
تُقدّم هذه التدوينة المصطلحات الأساسية المستخدمة في ختم المعادن، وتشرح الوظائف الأساسية لعمليات الختم. سنستكشف أيضًا أنواع القوالب الشائعة، ونقارن تصاميم أدوات التعرية المختلفة، ونُلقي نظرةً مُعمّقةً على عمليات القوالب الأساسية المُستخدمة في التصنيع.
1.0قوالب ختم المعادن: الأنواع البسيطة والمركبة والمتقدمة
عادةً ما يكون التثقيب هو العملية الأكثر خطورة التي يتم إجراؤها في القالب، حيث مكبس اللكمة يطبق قوى تتراوح بين بضعة أطنان وأكثر من ألف طن. محاذاة المكبس الصحيحة ضرورية. مع أن مجموعة القوالب تُسهم إلى حد ما في المحاذاة أثناء التشغيل، إلا أنها لا تُعوّض عن ضعف محاذاة المكبس.
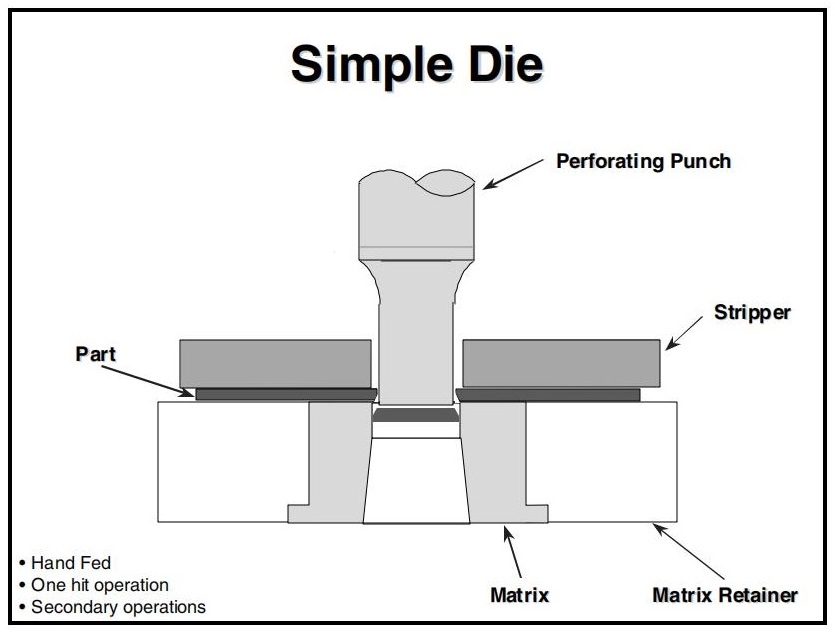
1.1قالب بسيط
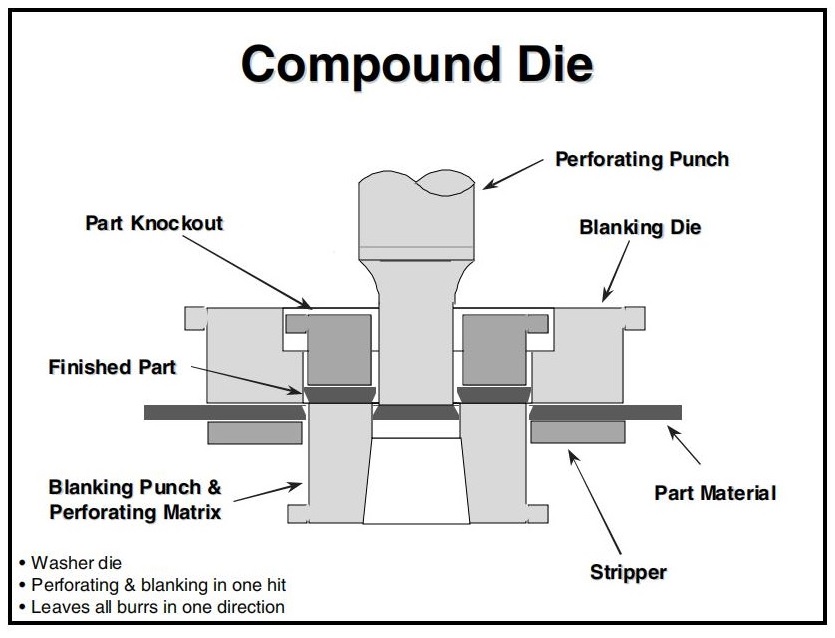
1.2قالب مركب
يقوم قالب مُركّب بثقب قطعة في آنٍ واحد في نفس المحطة. عادةً، تُثقب الثقوب للأسفل بينما يُغطّى الجزء لأعلى، مما يسمح بسقوط القطع المعدنية عبر القالب. ولأن القطعة تبقى في القالب، يلزم وجود طريقة لإزالتها.
عادةً ما تكون القوالب المركبة قوالب ذات ضربة واحدة، مع إمكانية تشغيلها باستمرار مع وحدة تغذية إذا أُديرت إزالة الأجزاء بشكل صحيح. استخدام قالب مفتوح الظهر قابل للإمالة (OBI) يضعط في الوضع المائل مع نفخ الهواء يساعد في إزالة الأجزاء.
مميزات القوالب المركبة:
- تتطلب الحد الأدنى من مساحة الصحافة
- جميع النتوءات تواجه اتجاهًا واحدًا
- دقة ممتازة بين الثقوب وحواف القطع
- أكثر اقتصادا في البناء من القوالب التقدمية
العيوب:
- المساحة الداخلية المحدودة تجعل مكونات القالب رقيقة وضعيفة
- يؤدي التركيز على الحمل والصدمات إلى زيادة خطر فشل الأدوات (تلف المثقب والمصفوفة)
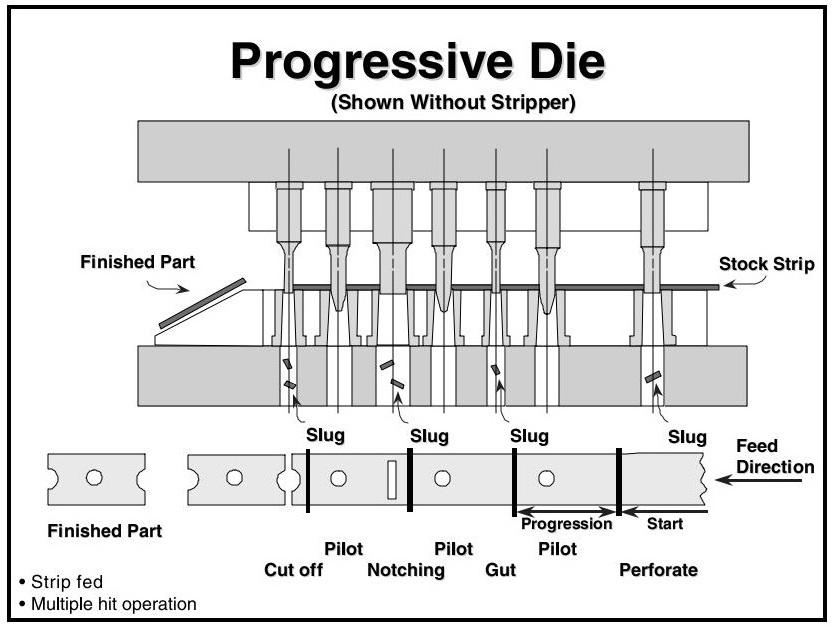
1.3قالب تقدمي
القوالب التقدمية طريقة فعّالة لتحويل خامات اللفائف إلى قطع نهائية بأقل قدر من المعالجة. عند مرور المادة عبر القالب، يتم تشكيلها تدريجيًا إلى منتج نهائي. عادةً ما تتحرك القوالب التقدمية من اليمين إلى اليسار، مما يؤدي إلى تقدم الشريط بمقدار واحد.
التقدم في كل دورة طباعة. عادةً ما تُثقب المحطات المبكرة ثقوبًا تجريبية لضمان المحاذاة الصحيحة في المراحل اللاحقة.
هناك العديد من الاختلافات في تصميمات القوالب التقدمية؛ يوضح التصميم الموضح هنا العمليات والمصطلحات الشائعة.
2.0 ماكينات تجريد المعادن: الأنواع الثابتة، واليوريثانية، والزنبركية
من الضروري نزع الجزء من طرف المثقب بعد التثقيب. تشمل أنواع المثقب الشائعة ما يلي:
- مُثَبَّت
- يوريثين
- ربيع
تعتمد قوة التجريد على نوع المادة وسمكها وخلوص المثقب إلى المصفوفة. وتتراوح من صفر تقريبًا إلى 25% من قوة التثقيب. ولا تتطلب معظم التطبيقات أكثر من 10%.
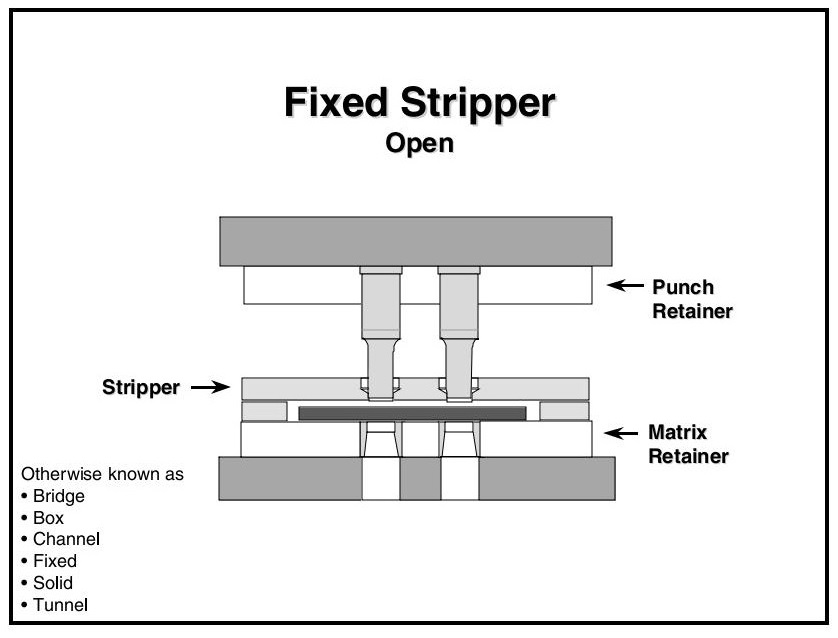
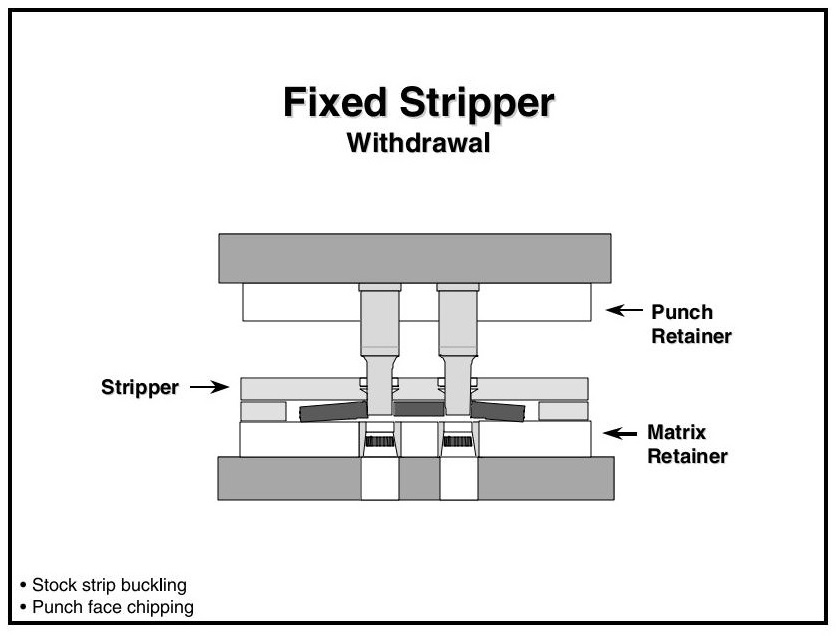
2.1أداة التعرية الثابتة
ويعرف أيضًا باسم:
- صندوق
- قناة
- صلب
- كوبري
- إيجابي
- نفق
أداة التجريد الثابتة عبارة عن صفيحة فولاذية مزودة بفتحة خلوص، تُركّب في موضع ثابت على حامل القالب. تحتوي على ثقوب تسمح بمرور اللكمات بسلاسة. عند فتح القالب، تُثبّت أداة التجريد المادة وتُخرجها من اللكمات.
