

- 1.0اختيار المواد للأجزاء المختومة
- 2.0اعتبارات التسامح في ختم المعادن
- 3.0كيمياء المواد: تجنب الإفراط في المواصفات
- 4.0تقنيات القطع والتشذيب والتثقيب
- 5.0التسامح الأبعادي للثقوب والميزات
- 6.0تفاوتات موقع الثقب الدقيق
- 7.0إرشادات تصميم الأدوات المستخدمة في ختم المعادن
- 8.0الانحناء والتشكيل في عمليات الضغط
- 9.0إدارة التشوهات وعيوب الانحناء
- 10.0تحديد أبعاد وتسامح الميزات المشكلة
- 11.0ختم السحب العميق: إرشادات التصميم والعملية
- 12.0التسطيح في عمليات ختم المعادن
- 13.0إدارة مستحضرات التجميل السطحية في الأجزاء المختومة
- 14.0المناولة وحماية السطح
- 15.0الأفكار النهائية
- 16.0الأسئلة الشائعة حول تصميم ختم المعادن
يعد ختم المعادن طريقة فعالة من حيث التكلفة لتصنيع مكونات متينة وعالية القوة ومقاومة للتآكل مع أداء مستقر وثابت.
في هذا الدليل، نشارك رؤى شاملة وأفضل الممارسات لمساعدتك في تصميم الأجزاء المختومة التي تعمل على تعظيم إمكانية التصنيع وإمكانية التكرار وكفاءة المواد.
1.0اختيار المواد للأجزاء المختومة
يُعد اختيار الصفائح أو الشرائح المعدنية المناسبة أمرًا بالغ الأهمية. تختلف المواد اختلافًا كبيرًا من حيث السعر والتوافر وخصائص الأداء. لذا، يجب مراعاة الخصائص الميكانيكية وعوامل التوريد دائمًا:
- توافر المخزون مقابل التوافر المخصص:تتوفر أحجام المقاييس القياسية بشكل شائع ويجب إعطاؤها الأولوية للتطبيقات الحساسة للتكلفة أو سريعة التسليم.
- الكميات الدنياعادةً ما تتطلب مصانع الصلب كمياتٍ كبيرةً من حمولات الشاحنات للسماكات أو السبائك المخصصة. إذا كانت احتياجاتك أقل، فقد يُساعدك التوريد من المستودعات، ولكن التوفر يختلف.
- خيارات إعادة التدوير:يمكن لآلات إعادة اللف المتخصصة تلبية طلبات كميات صغيرة، إلا أن التكاليف تزيد بشكل كبير.
مقارنة مواد الختم الشائعة
| نوع المادة | قوة | قابلية التشكيل | التكلفة النسبية | التطبيقات الشائعة |
|---|---|---|---|---|
| الفولاذ الطري | واسطة | عالي | قليل | الأقواس، العلب، الأجزاء العامة |
| الفولاذ المقاوم للصدأ | عالي | واسطة | عالي | الأدوات والأجهزة الطبية |
| الألومنيوم | قليل | عالية جدًا | واسطة | المرفقات، ومبددات الحرارة |
| نحاس | واسطة | عالي | متوسط-عالي | جهات اتصال كهربائية، زخرفية |
2.0اعتبارات التسامح في ختم المعادن
تتوفر درجات الفولاذ القياسية بسُمك ثابت مع تفاوتات محددة. ورغم إمكانية تشديد هذه التفاوتات، إلا أن ذلك عادةً ما يؤدي إلى زيادة التكلفة. عند تحديد تفاوتات المواد:
- التمسك بـ سماكات مقياس الصناعة القياسيةحيثما كان ذلك ممكنا.
- افهم ذلك قد تؤدي التفاوتات الضيقة إلى الحد من خيارات التوريد، وخاصة بالنسبة لمواصفات المواد غير القياسية.
- مرتخي التسامحات قد يسمح باستخدام مخزون المستودعات، مما يقلل التكلفة والوقت المستغرق للتسليم.
