

يقدم هذا الدليل لمحة عامة عن مبادئ ومكونات المعدات وطرق التشغيل والتطبيقات النموذجية والمزايا التقنية للحام القوس البلازمي (PAW) والقطع القوسي البلازمي (PAC). وهو مصمم لمساعدة المصنّعين والمتخصصين الفنيين على فهم أعمق للعملية وتحسين كفاءة الإنتاج.
1.0لحام القوس البلازمي (PAW)
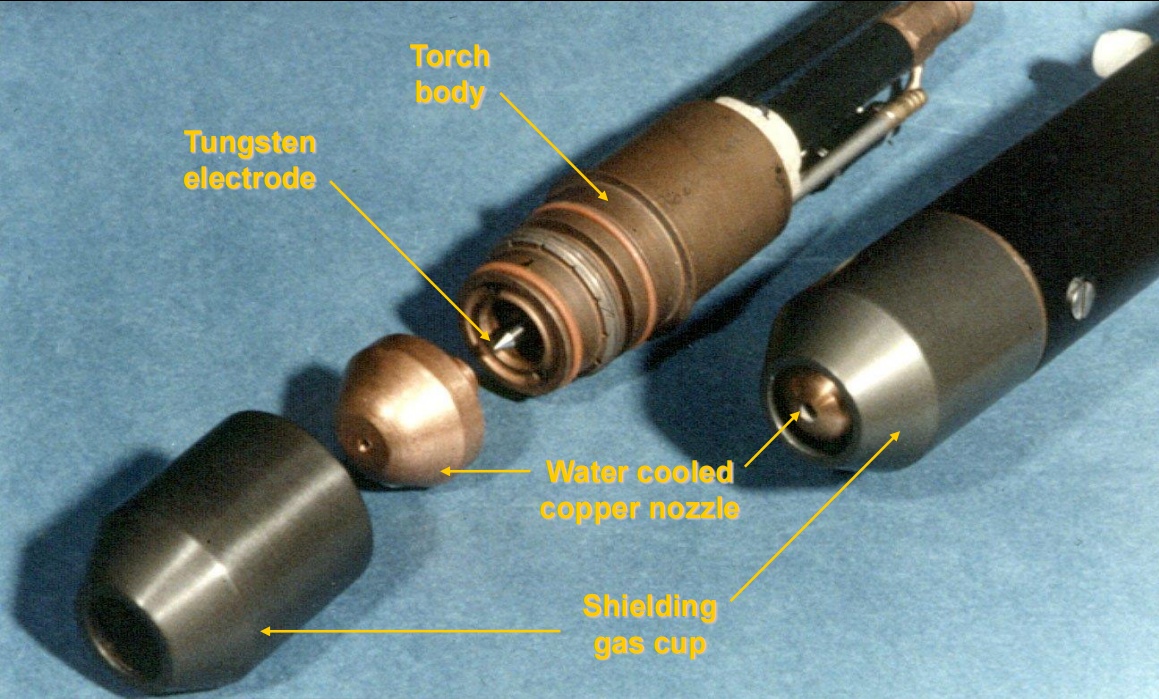
1.1شعلة اللحام بالبلازما:
يُعدّ شعلة البلازما العنصر الأساسي في نظام اللحام بالبلازما (PAW). يتكون هيكلها الداخلي من قطب تنغستن، وفوهة نحاسية، ونظام تبريد مائي، وقنوات غاز. ونظرًا لدرجات الحرارة المرتفعة للغاية التي ينطوي عليها اللحام، يجب تزويد الشعلة بآلية تبريد فعّالة - عادةً ما تكون نظام تدوير مائي - لمنع ارتفاع درجة الحرارة والتلف. تتميز الشعلات اليدوية بكبر حجمها نسبيًا، وتُستخدم بشكل رئيسي في التركيبات الثابتة، مما يتطلب محاذاة دقيقة لمحور القطب والفوهة.
1.2الغازات المستخدمة في اللحام بالبلازما:
تشمل غازات البلازما الشائعة وتطبيقاتها ما يلي:
- الأرجون النقي: مناسب للفولاذ الكربوني والتيتانيوم والزركونيوم.
- الأرجون + 5–15% الهيدروجين: يستخدم في الفولاذ المقاوم للصدأ وسبائك النيكل وسبائك النحاس؛ يزيد من درجة حرارة القوس واختراق اللحام.
- الأرجون + ≥40% هيليوم: يستخدم في اللحام عالي الطلب على الحرارة؛ يرفع درجة حرارة القوس ولكنه يقلل من عمر الفوهة.