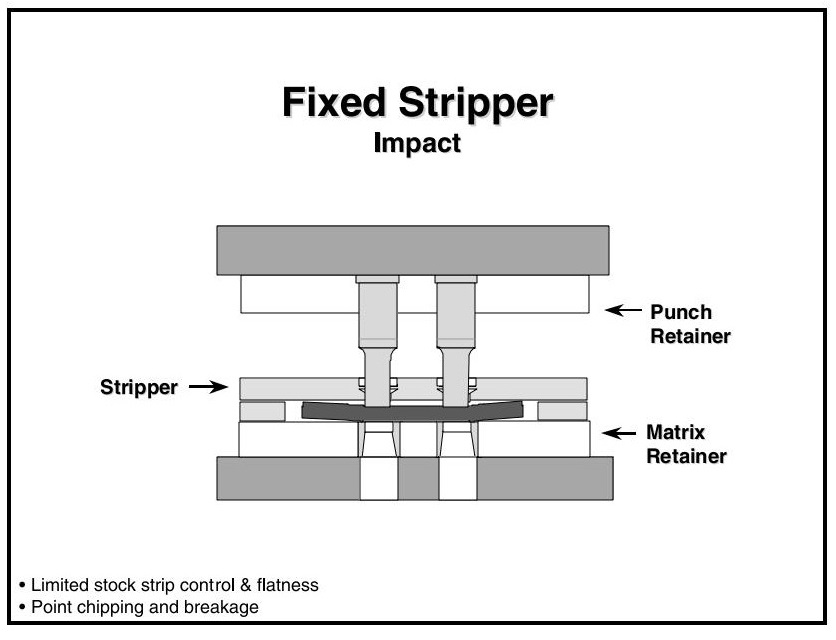
عيوب أدوات التعرية الثابتة:
- لا تمسك الشريط المخزون بشكل مسطح
- لا يمكن امتصاص الصدمات المفاجئة
- يؤدي إلى ضعف تسطيح الجزء وفشل الثقب المبكر
- الخلوص المشترك هو 1.5 × سمك المادة (عادةً 1/16 بوصة - 1/8 بوصة)
- يمكن أن يؤدي تشوه المادة تحت نقطة الثقب إلى:
- تقطيع اللكمة
- الحركة الجانبية لكل من الجزء واللكمة
- جودة الجزء رديئة
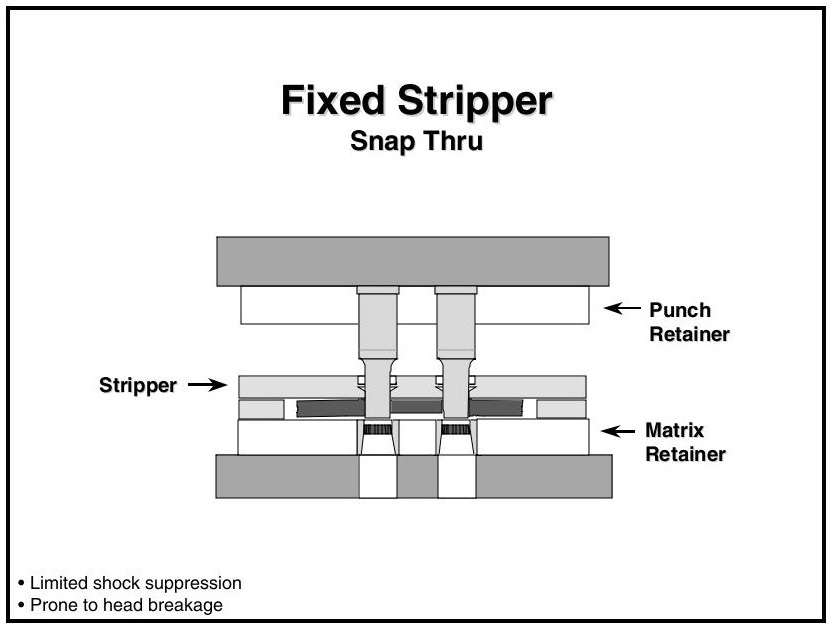
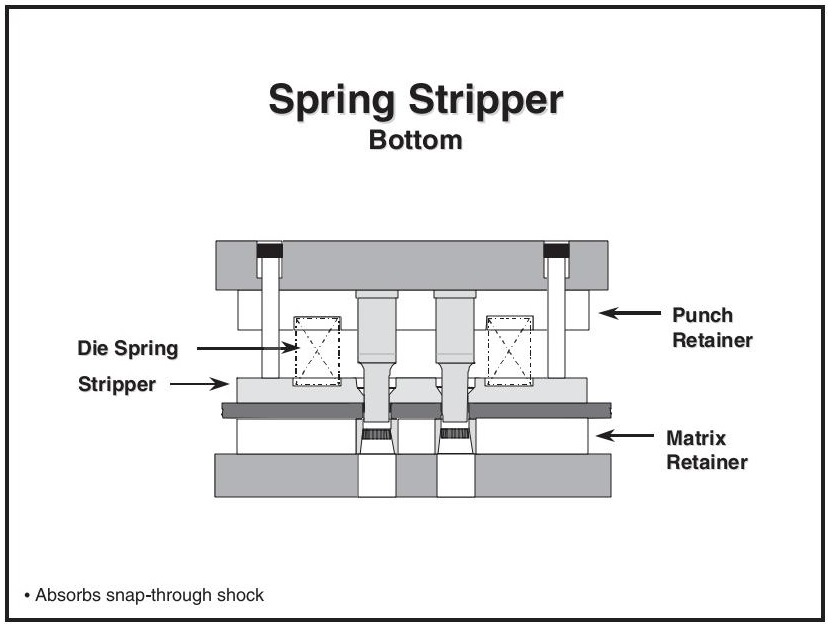
يؤدي الانكسار المفاجئ إلى تفريغ مفاجئ، مما يُحدث صدمة قد تُكسر رؤوس المثقب. يؤدي انبعاج المادة أثناء الدورة إلى ربط القطعة بنهايات المثقب، مما يزيد من قوة التجريد ويُعرّض سطح المثقب للتلف.
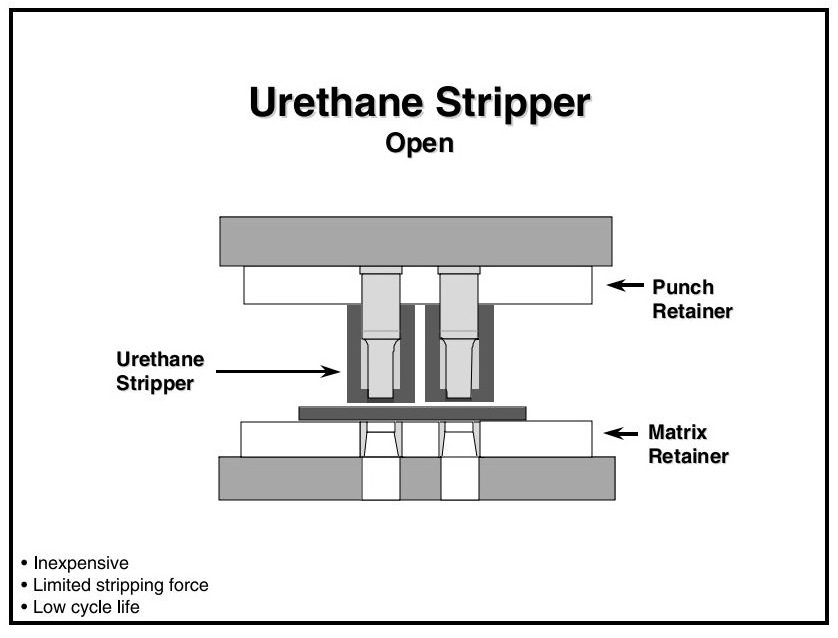
2.2مزيل طلاء اليوريثين
قواطع اليوريثين اقتصادية وبسيطة. تُثبّت بالضغط على المثاقب لمنعها من السقوط في القالب.
تحذيرات:
- يتعب اليوريثين بمرور الوقت ويمكن أن يتراخى
- قد يسقط في القالب ويسبب ضررًا
- الرؤوس المصبوبة تعمل على تحسين الاحتفاظ والمتانة
اعتبارات الأداء:
- يتشوه اليوريثين بدلاً من أن ينضغط. في حال عدم وجود مساحة كافية لإزاحة الحجم، قد تتحرك مكونات الأدوات أو تتلف.