3.0كيمياء المواد: تجنب الإفراط في المواصفات
أحد الأسباب الرئيسية لارتفاع تكاليف الختم هو الإفراط في تحديد السبائكعلى الرغم من وجود العديد من السبائك الحديدية وغير الحديدية، إلا أن القليل منها فقط متوفر بكثرة. وغالبًا ما تتطلب السبائك المتخصصة صهرًا خاصًا بكميات كبيرة.
- اغتنم الفرصة الحديثة الصب المستمر، مما أدى إلى تحسين اتساق السبائك ومرونتها بشكل كبير.
- فكر في استخدام مستودع مواد عندما تسمح لك تحمّلاتك وتطبيقاتك بذلك.
4.0تقنيات القطع والتشذيب والتثقيب
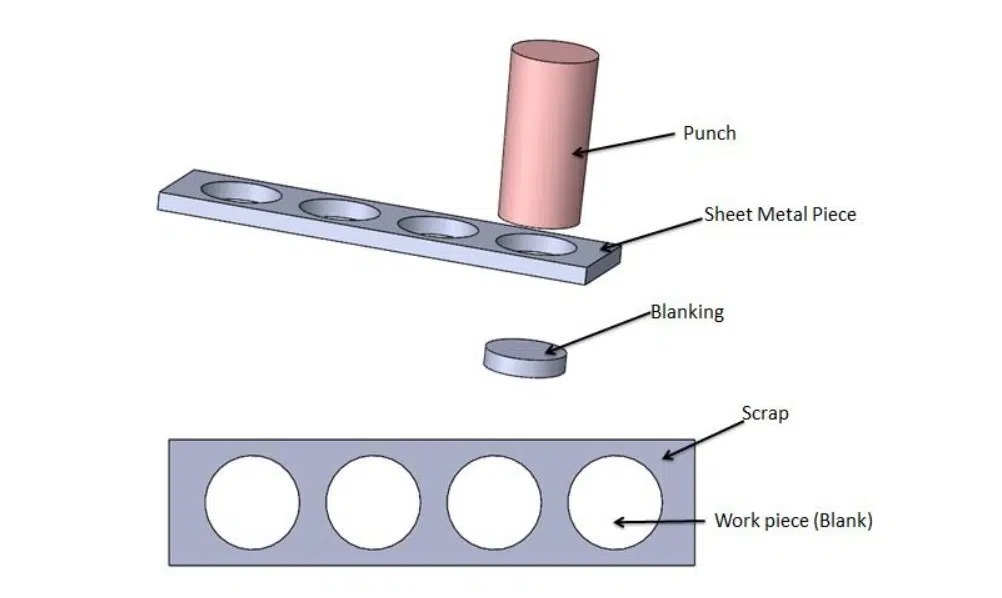
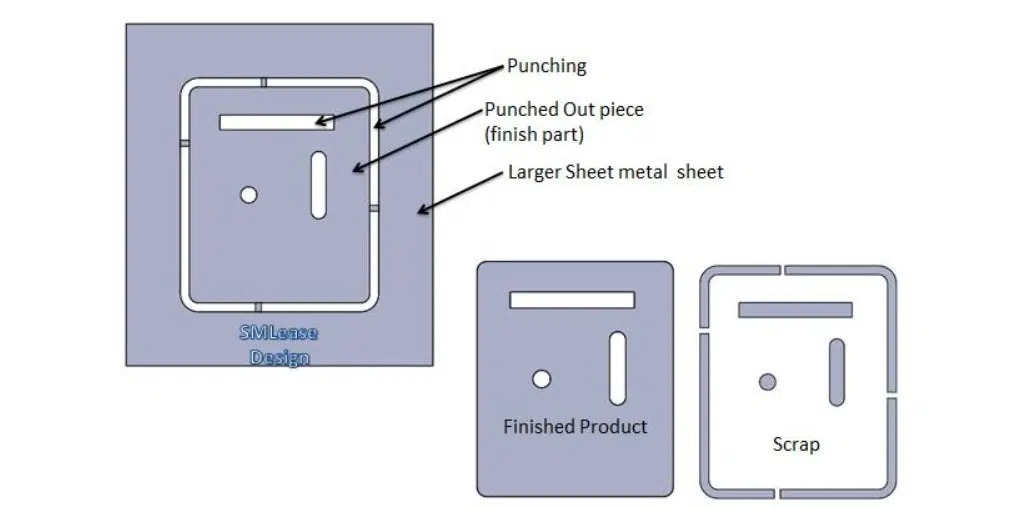
فهم تكوين الثقوب في الختم
تتضمن عمليات الختم، مثل القطع والتثقيب، دفع مثقب فولاذي عبر المعدن إلى قالب. ينتج عن ذلك حافة متوقعة.