يتم استخدام الغازات الواقية - مثل الأرجون أو الهيليوم أو مخاليطهما - لحماية حوض اللحام من الأكسدة.
- غازات الحماية: نفس الغازات المستخدمة في لحام TIG.
- معدل تدفق غاز الحماية: 10–30 لتر/دقيقة.
- التطهير الخلفي: نفس TIG، مطلوب أيضًا في اللحام بثقب المفتاح.
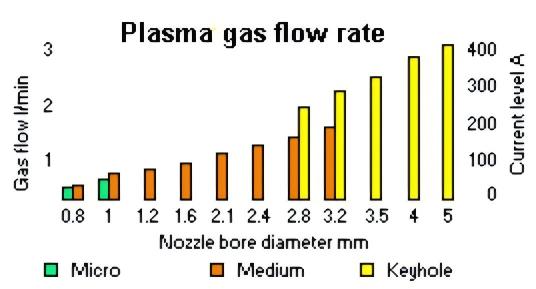
1.3أنواع اللحام بالقوس البلازمي:
بناءً على النطاق الحالي والتطبيق، يتم تصنيف PAW إلى:
- البلازما الدقيقة (0.1–15 أمبير): مناسبة للحام الدقيق للمكونات الصغيرة.
- التيار المتوسط (15–200 أمبير): يغطي معظم مهام اللحام العامة.
- بلازما ثقب المفتاح (>100A): مصممة للحام عميق الاختراق للأقسام السميكة.
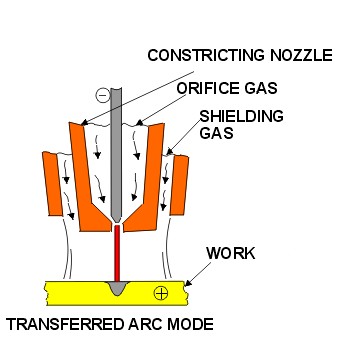
1.4وضع القوس المنقول:
في هذا الوضع، يتم إنشاء القوس بين القطب (-) وقطعة العمل (+)، مما يجعل قطعة العمل جزءًا من الدائرة الكهربائية.
المميزات الرئيسية:
- كثافة طاقة عالية، مثالية لعمليات اللحام عالية السرعة والمواد السميكة.
- يتصل القوس مباشرة بقطعة العمل، مما يؤدي إلى تركيز الحرارة المدخلة.
- يستخدم عادة في لحام الفولاذ والألمنيوم والنحاس والتيتانيوم.
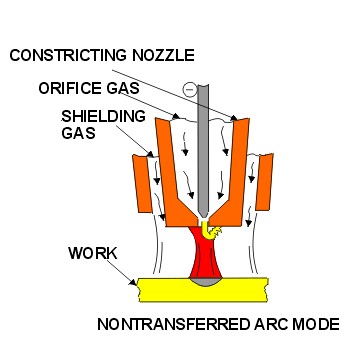
1.5وضع القوس غير المنقول:
هنا، يتشكل القوس بين القطب (-) والفوهة (+)، دون إشراك قطعة العمل في الدائرة.
المميزات الرئيسية:
- يتم توصيل الحرارة عن طريق نفاثة البلازما المنبعثة من الفوهة.
- مناسب لحام المواد الرقيقة أو معالجة قطع العمل غير الموصلة.
- شائع في عمليات القطع وتطبيقات السطح مثل التغطية الصلبة.
2.0قطع القوس البلازمي (PAC)
مقدمة عن القطع بالقوس البلازمي:
تعمل عملية القطع بالقوس البلازمي عن طريق توجيه نفاثة بلازما عالية الحرارة إلى قطعة العمل، مما يؤدي إلى إذابة المادة ونفخها بعيدًا لتحقيق القطع.
- مناسب لقطع الفولاذ المقاوم للصدأ والألومنيوم والمعادن غير الحديدية.
- سرعة غاز البلازما عالية للغاية؛ حيث يمكن أن تصل درجة حرارة القوس إلى 20 ألف درجة مئوية.
- يؤدي القطع إلى توليد ضوضاء شديدة؛ ويمكن للقطع تحت الماء أن يقلل مستويات الصوت.
- تشمل الغازات الشائعة النيتروجين والأرجون والهيليوم ومخاليطها.
2.1قطع البلازما:
لا يتطلب القطع بالبلازما تسخينًا مسبقًا. يُذيب القوس عالي الحرارة المادة فورًا، بينما يُزيل نفث غاز عالي السرعة المعدن المنصهر.
- بلازما الهواء المؤكسدة: تتضمن الأكسجين في العملية، مما يزيد من سرعة القطع.