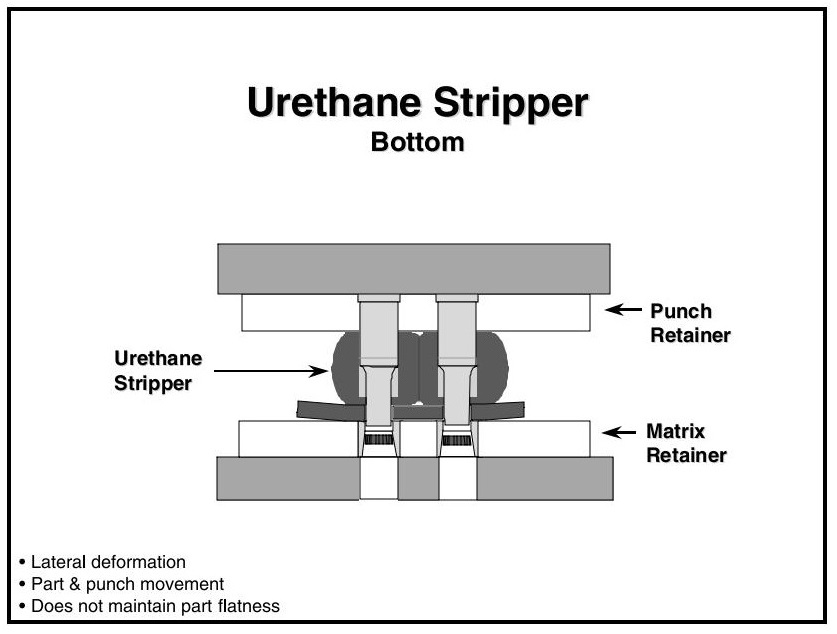
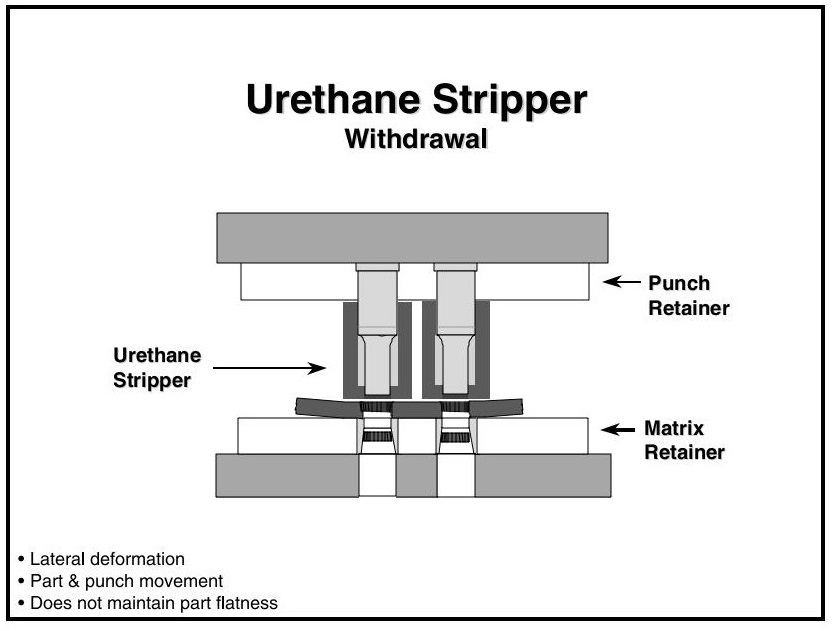
- لا يمكن تثبيت الشريط بشكل مسطح
- يمكن أن يسبب احتباس الهواء حول نقاط الثقب، مما يؤدي إلى سحب الرصاصة
- قد تُسبب الحركة الجانبية أثناء التشوه مشاكل في المحاذاة. أثناء الانكماش، يعود اليوريثان إلى شكله ويُزيل الطبقة الخارجية، ولكنه قد يُشوّه القطعة.
- بعض ماكينات نزع اليوريثان مزودة بغسالات فولاذية لتقليل التشوه. مع ذلك، قد يكون هذا خطيرًا مع المثاقب المُشكَّلة أو التحميل المسبق العالي، إذ قد يؤدي ملامستها للغسالة إلى تعطل المثاقب.
التصميم الموصى به: يوفر البولي يوريثان مزدوج الدرجة - صلابة عالية للوجه وصلابة متوسطة للجسم - أفضل توازن بين المسطح والمتانة.
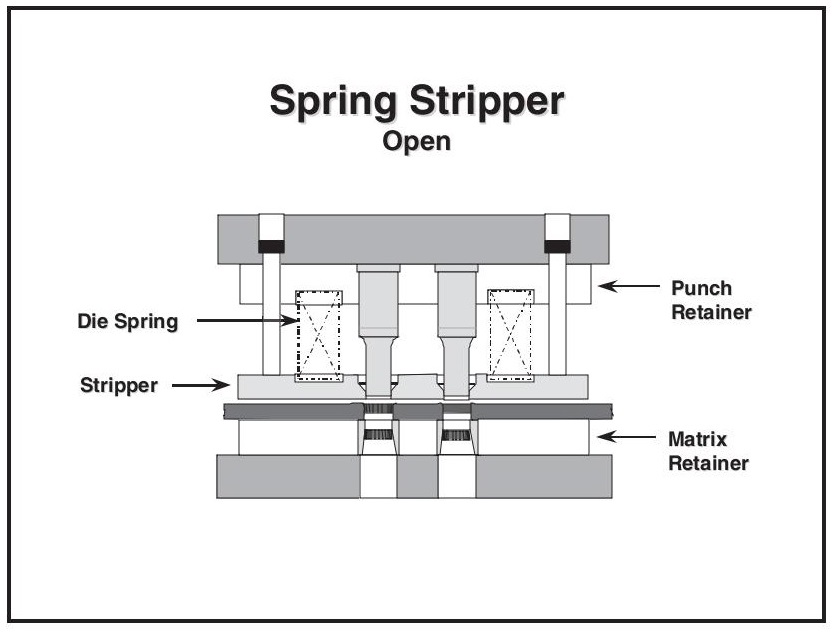
2.3راقصة الربيع
تُقدّم أدوات التعرية الزنبركية أداءً فائقًا. فهي:
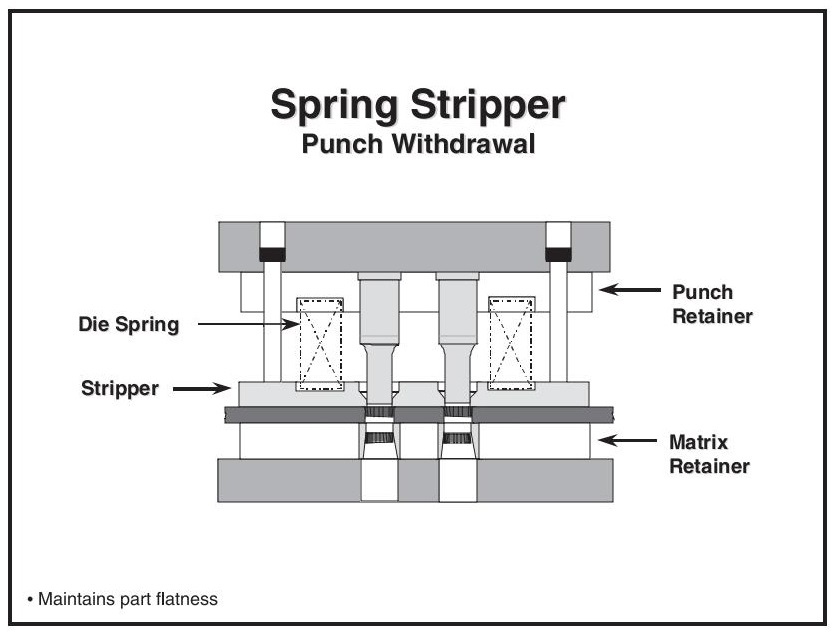
- امسك الشريط أو الجزء المخزون بشكل مسطح أثناء التثقيب
- منع رفع اللكمات أو تعليقها
- السماح بالمراقبة البصرية لأداء القالب بعد كل ضربة
- امتصاص الصدمات المفاجئة والتخلص من صدمات الانسحاب، مما يؤدي إلى إطالة عمر الأداة والمكبس
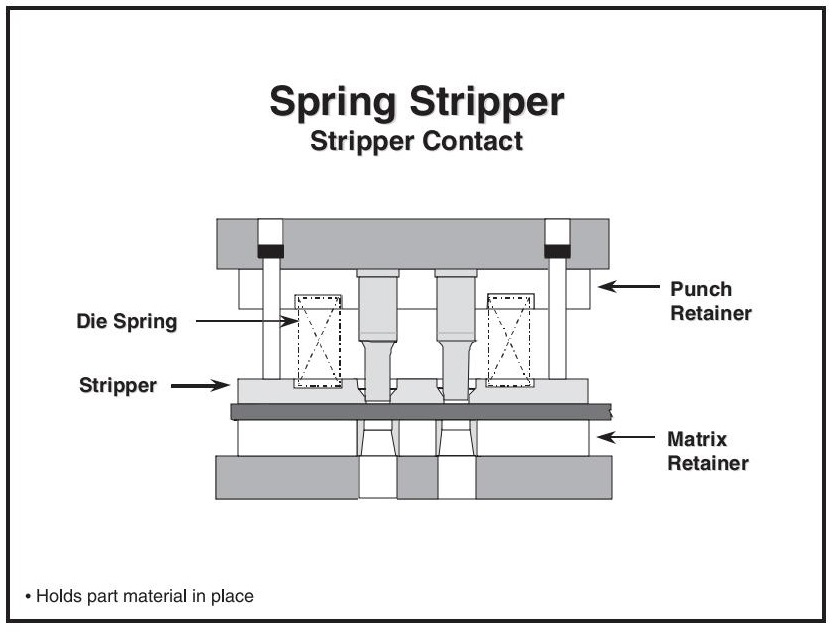
إنها تتدلى أسفل أطراف اللكمة وهي من بين المكونات الأولى التي تلامس القطعة، مما يبقيها ثابتة طوال الدورة.