- أ الحافة العلوية المدلفنة أو المضلعة يتم تشكيله عندما يبدأ الضغط.
- أ جدار مستقيم مصقول يتم إنشاؤها حيث يتم قص المادة.
- وبما أن الضغط يتجاوز قوة المادة، فإنه ينفصل، تشكل لدغالآن في الأسفل.
إدارة النتوءات في الأجزاء المختومة
النتوءات هي نتيجة طبيعية للختم، تشبه خطوط الفصل في قوالب الحقن. توقع ارتفاعات تصل إلى 10% من سمك المادة. يمكن أن تكون هذه:
- يُترك كما هو للاستخدامات غير التجميلية.
- باهت أو تمت إزالته من خلال التشطيب الشامل أو العمليات الثانوية إذا لزم الأمر.
5.0التسامح الأبعادي للثقوب والميزات
تؤدي خلوصات الثقب والقالب (عادةً ما تكون 8–10% من سمك المادة لكل جانب) إلى:
- الميزات الداخلية(على سبيل المثال، الثقوب) مدبب أوسع في الأعلى.
- الميزات الخارجية(على سبيل المثال، علامات التبويب) مدبب أضيق في الأسفل.
ينبغي على المصممين:
- ثقوب الأبعاد في أصغر/قطر مقطوع.
- أبعاد الميزات الخارجية في الجزء الأكبر/المقص.
- يستخدم حلق عمليات للحواف المستقيمة، إذا لزم الأمر، بتكلفة إضافية.
التسامحات النموذجية حسب المادة
| نوع المادة | التسامح القياسي المشترك | قدرة تحمل الثقب |
|---|---|---|
| الفولاذ الطري | ±0.005 بوصة | ±0.002 بوصة |
| الفولاذ المقاوم للصدأ | ±0.003 بوصة | ±0.0025 بوصة |
| الألومنيوم | ±0.004 بوصة | ±0.002 بوصة |
| سبائك عالية القوة | ±0.006 بوصة | ±0.003 بوصة |
6.0تفاوتات موقع الثقب الدقيق
- ثقب في نفس المستوى دقيقة للغاية: ±.002″ بين الثقوب أمر شائع.
- إذا كانت هناك ثقوب أقرب من 1.5 × سمك المادة، أو على طائرات مختلفة، يجب تخفيف التسامحات لمراعاة التغيرات في الارتداد والانحناء.
- ثقوب متباعدة بشكل ضيق قد تتطلب عمليات منفصلة للحفاظ على الدقة.
| نوع المادة | التسامح القياسي المشترك | قدرة تحمل الثقب |
| الفولاذ الطري | ±0.005 بوصة | ±0.002 بوصة |
| الفولاذ المقاوم للصدأ | ±0.003 بوصة | ±0.0025 بوصة |
| الألومنيوم | ±0.004 بوصة | ±0.002 بوصة |
| سبائك عالية القوة | ±0.006 بوصة | ±0.003 بوصة |
7.0إرشادات تصميم الأدوات المستخدمة في ختم المعادن
يجب أن تتحمل الأدوات قوى هائلة:
- تتطلب لكمة 0.5 بوصة في فولاذ صلب 0.062 بوصة 2.5 طن من الضغط، يتم توصيلها عادةً بواسطة آلة ضغط الختم عالية السرعة.
- يتم تمكين الإنتاج بمعدل 80 جزءًا في الدقيقة من خلال وحدة تغذية المؤازرة نظام يقوم بتغذية شريط المعدن في قالب تقدمي بسرعة عالية.
لتجنب كسر اللكمة:
- تصميم الثقوب أو الفتحات باستخدام الحد الأدنى للمقطع العرضي = سمك المادة.