- اختيار الغاز: يتم اختيار خليط الهواء والنيتروجين والأرجون والهيدروجين والنيتروجين على أساس المادة.
- التطبيقات: مناسبة للفولاذ المقاوم للصدأ والألومنيوم وصفائح الفولاذ الكربوني الرقيقة.
- غازات الحماية: تستخدم حسب الحاجة اعتمادًا على التطبيق.
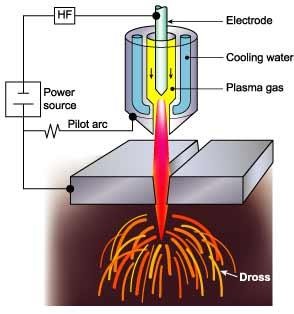
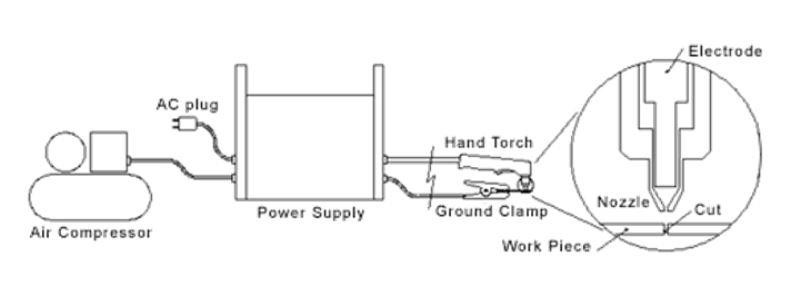
2.2نظام القطع بالقوس البلازمي:
يشتمل نظام القطع البلازمي الكامل عادةً على ما يلي:
- مصدر الطاقة: خرج تيار مستمر، عادة 50–350 أمبير مع جهد دائرة مفتوحة يبلغ حوالي 80 فولت.
- بادئ قوس عالي التردد.
- وحدة تبريد المياه.
- شعلة البلازما.
- إمداد غاز البلازما وغاز الحماية الخارجي الاختياري.
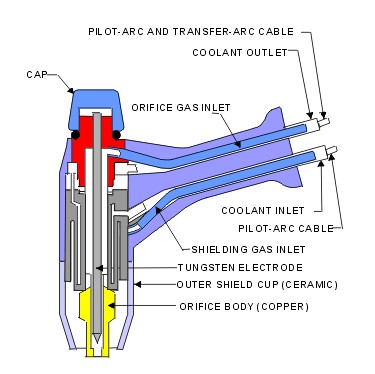
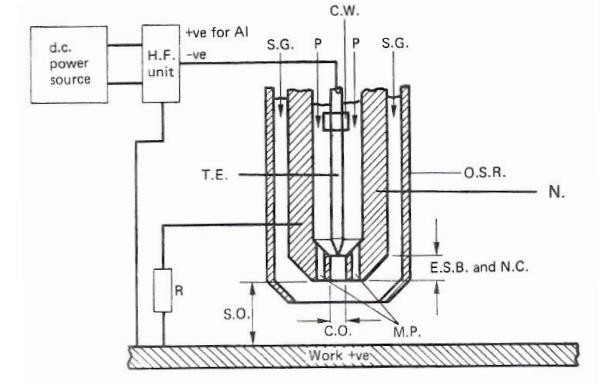
2.3الأجزاء المكونة لمشعل القوس البلازمي:
تتضمن مكونات الشعلة الرئيسية ما يلي:
- CW: مياه التبريد للفوهة والقطب الكهربائي
- P: غاز البلازما؛ يختلف حسب نوع المادة
- SG: غاز الحماية المساعد
- TE: قطب التنغستن
- OSR: سيراميك الحماية الخارجية؛ يمنع القوس المزدوج
- R: المقاومة؛ حدود تيار القوس التجريبي
- ESB: مسافة تراجع القطب الكهربي
- NC: بناء الفوهة
- CO: تصميم الفتحة؛ يحسن سرعة الغاز
- SO: مسافة التباعد؛ حوالي 6 مم
- MP: تصميم متعدد المنافذ؛ يشكل قوس البلازما
- HP: تفريغ عالي التردد؛ يبدأ اشتعال القوس الكهربائي
- ن: فوهة نحاسية
2.4التطبيقات في العالم الحقيقي
- أ آلة قطع الأنابيب بالبلازما يتعامل مع الأنابيب المستديرة مقاس φ20–φ219 مم، مما يتيح قطع خطوط التقاطع والفتحات بدورة واحدة باستخدام أنظمة CNC المحمولة.