يؤدي الضغط المستمر أثناء شوط العمل إلى تحسين:
- موثوقية الأداة
- جودة القطعة
- طول عمر الصحافة
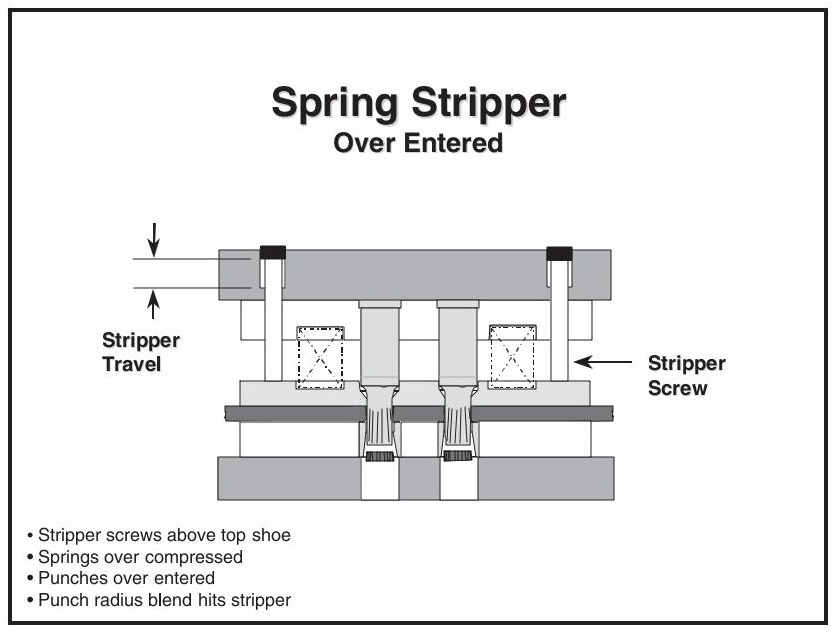
مهم: قد يؤدي الدخول الزائد (إغلاق القالب أسفل ارتفاع الإغلاق الموصى به) إلى حدوث ما يلي:
- براغي التعرية للكسر أو الانحناء
- الضغط الزائد لنابض القالب
- تداخل المجردة مع نصف قطر الثقب
- التآكل والتلف الناتج عن اللكمات
3.0تقنيات الختم المعدني: التثقيب، والتوجيه، والثقب، والمزيد
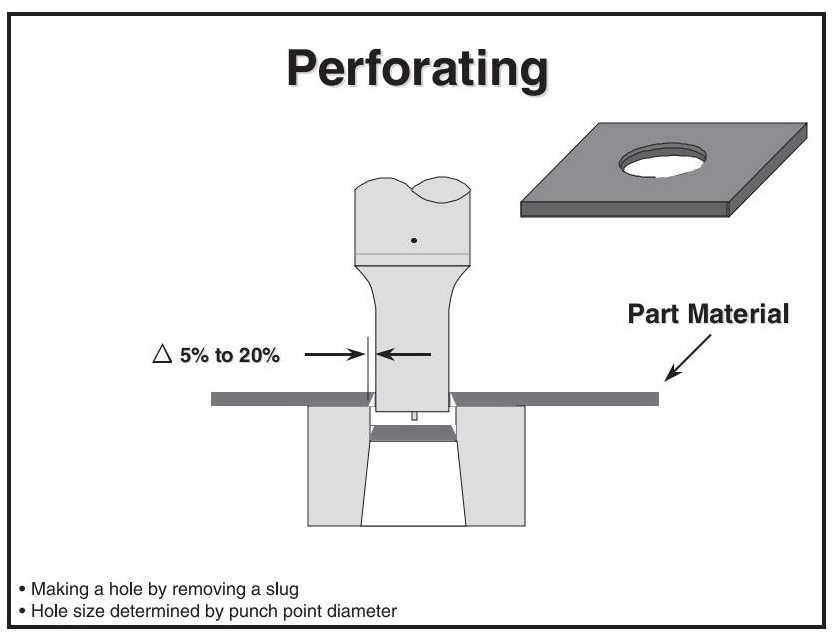
3.1ثقب
يُحدث التثقيب ثقبًا بإخراج قطعة معدنية. تُقصّ المثقبة القطعة المعدنية وتدفعها عبر فتحة القالب (المصفوفة)، وهي أكبر قليلًا من نقطة الثقب. يضمن الخلوص المتناسق حول المثقب دقة النتائج.
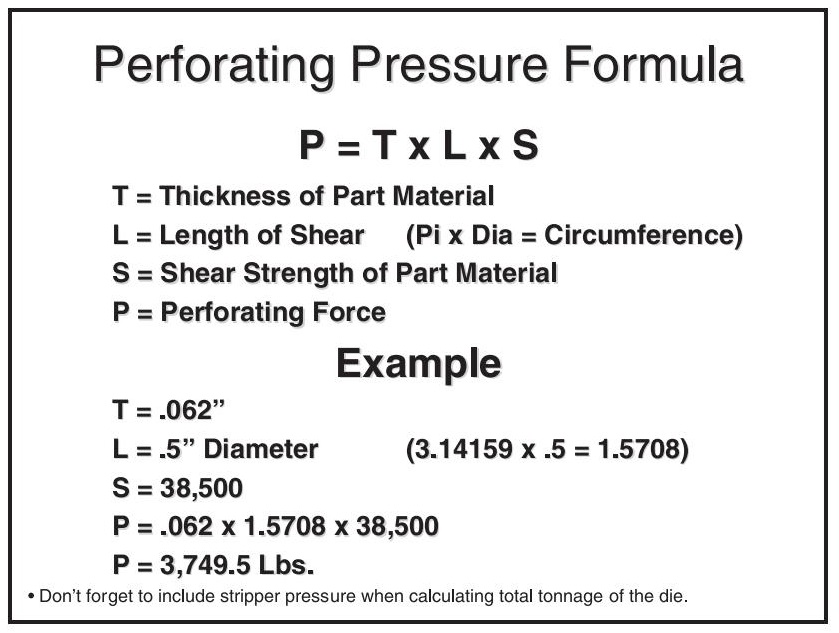
متطلبات الحمولة:
اضرب سمك المادة × طول القطع (أو محيط الثقب) × قوة قص المادة
للثقوب المستديرة:
المحيط = π × القطر
قوى القص المادية النموذجية:
- الألومنيوم: ~50% من قوة الشد
- الفولاذ المدرفل على البارد: ~80% من قوة الشد
- الفولاذ المقاوم للصدأ: ~90% من قوة الشد
متجرد ضغط
ينبغي تضمين ضغط المجردة عند حساب وزن القالب.
- الحد الأدنى = 8% من قوة الثقب
- تتطلب بعض الشركات المصنعة للأدوات ما يصل إلى 25%
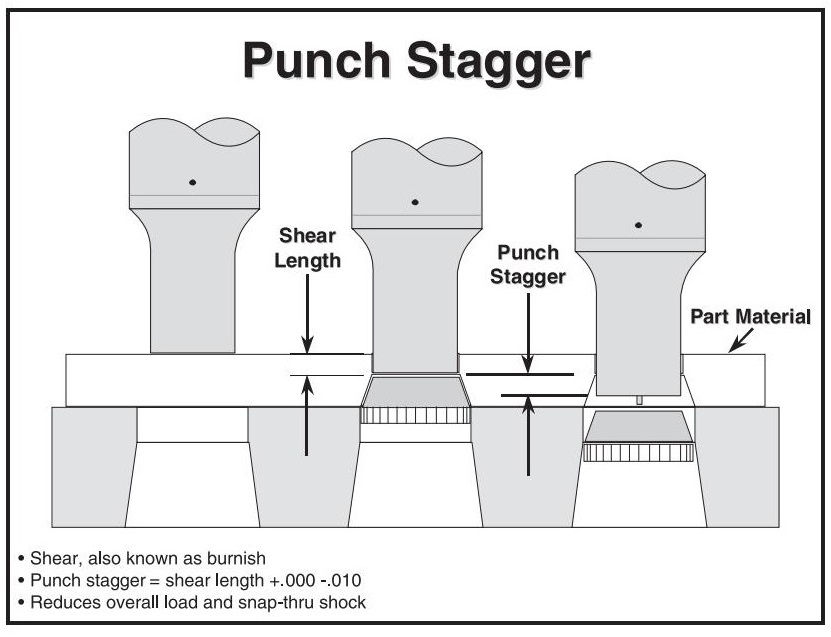
3.2لكمة مذهلة
وزّع اللكمات على فترات متفاوتة لتقليل الاصطدام والصدمة المفاجئة. قسّم اللكمات إلى مجموعتين أو ثلاث مجموعات:
- كل مجموعة تقلل الصدمة إلى النصف أو الثلث
- الكمية المذهلة النموذجية = سمك المخزون
النهج الأفضل: استخدام الطول المصقول
- يؤدي التدحرج إلى ما يساوي أو يقل قليلاً عن طول التلميع إلى تقليل كل من التأثير والصدمة المفاجئة بشكل كبير
- تلامس مجموعة اللكمة التالية المادة قبل أن تنكسر المجموعة الأولى
- الطاقة السريعة للمجموعة الأولى تساعد المجموعة الثانية
وهذا أمر بالغ الأهمية بشكل خاص للختم عالي السرعة:
- يقلل من دخول اللكمة
- يقلل من التآكل والانجراف
- يزيد من وقت التغذية
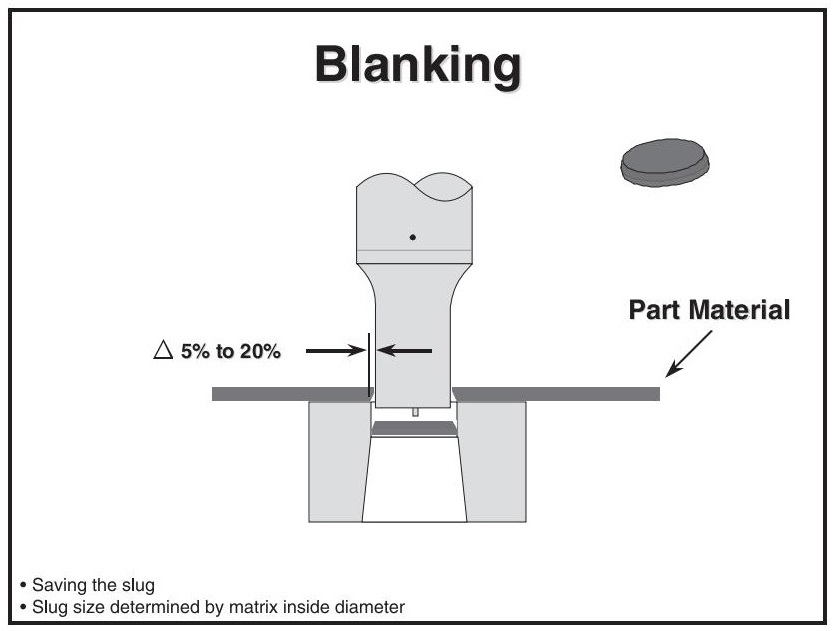
3.3التعتيم
- تقوم عملية التقطيع بتقطيع الجزء الخارجي بالكامل من قطعة ما في عملية واحدة.