- تجنب الزوايا الداخلية الحادة أو الأقسام الرقيقة للغاية.
8.0الانحناء والتشكيل في عمليات الضغط
تشكيل المعادن في مكابس الختم هي عملية خطية رأسية. تعتمد قابلية تشكيل المادة على سبيكة وتصلب:
- درجة حرارة أقل = ليونة أكبر، أسهل في التشكيل.
- قسوة الأعصاب = مزيد من التعافي، تتطلب الانحناء الزائد
تشكيل القواعد العامة:
- انحناءات 90 درجة هي قياسية؛ قد تتطلب الأشكال الأكثر تعقيدًا محطات قوالب إضافية أو يتم نقلها إلى آلة ثني CNC لعمليات ما بعد التشكيل.
- ال الساق المشكلة ينبغي أن يكون ≥2.5× سمك المادة خارج دائرة الانحناء لضمان سلامة البنية وإمكانية التكرار.
9.0إدارة التشوهات وعيوب الانحناء
عندما تنحني المادة:
- ال كمادات السطح الداخلي؛ ال تمددات السطح الخارجي.
- هذا يمكن أن يسبب ترقق الجدار, انتفاخ، أو زوايا مضغوطة.
لإدارة هذا:
- يضيف ثقوب الإغاثة في قاعدة المنحنيات المتقاطعة (على سبيل المثال، في زوايا الصندوق).
- فراغات الكنتور لتجنب انتفاخات الانحناء في المناطق الحرجة.
- أضف ملاحظات مثل "لا يُسمح بالانتفاخ في هذه المنطقة" إذا لزم الأمر، على الرسومات.
10.0تحديد أبعاد وتسامح الميزات المشكلة
الانحناءات تقدم متغيرات متعددة:
- تحمل سمك المادة
- تحمل الانحناء الزاوي (±1 درجة نموذجية)
- دقة الأدوات من محطة إلى محطة
إرشادات التصميم:
- البعد من الداخل للانحناءات، وليس من الحافة الخارجية.
- عندما يتم وضع الميزات بعيدًا عن المنحنى، التباين الزاوي قد يُسبب تحولات كبيرة في الأبعاد. يجب أخذ ذلك في الاعتبار عند حساب التسامح.
- قد تتطلب النماذج المعقدة عمليات التأهيل أو تحديد الحجم للحفاظ على الدقة.
11.0ختم السحب العميق: إرشادات التصميم والعملية
ما هو Deep Draw؟
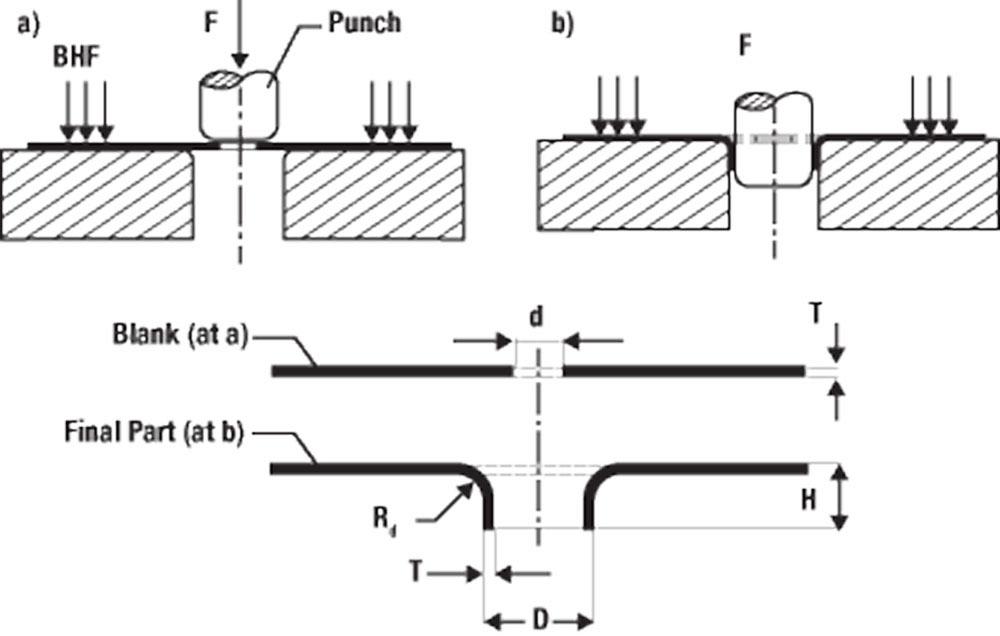
يسحب السحب العميق قطعة مسطحة فارغة فوق قالب نصف قطري إلى تجويف، مما يشكل صدفة مغلقة القاع أو كأس أسطواني. على عكس التشكيل الممتد، فإن المادة هي سحبت، غير ممتدة.