- حجم كامل ماكينة القطع بالبلازما واللهب CNC (نوع البوابة) يدعم أحجام صفائح تتراوح بين 0.8 إلى 160 ملم، ويوفر تعويضًا آليًا للقطع وبوابة مزدوجة المحرك للدقة.
2.5سرعات القطع لقطع القوس البلازمي:
تؤثر سرعة القطع بشكل مباشر على الجودة والكفاءة.
- بطيء للغاية: يؤدي إلى شق أوسع وزيادة تراكم الخبث.
- سريع جدًا: قد يؤدي إلى قطع غير مكتملة وتناثر مفرط.
يجب أن تتناسب سرعة القطع مع التيار وحجم الفوهة وسمك المادة.
تسمح أنظمة CNC بالتحكم الدقيق في السرعة للحصول على نتائج متسقة.
| مادة | سماكة مم |
حاضِر مكبرات الصوت |
القطع سرعة مم/دقيقة |
الغاز |
| الألومنيوم | 1.5 5.0 12.0 25.0 |
40 50 400 400 |
1200 1500 3750 1250 |
أ/ه₂ أ/ه₂ أ/ه₂ أ/ه₂ |
| الفولاذ المقاوم للصدأ 18/8 |
2 5 12 25 |
50 100 380 500 |
1600 2000 1500 625 |
أ/ه₂ أ/ه₂ أ/ه₂ أ/ه₂ |
2.6الإعدادات العامة لقطع القوس البلازمي:
تتضمن الإعدادات العامة الموصى بها ما يلي:
- قم بمحاذاة القطب والفوهة للحفاظ على استقرار القوس.
- حافظ على مسافة فاصلة تبلغ حوالي 6 مم بين الفوهة وقطعة العمل.
- حدد نوع الغاز والضغط بناءً على المادة التي يتم قطعها.
- التحكم في شدة القوس وتجنب ظروف القوس المزدوج.
وظائف تبديل الوضع:
وضع المعدن الموسع: يعيد تشغيل القوس التجريبي تلقائيًا حسب الحاجة عند قطع المعدن الموسع.
وضع القطع (الصفائح/الصفائح المعدنية): يستخدم للألواح أو الصفائح الصلبة، مما يطيل عمر المواد الاستهلاكية.
وضع الحفر / القوس غير المنقول: مخصص لمهام الحفر أو التطبيقات التي تتطلب قوسًا غير منقول.

3.0تشغيل مصباح يدوي لقطع قوس البلازما
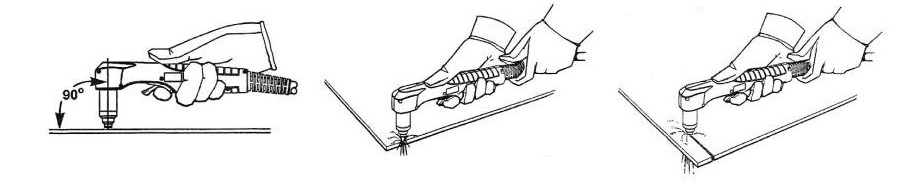
3.1تشغيل مصباح اليد: بدء الحافة
تعتبر طريقة البدء بالحافة هي الطريقة الأكثر شيوعًا المستخدمة في القطع البلازمي اليدوي.
- الخطوة 1: وضع الشعلة: امسك فوهة الشعلة على اتصال مباشر مع حافة قطعة العمل أو بالقرب منها.
- الخطوة 2: بدء القوس: ابدأ القوس وتوقف لفترة وجيزة للسماح بالاختراق الكامل من خلال الحافة.
- الخطوة 3: القطع: بعد اختراق القوس، ابدأ بالتحرك على طول مسار القطع المطلوب. حافظ على سرعة وزاوية ثابتتين. يجب تثبيت الشعلة بشكل عمودي أو مائل قليلاً للخلف (10-15 درجة) للمساعدة في إخراج الخبث.
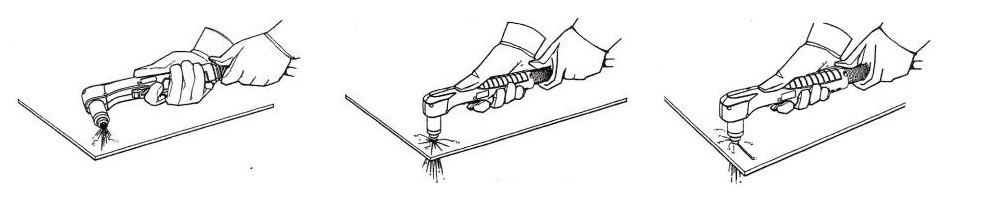
3.2عملية مصباح اليد: تقنية الثقب
يعد الثقب عملية بالغة الأهمية عند قطع الصفائح المتوسطة إلى السميكة.
