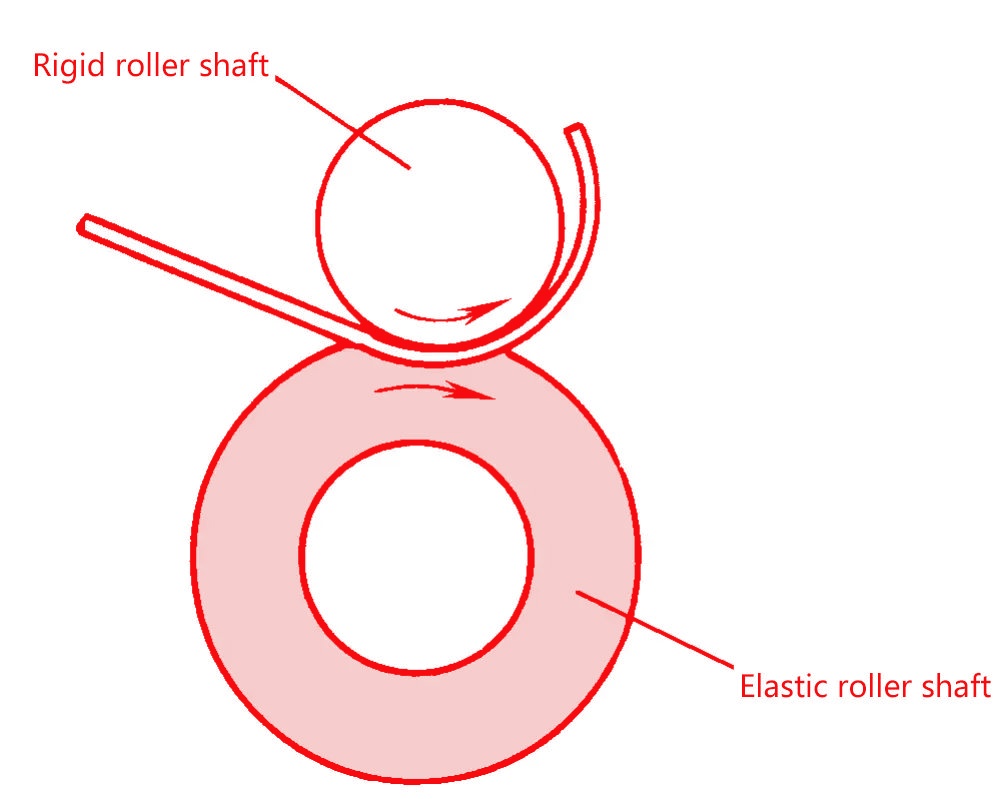
عندما يتم تغذية الورقة بين اللفافتين، فإنها تنحني تحت قوة الارتداد من اللفة المرنة، والتي أيضًا يدفع الورقة إلى الأمام، استكمال عملية الدرفلة المستمرة.
4.1● العلاقة بين مسافة اللفة والقطر النهائي
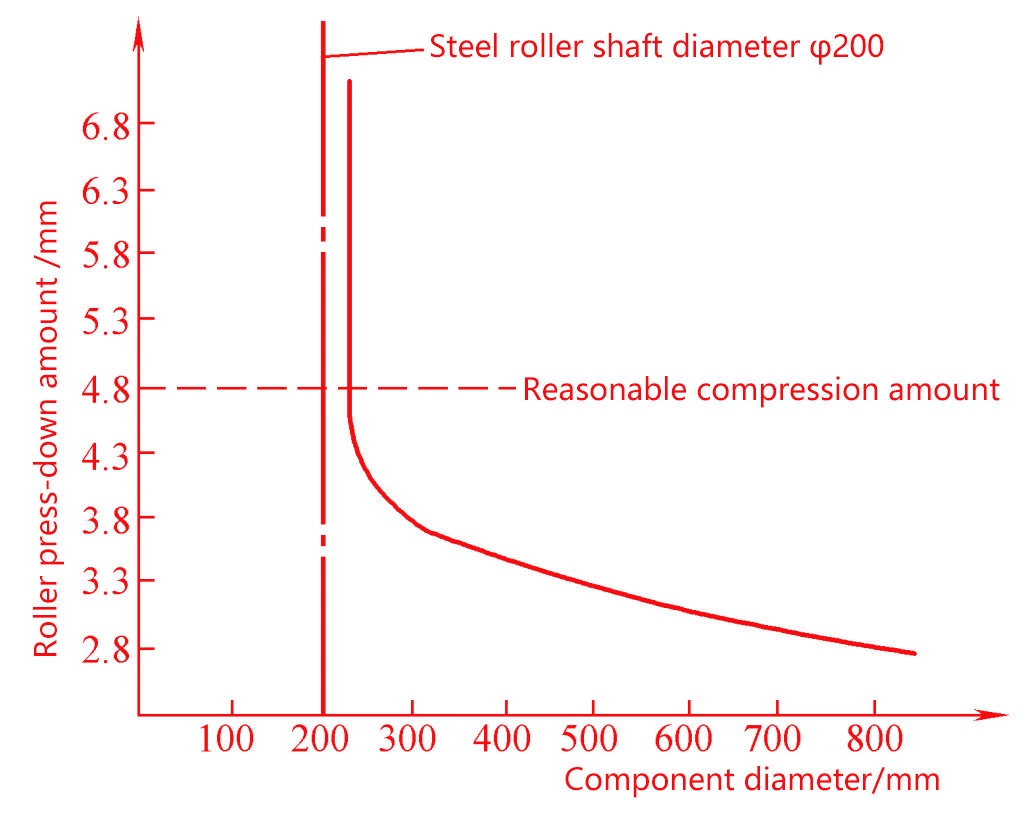
4.2● ضبط القطر النهائي
4.3● تشكيل الاستراتيجيات
اعتمادا على خصائص المواد و سمك الورقة، يمكن تطبيق استراتيجيات تشكيل مختلفة:
- التشكيل بمرور واحد:
مناسب للمواد ذات ليونة جيدة(استطالة δ > 30%) أو صفائح رقيقة مع سمك بين 5-4 ملم. - الانحناء التدريجي:
ل منخفضة اللدونة أو مواد أكثر سمكًا، هناك حاجة إلى قوى تشكيل أعلى. الانحناء المسبق في نهايات الورقة ضروري، و التلدين المتوسط يمكن تطبيقها إذا لزم الأمر.