ميكانيكا السحب العميق
تتكون العملية من مرحلتين:
- الحجامة:تلامس اللكمة الفراغ وتمدد المادة، مما يؤدي إلى إنشاء خط الصدمة(ترقق واضح حول نصف القطر السفلي).
- رسم:الجدران المادية تكثيف(حتى +10% من السُمك الأصلي) أثناء تدفقه إلى الداخل وإلى الأسفل.
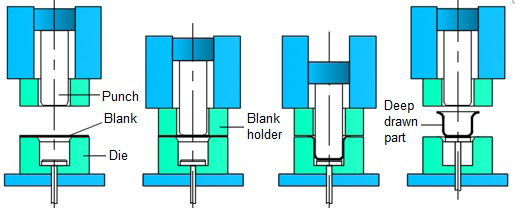
التأثيرات التصميمية للرسم العميق
- ال يجب أن تكون اللكمة مدببة، مما يسمح بإزالة الأجزاء.
- ستكون للقذائف شكل مخروطي طبيعي من الأسفل (الضيق) إلى الأعلى (الواسع).
- يمكن أن يتسبب اتجاه حبيبات المادة في حدوث قذائف خارج الدائرة. أ شفة يمكن أن يساعد في الحفاظ على الاستدارة.
- قرصة الزينة اترك نصف قطر داخلي جزئي وحافة خارجية حادة. يلزم التشغيل الآلي إذا كان القطع المستوي ضروريًا.
تحديد الأصداف المرسومة
لأن السمك يختلف من خلال السحب:
استخدم أحد الخيارات التالية:
- سمك المادة الابتدائي
- الحد الأدنى لسمك الجدار
- أقصى سمك للجدار
البعد القطر الداخلي (ID) عند الإشارة إلى أبعاد اللكمة.
البعد OD (القطر الخارجي) عند الإشارة إلى المنتج النهائي، يجب ملاحظة بدل التفتق.
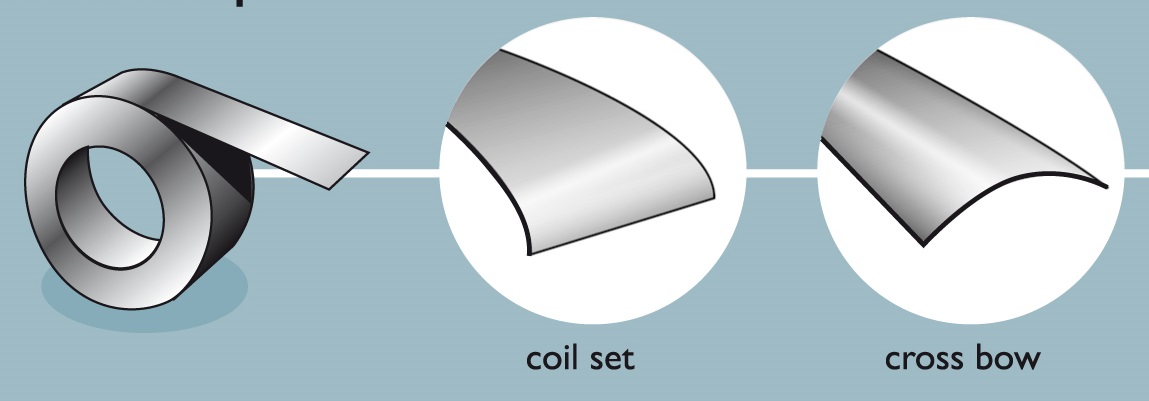
12.0التسطيح في عمليات ختم المعادن
التشوه المرتبط بالمواد
يقدم شريط المعدن المغذي بالملفات مشكلتين رئيسيتين:
- مجموعة الملفات(منحني طوليًا): يمكن غالبًا تقويمه باستخدام آلة تسوية دقيقة أو نظام تسطيح الأسطوانة لتصحيح انحناء الملف الطولي.