- المواد الرقيقة (<2 مم): ابدأ القوس بزاوية 15–30 درجة، ثم قم بالتدوير إلى الوضع الرأسي.
- المواد السميكة (≥2 مم): حافظ على مسافة فاصلة لا تقل عن 12 ملم أثناء بدء القوس؛ ثم قم بخفضها إلى ارتفاع القطع بعد الاختراق.
تحذير: قد يؤدي تناثر المعدن أثناء الثقب إلى إتلاف الفوهة والقطب الكهربائي - استخدم المسافة المناسبة والتحكم في الزاوية.
عملية الثقب:
الخطوة 1: وضع الشعلة: امسك الشعلة على مسافة 1/8 بوصة (3 مم) تقريبًا فوق سطح قطعة العمل.
الخطوة 2: إطلاق الشعلة وضبط الزاوية: قم بإشعال الشعلة مع حملها بزاوية طفيفة، ثم قم بتدويرها إلى الوضع المستقيم مع استقرار القوس.
الخطوة 3: الثقب والقطع: عندما تخرج الشرر من الأسفل، يكون القوس قد اخترق المادة بالكامل. تابع القطع بعد ذلك مباشرةً.
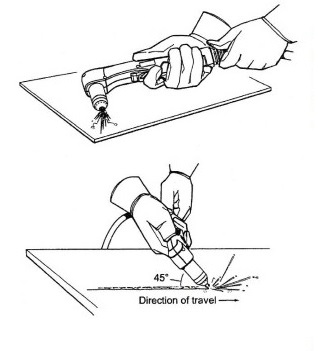
3.3تشغيل مصباح اليد: تقنية الحفر
يتم استخدام الحفر عادة لإزالة اللحام أو تحضير اللحام الخلفي.
- استخدم فوهات الحفر المخصصة وملحقات الدرع.
- حافظ على مسافة بدء القوس بحوالي 12 ملم.
- قم بإمالة الشعلة بمقدار 20-40 درجة وقم بحركة ثابتة من جانب إلى آخر أثناء السفر للتحكم في عرض الأخدود وعمقه.
- يوصى باستخدام درع حراري واقٍ لحماية الشعلة والمنطقة المحيطة بها.
إجراء عملية نحت البلازما:
الخطوة 1: وضع الشعلة: امسك الشعلة على مسافة 1.5 ملم تقريبًا من سطح قطعة العمل.
الخطوة 2: القوس التجريبي ونقل القوس: ضع الشعلة بزاوية 45 درجة، ثم شغّل القوس. بعد استقراره، سينتقل القوس إلى قطعة العمل.
الخطوة 3: عملية الحفر: حافظ على زاوية ٤٥ درجة طوال العملية. حرّك الشعلة في اتجاه الحركة بتغذية ثابتة لتشكيل الإزميل.
ملحوظة: يمكن استخدام درع الحرارة لتوفير حماية إضافية ليد المشغل ومكونات الشعلة أثناء عمليات الحفر.
3.4نصائح حول تقنيات معالجة البلازما
لتحسين جودة القطع والكفاءة الشاملة، يوصى باتباع أفضل الممارسات التالية:
- استخدام الأدلة والبكرات: استخدم أدلة الشعلة أو ملحقات الأسطوانة للحفاظ على الاتجاه الرأسي وسرعة السفر الثابتة.
- الحفاظ على مسافة مناسبة: حافظ على الفوهة على المسافة الصحيحة من قطعة العمل لتجنب عيوب الشطب وضمان اتساق القطع.
- التحكم في عرض الشق والاتجاه: فهم الشق (عرض القطع) وانحرافه الاتجاهي؛ وضبط تعويض CNC وفقًا لذلك للحصول على أبعاد دقيقة للأجزاء.
- اتجاه القطع مهم: يؤثر اتجاه الحركة (مع عقارب الساعة أو عكسها) على استقامة حافة القطع. اختر الاتجاه بناءً على الشكل المطلوب وجودة الحافة النهائية.
هل أنت مهتم بحلول القطع المتكاملة؟
استكشف آلة قطع الأنابيب بالبلازما المتقدمة لدينا وآلة القطع بالبلازما واللهب CNC لتبسيط سير عمل تصنيع الأنابيب والألواح - اتصل بنا للحصول على أوراق البيانات التفصيلية والأسعار.