4.4● مزايا تقنية الدرفلة ثنائية الأسطوانة:
- كفاءة إنتاج عالية:
يتراوح الناتج النموذجي من 100–350 قطعة/ساعة، بحد أقصى يصل إلى 1000 قطعة/ساعة. - دقة أبعاد ممتازة وتشطيب سطحي:
مثالية للأجزاء ذات التسامح الضيق و جودة سطح عالية - حافة مستقيمة بسيطة في النهايات:
بالنسبة للصفائح الرقيقة، الحافة المستقيمة هي أقصر من سمك الورقة؛ بالنسبة للصفائح السميكة، لا يتجاوز 4 أضعاف السمك، مما يلغي الحاجة إلى الانحناء المسبق الإضافي. - قدرة قوية على التكيف مع العمليات:
حتى عندما يحتوي الفراغ على ثقوب، شقوق، أو الميزات المحددةتظل العملية مستقرة، متجنبة الشقوق أو انحناءات غير منتظمة.
4.5● حدود عملية اللفتين:
- تغيير غير مريح:
تغيير القطر يتطلب استبدال بكرات التوجيه، مما يجعل النظام غير مناسب للإنتاج متعدد الأصناف وعلى دفعات صغيرة. - نطاق حجم محدود:
ينطبق على سمك الصفائح حتى 3 مم(الفولاذ الصلب) وأقطار الانحناء بين φ76–φ460 مم.
5.0التطبيقات النموذجية وتغطية الصناعة لتكنولوجيا درفلة الصفائح
كـ عملية تشكيل المعادن الحرجة، عروض لف الصفائح دقة عالية و قدرة قوية على التكيفمما يجعلها قابلة للتطبيق على نطاق واسع في العديد من القطاعات الصناعية. فهي تتيح تصنيع أسطواني, مخروطي, بيضاوي الشكل, غير دائري، و المكونات المصممة حسب الطلب، دعما لكلا منهما موحد و مُصمم خصيصًا الهياكل. التطبيقات النموذجية والصناعات المغطاة موضحة أدناه:
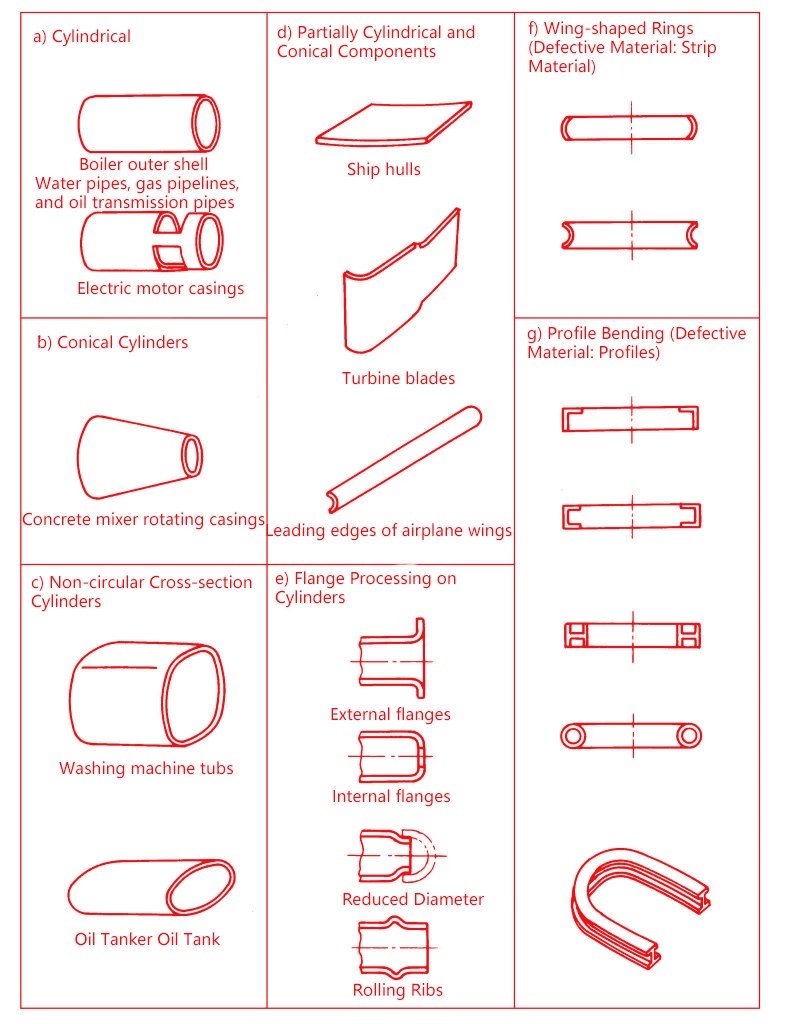
5.1■ الأنواع الشائعة للمكونات المشكلة
- الأجزاء الأسطوانية:
مشتمل قذائف الغلايات, أنابيب المياه, خطوط أنابيب الغاز، و أنابيب نقل النفط، والتي تشكل الهياكل الأساسية لـ أوعية الضغط و أنظمة الأنابيب. - الهياكل المخروطية:
تستخدم في التصنيع أصداف مخروطية الشكل, براميل خلط الخرسانة, قمعات, الناشرون، و أقسام هيكل السفينة المدببة. - الأصداف ذات المقطع العرضي غير الدائري:
مثل الأسطوانات الإهليلجية و قذائف انتقالية مستطيلة، تستخدم على نطاق واسع في أبراج توربينات الرياح, براميل الغسالة، وغيرها من المكونات ذات الأشكال الخاصة. - عمليات التشفيه والتضييق:
يدعم وضع علامات خارجية/داخلية و تقليل القطر، يتم تطبيقها عادة في خزانات النفط, أوعية تخزين السوائل، و المفاعلات الكيميائية. - الهياكل المركبة ذات الأقواس والمخاريط:
يتيح تصنيع الخطوط العريضة المعقدة، مثل أغلفة المحرك, الحواف الأمامية لجناح الطائرة، و شفرات التوربينات. - ثني الملف الشخصي:
مناسب ل يجرد و مواد القسم، تستخدم في الانحناء الدقيق للمكونات مثل حلقات الفضاء الجوي, أطواق الدعم، و الأقواس المعمارية.
5.2■ تطبيقات الصناعة الرئيسية
- تصنيع أوعية الضغط:
استمارة قذائف أسطوانية, أغطية النهاية، و ذات شكل خاص أجزاء مع إحكام الضغط العالي والسلامة الهيكلية، يستخدم على نطاق واسع في الغلايات, المفاعلات، و خزانات التخزين. - صناعة النفط والغاز والصناعات الكيميائية:
يدعم إنتاج خطوط الأنابيب الكبيرة, خزانات تخزين النفط، و حاويات المواد الكيميائية، تلبية متطلبات القوة العالية لكلا منهما على الشاطئ و بعيدًا عن الشاطئ - بناء السفن والهندسة البحرية:
يتضمن دحرجة صفائح الهيكل, ألواح مزدوجة المنحنيات, حواجز، و مكونات سطح السفينة، تعزيز الاستقرار الهيكلي و الأداء الهيدروديناميكي. - قطاع الفضاء والطيران:
يلبي المتطلبات الصارمة لـ عالية الدقة, تشكيل السطح المعقد، ينطبق على الهياكل الديناميكية الهوائية, أغلفة الدافع، و مكونات الجناح. - الهندسة المعمارية والبنية التحتية:
يصنع عوارض منحنية, أعمدة مقوسة، والعناصر الهيكلية الأخرى المستخدمة في الجسور, الملاعب، و المباني البارزةحيث كلاهما السلامة الهيكلية و الجاذبية الجمالية ضرورية. - تصنيع الآلات والمعدات الثقيلة:
تستخدم في التشكيل الأصداف الواقية, أغلفة، و المكونات الهيكلية للمعدات مثل رافعات, ضواغط، و توربينات.
تُطبق تقنية لف الصفائح على مجموعة واسعة من المواد، بما في ذلك الفولاذ الكربوني, الألومنيوم, الفولاذ المقاوم للصدأ, سبائك التيتانيوم، و المقاطع المميزة. فهو لا يدعم احتياجات التصنيع التقليدية فحسب، بل يلبي أيضًا دقة عالية, قوة، و التخصيص مطالب تصنيع المعدات المتقدمة، مما يجعلها عملية أساسية لا غنى عنها في الإنتاج الصناعي الحديث.