- القوس والنشاب(منحني عبر العرض): أصعب بكثير في الإزالة وغالبًا ما يؤثر على التسطيح النهائي.
التشويه الناجم عن العملية
تؤدي ضغوط القطع والتشكيل إلى ثني أو لف حواف المواد، وخاصة في:
- مواد أكثر سمكًا
- سبائك أكثر صلابة (على سبيل المثال، الفولاذ المقاوم للصدأ، والفولاذ عالي القوة)
للتقليل من التشوه:
- تجنب وضع الثقوب قريبين جدًا من بعضهما البعض أو بالقرب من الحواف—اترك ≥1.5× سمكًا.
- حافظ على الثقوب ≥2× سمك بعيدًا عن الانحناءات أو الأشكال.
- إذا لم يكن ذلك ممكنا، توسيع تسامح الفتحة لمعالجة التشويه.
13.0إدارة مستحضرات التجميل السطحية في الأجزاء المختومة
علامات الأدوات
بسبب القوى العالية، علامات الأدوات أمر لا مفر منه في كثير من الحالات:
- تشكيل المسحيترك خدوشًا على المنحنيات الخارجية.
- رسم الأسباب خطوط الصدمة.
- سك النقود والنحت ترك علامات ضغط مرئية.
تصميم القالب الإبداعي و أسطح التشكيل الدقيقة يمكن تقليل هذه الأمور، وخاصةً حيث المظهر التجميلي مهم.
14.0المناولة وحماية السطح
معظم الطوابع هي:
- التعامل مع كميات كبيرة من خلال خطوط الإنتاج.
- تم الانتهاء من الكتلة(التدحرج، إزالة النتوءات، وما إلى ذلك).
- معبأة بكميات كبيرة، في كثير من الأحيان دون حماية فردية.
للأجزاء الحساسة:
- يُعرِّف مستحضرات التجميل متطلبات على الرسم.
- يعتبر التعبئة والتغليف الفردية أو عمليات التشطيب النهائية إذا كانت سلامة السطح أمرا بالغ الأهمية.
15.0الأفكار النهائية
من خلال فهم وتطبيق مبادئ تصميم ختم المعادن، يُمكنك تحسين جودة القطع بشكل كبير، وخفض تكاليف الإنتاج، وضمان استمرارية التصنيع. سواءً كان الأمر يتعلق باختيار المادة المناسبة، أو تحمل السحب العميق، أو تصميم ميزات مُلائمة للشكل، فإن التعاون مع مهندسي الأدوات والمصنعين ذوي الخبرة سيُحقق أفضل النتائج.
16.0الأسئلة الشائعة حول تصميم ختم المعادن
1. ما هي المواد الأكثر ملاءمة لختم المعادن؟
تشمل المواد الشائعة الاستخدام في ختم المعادن الفولاذ الكربوني، والفولاذ المقاوم للصدأ، والألمنيوم، والنحاس، والنحاس الأصفر. يعتمد الاختيار الأمثل على احتياجات تطبيقك من حيث القوة، وقابلية التشكيل، والتوصيل، ومقاومة التآكل، والفعالية من حيث التكلفة.