- مماثل للثقب، لكن البزاقة تصبح المنتج النهائي
- اتجاه النتوء هو عكس اتجاه الثقوب/الشقوق الداخلية (ما لم يكن التقطيع لأعلى في قالب فارغ مركب)
- حساب الحمولة هو نفس حساب التثقيب
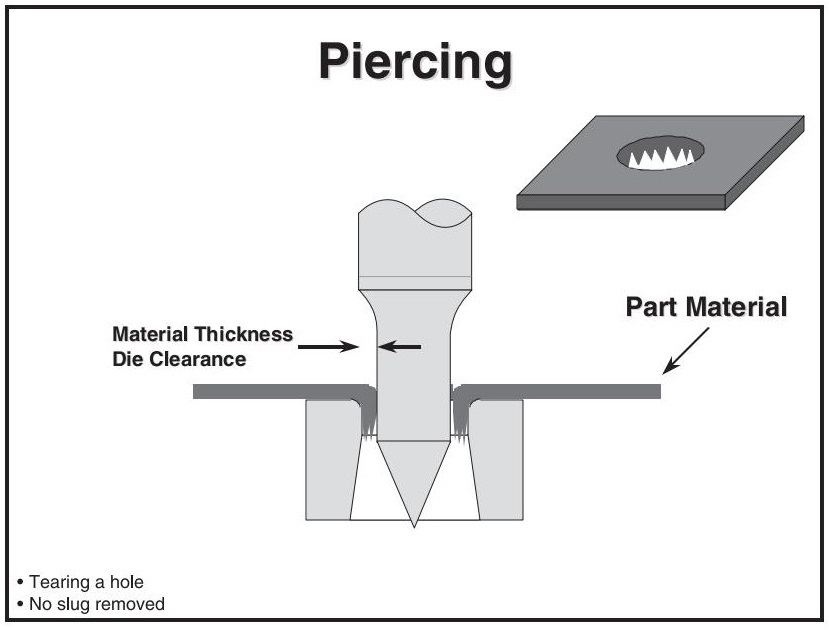
3.4ثقب
- يؤدي الثقب إلى إنشاء ثقوب دون إزالة البزاقات
- تقوم اللكمة بتمزيق المادة، مما يؤدي إلى تشكيل حافة خشنة
- مشابهة في المظهر للثقوب الموجودة في مبشرة الطعام
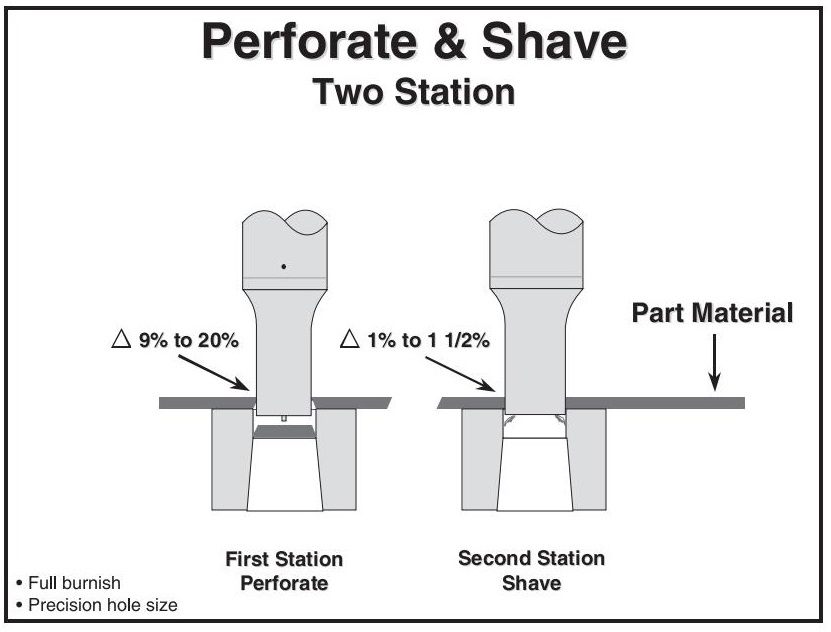
3.5ثقب و حلاقة
تُحدث عملية الحلاقة منطقة صقل (قص) عالية داخل الحفرة. وتستخدم محطتين:
- المحطة الأولى: ثقب قياسي مع خلوص مثالي لعمر الأداة وتقليل التصلب الناتج عن العمل
- المحطة الثانية: قطع حفرة بالحجم النهائي باستخدام خلوص ضيق
- الخلوص لكل جانب: 1–1.5% من سمك المادة (2–3% إجماليًا)
- الكثير من الخلوص = قص الثقب وإعادة الكسر
تحديد حجم الأداة:
- لكمة الحلاقة = حجم الفتحة النهائي
- مصفوفة الحلاقة = 2–3% أكبر من اللكمة
- لكمة التثقيب = أصغر من لكمة الحلاقة، مع أقصى قدر من الخلوص دون نتوءات زائدة
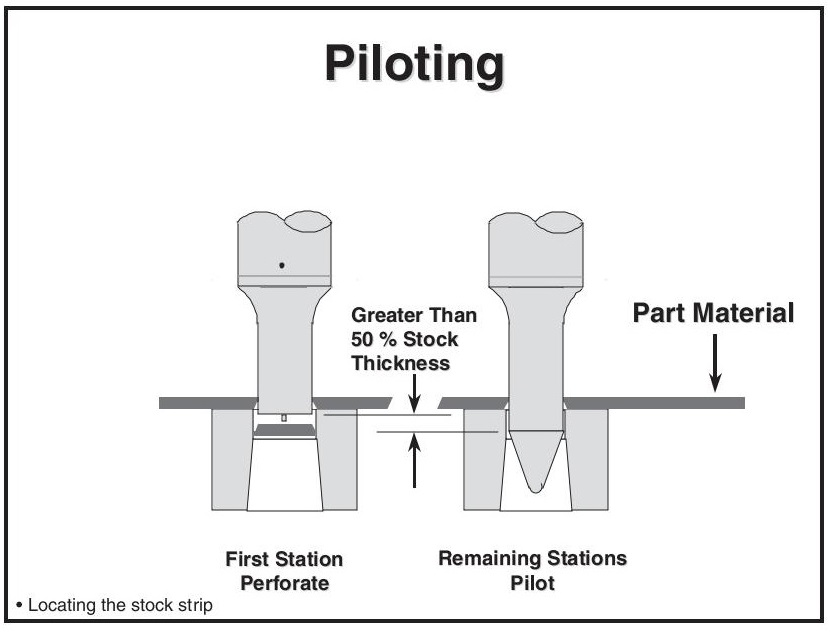
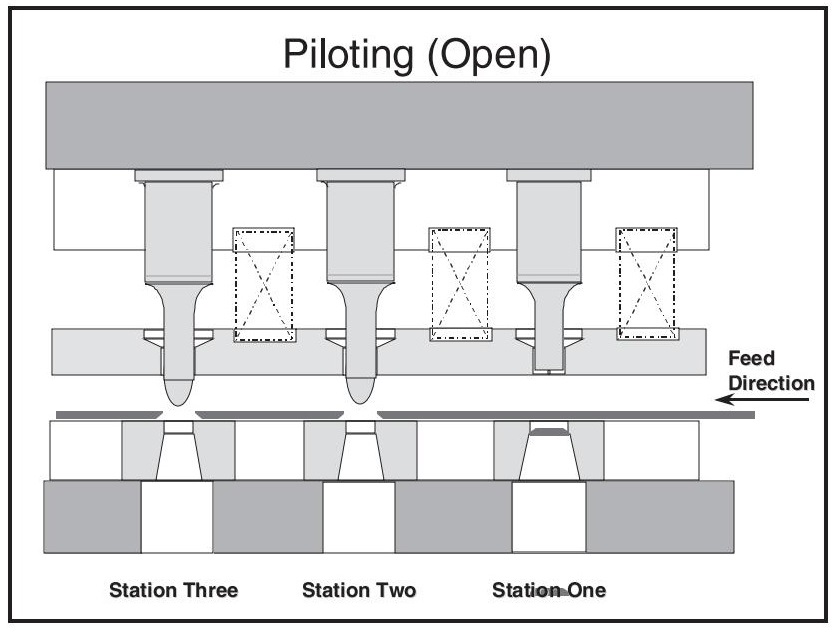
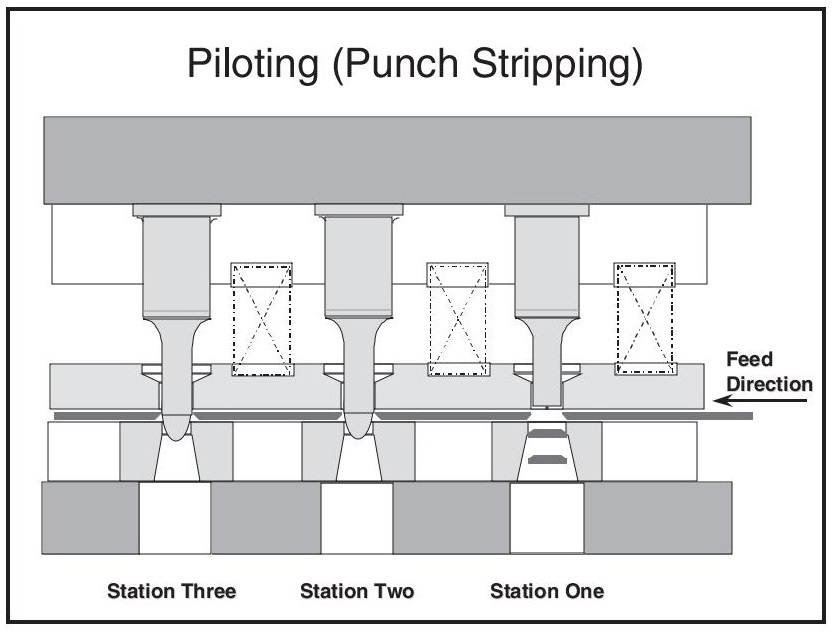
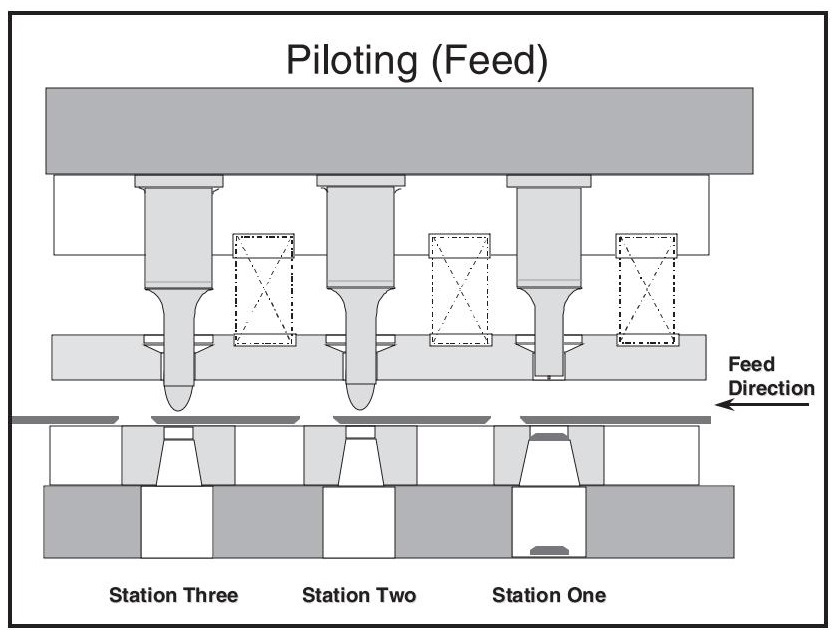
3.6قيادة الطائرات
تُعدّ أدوات التوجيه أساسيةً لتحديد موقع الشريط الأصلي أو مادة القطعة بدقة داخل أداة الختم. فهي تضمن المحاذاة الصحيحة قبل بدء كل عملية.
الوظيفة والتوقيت:
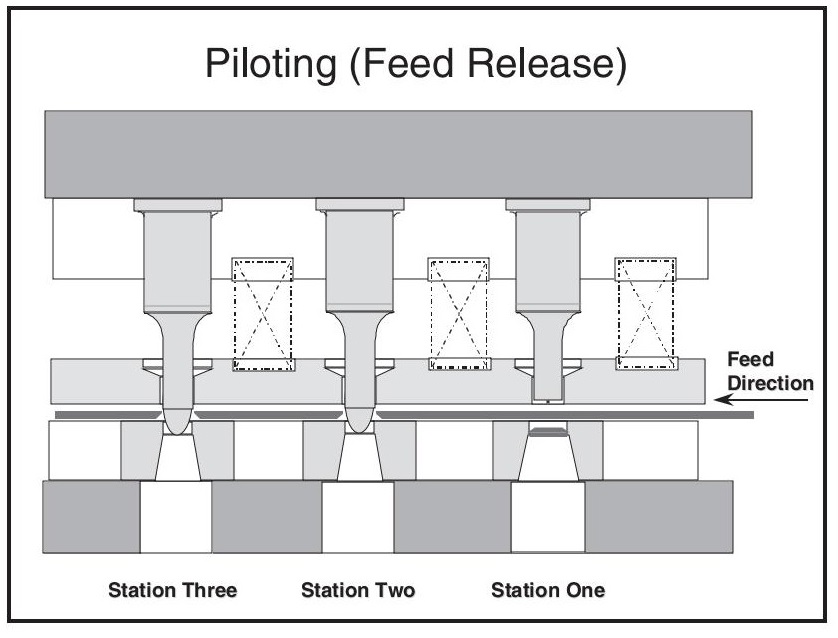
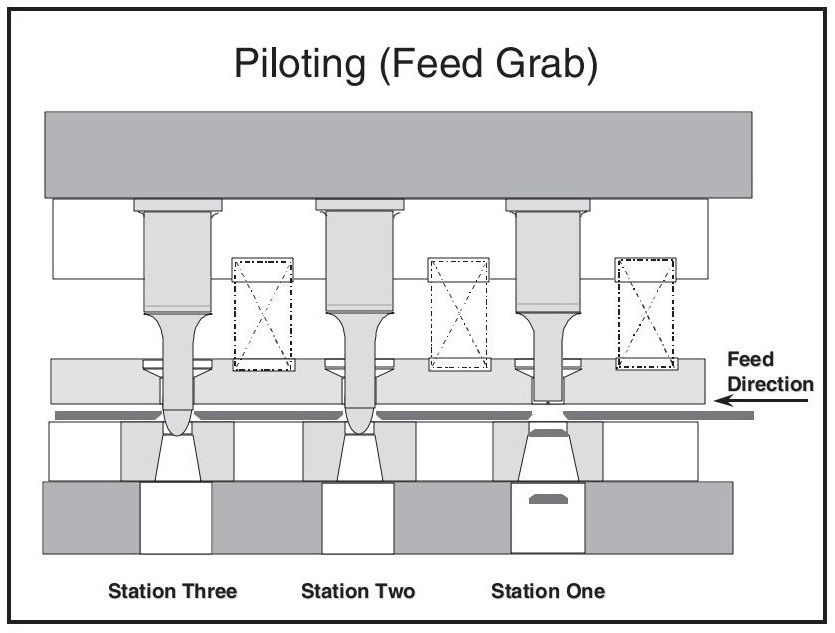
- يقوم الطيارون بإصلاح الثقوب الموجودة مسبقًا في الشريط أو الجزء قبل أن يلامس المجرّد الشريط
- بمجرد أن يبدأ أنف الطيار في الدخول، يقوم المغذي بتحرير المادة، مما يسمح للطيار بسحب المخزون إلى الوضع المناسب
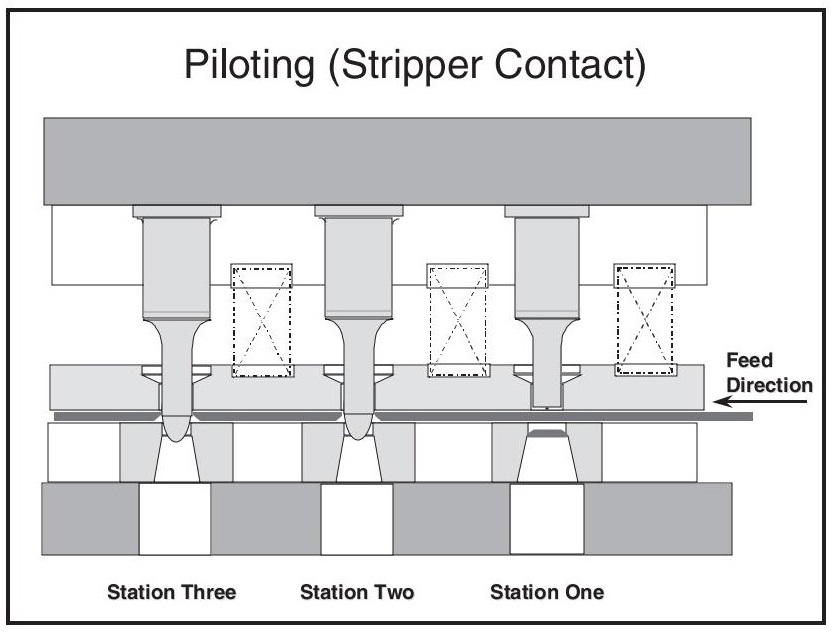
- ثم يقوم المجرد بربط المادة وتثبيتها في مكانها
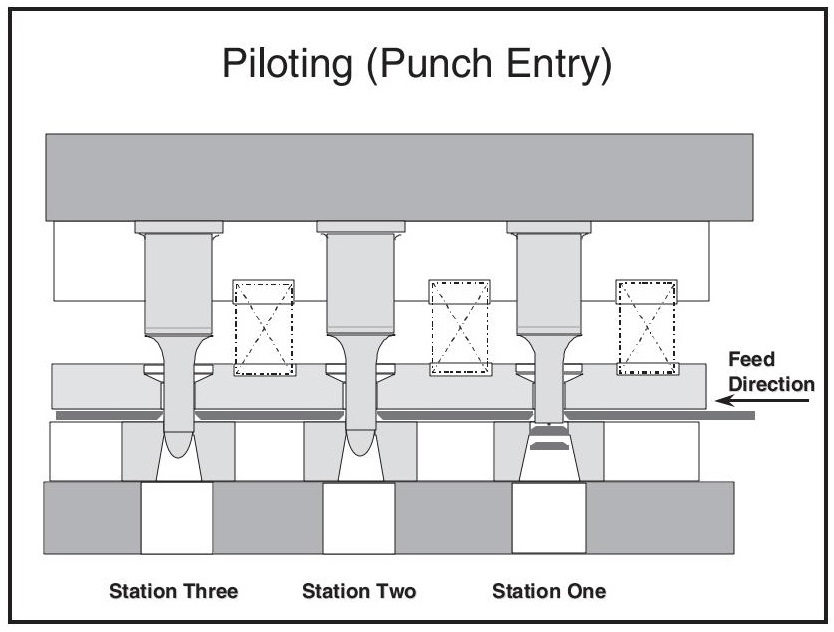
- يجب أن تكون اللكمات المثقبة هي المكونات الأخيرة التي تلامس المادة، بعد الطيار والمجرد
تصميم الطيار:
عادةً ما يكون لدى الطيارين أنوف مستديرة أو مدببة لتوجيه الدخول دون تشويه المادة
عادة ما يكون قطر نقطة التوجيه أصغر بمقدار 0.001 بوصة من قطر الثقب المستخدم لإنشاء فتحة التحديد لمنع الالتصاق أثناء الدخول
مدة العمل:
في معظم تطبيقات القالب البسيطة، تكون أطوال العمل التجريبية أطول بمقدار 0.080 بوصة إلى 0.125 بوصة من اللكمات المثقبة
دخول القالب والتخليص:
يختلف المصممون في استراتيجية التخليص:
- توفر الخلوص الضيق (≤ 0.0005 بوصة) أسفل القطعة دعمًا جانبيًا وموقعًا دقيقًا - مثاليًا للتشكيل أو المواد السميكة
- العيب: في حالة التغذية الخاطئة، يمكن أن يؤدي الخلوص الضيق إلى قوة تجريد مفرطة، أو تآكل، أو حتى سحب الطيار للخارج، وخاصة في طياري القفل الكروي
- سمك المادة لكل جانب: يسمح بمساحة للمادة للضغط لأسفل دون الإمساك بالطيار
- العيب: يمكن أن يؤدي Springback إلى زيادة قوة التجريد بعد البثق
يوصى به في حالة حدوث سوء التغذية بشكل متكرر: استخدم الخلوص المثقب القياسي لموازنة الدعم والإطلاق
اعتبارات التجريد:
- نظرًا لأن الطيارين يمتدون إلى ما هو أبعد من الشريط الممتد بالكامل، فيمكنهم التدخل في عملية تجريد الأجزاء
- لتقليل هذه المخاطر، يجب ألا يبرز الطيارون أكثر من 1/3 إلى 1/2 من سمك المادة خارج الشريط.
تسلسل التغذية:
- الطيار يدخل حفرة تحديد الموقع
- يقوم المغذي بتوزيع المواد
- يقوم الطيار بمحاذاة الجزء
- يقوم المجرد بتثبيت الجزء في مكانه
- اللكمات تتفاعل مع المادة
- بعد انسحاب الطيار بشكل كامل، يقوم المغذي بنقل المواد إلى المحطة التالية.
- تتكرر الدورة
نصيحة احترافية: احرص دائمًا على ضبط توقيت تغذية الشريط قبل أن ترفعه آلة نزع القماش. هذا يضمن سلاسة عملية التغذية ويقلل من خطر سوء التغذية أو تحرك الأجزاء.