2كيف يمكنني تقليل النتوءات في الأجزاء المختومة المعدنية؟
النتوءات ناتجة طبيعية عن عملية التقطيع والثقب. لتقليل ارتفاع النتوءات:
- استخدم الخلوص الأمثل للثقب/القالب (~8–10% من سمك المادة لكل جانب)
- ضمان حدة الأداة وصيانتها
- ضع في اعتبارك عمليات إزالة النتوءات الثانوية أو عمليات التدحرج للتطبيقات التجميلية
3. ما هو التسامح النموذجي الذي يمكنني توقعه في الأجزاء المعدنية المختومة؟
غالبًا ما تكون التفاوتات القياسية للأبعاد للثقوب أو الحواف ±0.002 بوصة في التطبيقات عالية الدقة. ومع ذلك، قد تخفّ هذه التفاوتات تبعًا لما يلي:
- سمك المادة ودرجة حرارتها
- تآكل الأداة وسرعة الشوط
- موقع الميزة (المستويات المسطحة مقابل المستويات المشكلة)
4. هل يمكن للختم المعدني تحقيق أشكال ثلاثية الأبعاد معقدة؟
نعم. باستخدام القوالب التدريجية والأدوات المركبة، يمكن تحقيق أشكال معقدة، بما في ذلك الانحناءات والإزاحات والفتحات والسحب السطحي. أما بالنسبة للأشكال الأعمق، ختم السحب العميق يتم استخدامه، على الرغم من أنه يقدم سماكة الجدار والتدريجي.
5. كيف يؤثر ارتداد المادة على دقة الانحناء؟
يظهر الارتداد النابضي بشكل أوضح في المواد الصلبة والانحناءات الضيقة. للتعويض:
- زوايا الانحناء الزائدة قليلاً
- حساب اتجاه حبيبات المادة ودرجة حرارتها
- استخدم أدوات التشكيل المصممة لمقاومة تأثير الارتداد
6. ما هو الحد الأدنى للمسافة المطلوبة بين الثقوب في الأجزاء المختومة؟
لتجنب التشوه، يجب أن تكون المسافة بين الثقوب على الأقل 1.5 × سمك المادة منفصلة. بالنسبة للثقوب القريبة من الانحناء، احتفظ بها 2 × سمك المادة بعيدًا عن نصف قطر الانحناء.
7. لماذا الجزء المختوم الخاص بي ليس مسطحًا تمامًا؟
قد تنشأ مشاكل التسطيح بسبب:
- مجموعة الملفات والقوس والنشاب في شريط خام
- ترقق المواد بشكل مفرط بالقرب من الميزات المثقوبة
- عمليات التشكيل بالقرب من الحواف غير المدعومة
يمكن أن تساعد تعديلات الأدوات أو عمليات التسوية الثانوية في التخفيف من هذه المشكلة.
8هل يمكن أن تكون الأجزاء المعدنية المختومة ذات جودة تجميلية؟
نعم، ولكن يجب تحديد متطلبات الشكل الجمالي بوضوح في الرسم. يمكن تصميم الأدوات، وطرق المناولة، وعمليات المعالجة اللاحقة (مثل التقليب أو التغليف الواقي) بما يتوافق مع معايير الجودة البصرية.
9. ما هو الفرق بين السحب العميق وتشكيل التمدد؟
- الرسم العميق يسحب المواد إلى تجويف، مما يسبب سماكة الجدار وإغلاق القاع.
- تشكيل التمدد يمد الورقة فوق القالب، مما يؤدي إلى ترقيق الجدار وعادة ما يكون مفتوح القاع.
يعد الرسم العميق مثاليًا للأشكال الشبيهة بالحاويات المغلقة ذات القوة العالية.
10. كيف يمكنني تقليل التكاليف في تصميم ختم المعادن؟
- استخدم المقاييس القياسية والسبائك الشائعة.
- تجنب التفاوتات الضيقة للغاية ما لم يكن ذلك ضروريا.
- ميزات التصميم مع وضع إمكانية التصنيع في الاعتبار (على سبيل المثال، التباعد، والأقطار، وأطوال الأرجل)
- استشر شركة الختم في وقت مبكر من مرحلة التصميم.
مراجع
https://www.researchgate.net/figure/Schematic-presentation-of-the-conventional-deep-drawing-process_fig1_283671332
https://www.thefabricator.com/thefabricator/article/bending/r-d-update-edge-fracture-in-hole-extrusion-and-flanging-part-i
https://aminds.com/understanding-sheet-metal-stamping-guideline-for-buyers/