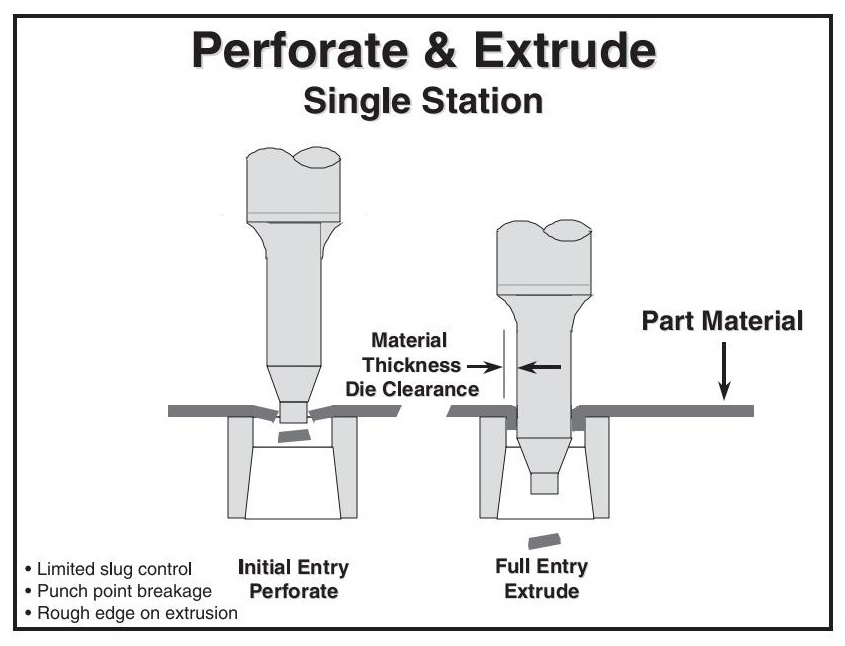
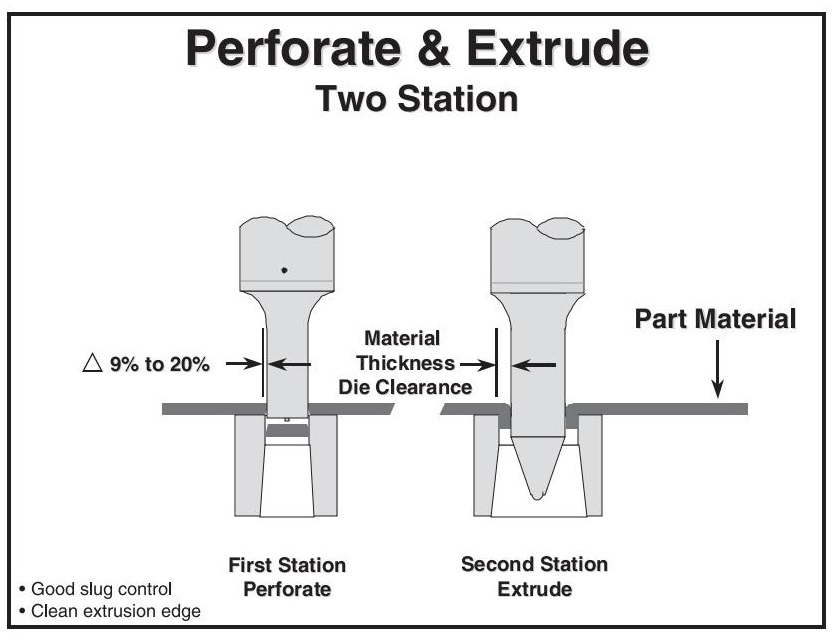
3.7ثقب وبثق
محطة واحدة (غير موصى بها):
- حافة البثق الخشنة
- كسر الأنف باللكمة
- تدحرج البزاقة أو التشويش
محطتان (موصى بها):
- المحطة الأولى: الثقوب
- المحطة الثانية: البثق
المميزات:
- حافة البثق النظيفة
- السيطرة الجيدة على البزاقات
- موثوقية أفضل للأداة
ملاحظة: يمكن استخدام المثاقب القياسية كأدوات ضغط. حُجّرها وصقلها للحصول على أفضل أداء.
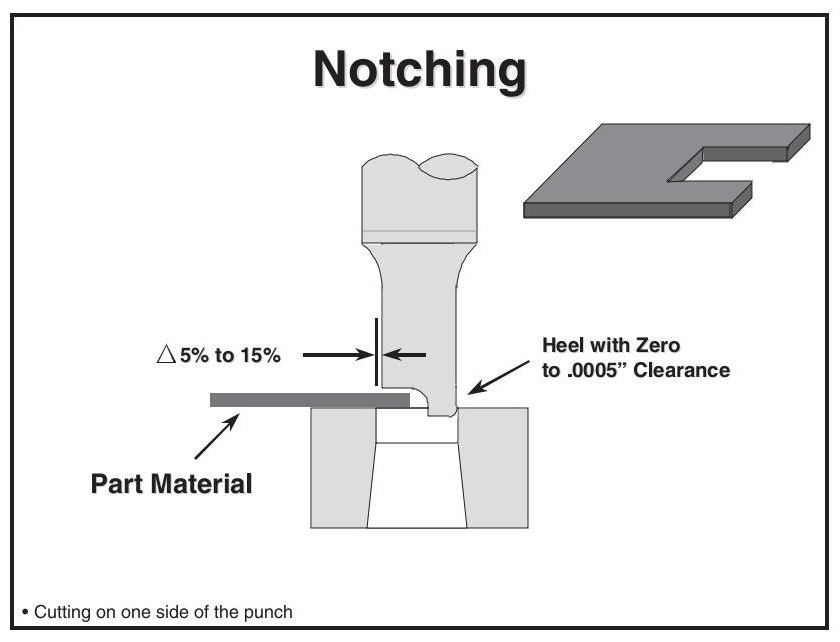
3.8الشق
يؤدي التقطيع إلى إزالة جزء من الفتحة الموجودة على حافة الجزء.
- يتم القطع على جانب واحد فقط من اللكمة
- يسبب انحرافًا جانبيًا → يتطلب كعبًا مقابل الحافة القاطعة
- يجب أن يتفاعل الكعب مع المصفوفة أولاً
- نصف القطر الصغير على الكعب يتجنب تلف المصفوفة
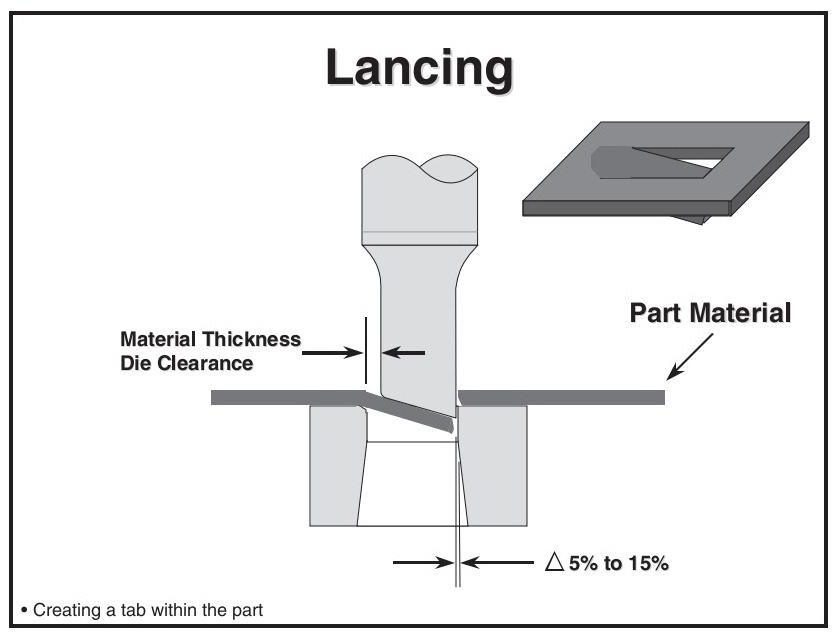
3.9الوخز
يشكل الثقب علامة تبويب داخل الجزء، دون إزالة قطعة.
- عادةً ما يتضمن زاوية قص واحدة
- يتم استخدام الخلوص الطبيعي للحواف المقطوعة
- الحافة المتصلة منحنية فوق المصفوفة
- الخلوص تحت نصف قطر الانحناء = سمك المادة
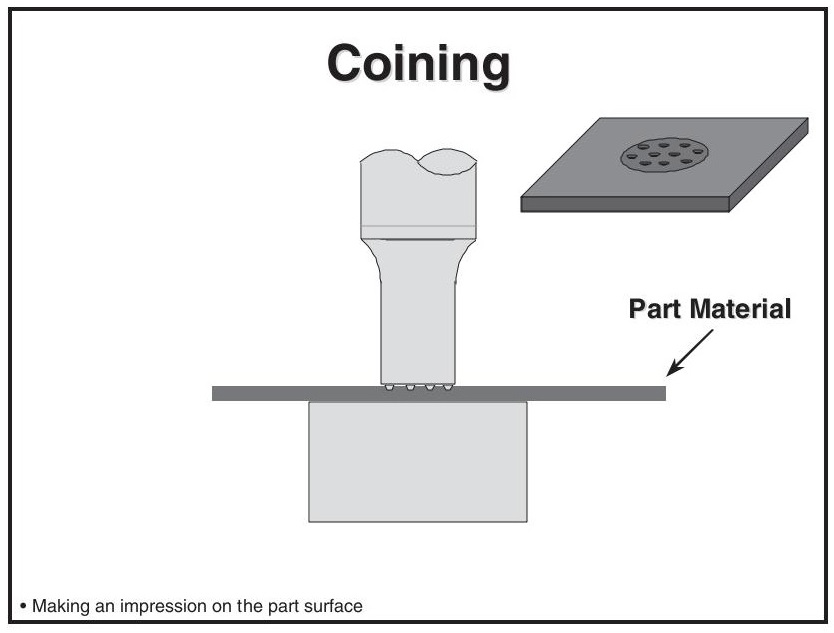
3.10سك النقود
يخلق السك انطباعًا على سطح القطعة، على جانب واحد أو كلا الجانبين.
تستخدم عادة ل:
- المناطق المحلية الرقيقة
- إزاحة المادة (لا تتم إزالة أي قطعة)
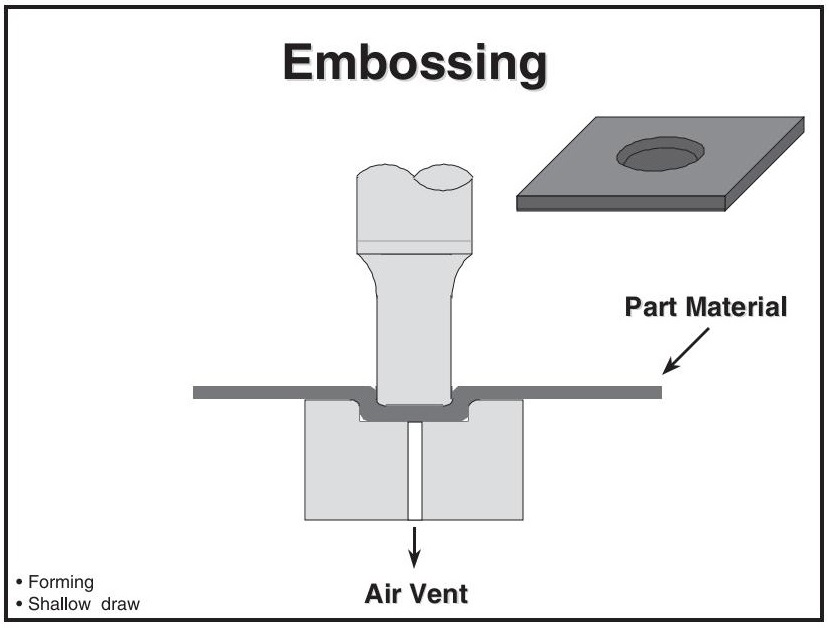
3.11النقش
يقوم النقش بتشكيل الأشكال في المادة دون تخفيفها.
- يستخدم لكمة لإنشاء تجويف أعمى
- قاع للخارج لإنشاء سطح مستوٍ
- فتحات تهوية الهواء ضرورية لتجنب انتفاخ الأجزاء أو كسر الأدوات
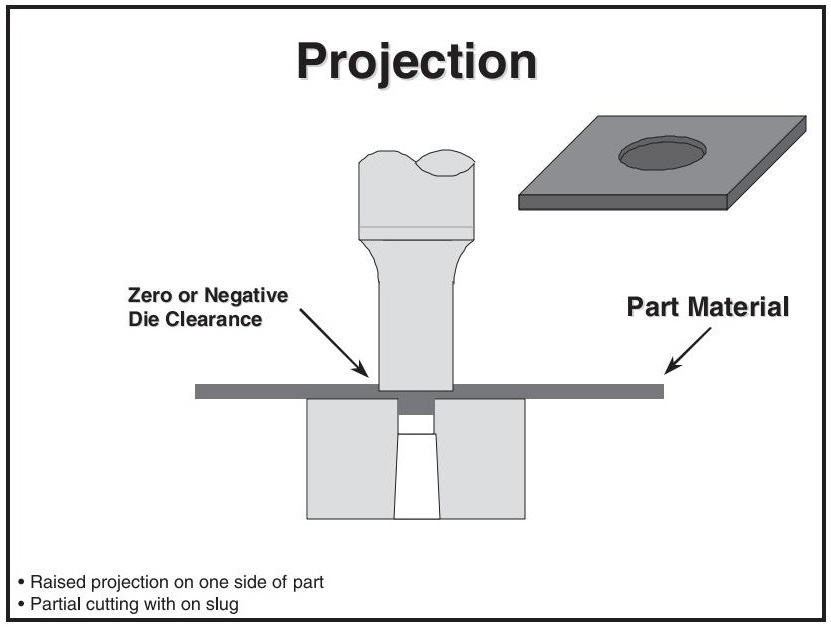
3.12الإسقاط
يشكل الإسقاط سمة مرتفعة على جانب المصفوفة للمادة.
تم تحقيق ذلك من خلال التصفية الصفرية أو السلبية
يستخدم ل:
- اتصالات اللحام
- محددات لأجزاء التزاوج
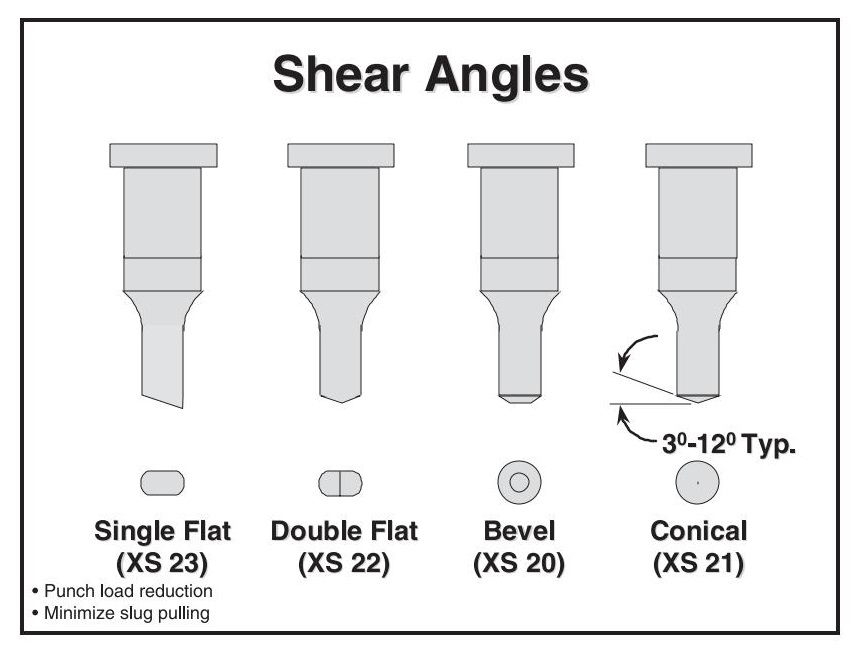
3.13زوايا القص
تعمل زوايا القص على تقليل حمل اللكمة وتحسين التحكم في الرصاصة.
| يكتب | حالات الاستخدام والملاحظات |
| شقة واحدة | يقلل الحمل ولكنه قد يسبب انحراف اللكمة الجانبية والتآكل والكسر؛ يستخدم على اللكمات المشكلة |
| شقة مزدوجة (سطح) | الأفضل للثقب المستطيل/المستطيل؛ تجنب الأشكال المقعرة |
| شطبة | تقليل جيد للحمل ومقاومة للرقائق؛ أكثر عرضة للتآكل |
| مخروطي | الأفضل للكمات المستديرة؛ يوزع التآكل بالتساوي ويقلل من سحب الرصاص |
4.0ملخص
يُعدّ ختم المعادن عمليةً أساسيةً في التصنيع الحديث، إذ يُمكّن من إنتاج قطع معدنية بسرعة ودقة عاليتين. في هذه المقالة، تناولنا المفاهيم والعمليات الأساسية التي تُحرّك هذه العملية:
- أدوار أنواع القوالب المختلفة - البسيطة والمركبة والمتقدمة - ومتى يتم استخدام كل منها.
- أهمية مكبس اللكمة والتوافق السليم في تحقيق نتائج متسقة.
- وظيفة وتصميم أنواع مختلفة من أدوات التعرية: أدوات التعرية الثابتة، وأدوات التعرية المصنوعة من مادة اليوريثين، وأدوات التعرية الزنبركية.
- تتضمن عمليات ختم المفاتيح التثقيب، والتقشير، والحلاقة، والقطع، والثقب، والسك، والنقش، والمزيد.
- المصطلحات وأفضل الممارسات، مثل حساب الحمولة، وتخطيط الضربات، وتصميم الطيار.
إن فهم هذه المبادئ لا يُسهم في تحسين جودة الإنتاج فحسب، بل يُطيل عمر الأدوات ويُقلل التكاليف أيضًا. سواءً كنتَ مبتدئًا أو تتطلع إلى تعميق معرفتك، فإن إتقان أساسيات ختم المعادن يُرسي أساسًا متينًا لتصميم قوالب مُتقدم وتصنيع دقيق.
5.0التعليمات
ما هو الفرق بين القوالب البسيطة والمركبة والمتقدمة؟
- قالب بسيط:ينفذ عملية واحدة لكل ضربة ضغط (على سبيل المثال، اللكم أو التقطيع).
- قالب مركب:ينفذ عمليات متعددة في محطة واحدة بضربة واحدة.
- قالب تقدمي:ينفذ عمليات متسلسلة عبر محطات متعددة أثناء تحرك الشريط للأمام.
لماذا هل محاذاة مكبس الختم مهمة جدًا في الختم؟
قد يؤدي سوء المحاذاة إلى تآكل مبكر للأداة، أو عيوب في الأجزاء، أو حتى تلف المكبس. لا تستطيع مجموعة القوالب تصحيح مشاكل عدم المحاذاة الناتجة عن المكبس بشكل كامل.
ما هي إيجابيات وسلبيات القوالب المركبة؟
- الايجابيات:مدمجة، اقتصادية، دقيقة، وجميع النتوءات تواجه جانبًا واحدًا.
- سلبيات:مساحة داخلية محدودة، خطر فشل الأداة بسبب حمل الصدمة المركز.
ماذا يكون ما هو دور المُجرد في قالب الختم؟
يقوم جهاز نزع الصفائح بإزالة القطعة من طرف المثقب بعد التثقيب. يساعد هذا الجهاز على التحكم في قوة نزع الصفائح، واستواء القطعة، وتحسين الأداء العام للأداة.
أيّ متجرد ما هو النوع الأفضل: ثابت، أو يوريثان، أو زنبركي؟
- مُثَبَّت:تكلفة منخفضة ولكن التحكم أقل؛ عرضة لمشاكل الصدمات والتسطيح.
- يوريثين:فعالة من حيث التكلفة ولكنها تتدهور مع مرور الوقت؛ وقد تسبب عدم المحاذاة.
- ربيع:أفضل أداء وموثوقية؛ يمتص الصدمات ويحافظ على الجزء مسطحًا.
كيف أنا حساب قوة الثقب (الطن)؟
استخدم الصيغة:
سمك المادة × طول القطع (أو محيط الثقب) × قوة القص
مثال للثقوب المستديرة:
المحيط = π × القطر
ماذا هل اللكمة مذهلة، ولماذا هي مهمة؟
تعمل أطوال الثقب المذهلة على تقليل الصدمات المفاجئة وحماية الأدوات وتحسين أداء الختم عالي السرعة.
ما هو ما الفرق بين التثقيب والتقطيع والثقب؟
- ثقب:يزيل البزاقات لتشكيل الثقوب.
- التعتيم:يقطع الشكل الخارجي؛ القطعة هي الجزء النهائي.
- ثقب:ينشئ ثقوبًا دون إزالة المواد (يمزقها أو يدفعها للفتح).
ماذا ما هو الغرض من القيادة في ختم القوالب؟
يضمن الطيارون تحديد موضع الشريط بدقة قبل التثقيب. يدخلون عن طريق تحديد الثقوب لمحاذاة المادة بدقة لكل دورة ضغط.
ماذا هل سك العملة مقابل النقش؟
- سك النقود:يعمل على إزاحة المادة لإنشاء تفاصيل سطحية دقيقة أو تقليل السُمك.
- النقش:يشكل أشكالاً مرتفعة أو غائرة دون ترقيق المادة.




