

- 1.0الغزل التقليدي مقابل الغزل المخفّض للسمك
- 2.0الغزل الخارجي مقابل الغزل الداخلي
- 3.0الغزل المعتمد على المندريل مقابل الغزل الخالي من المندريل
- 4.0الغزل البارد مقابل الغزل الساخن
- 5.0تصنيف عمليات الغزل المعدني المتقدمة وتحليل آليات تشوه المواد
- 6.04. التطورات وتطبيقات عمليات الغزل المعدني المتقدمة
- 7.0خاتمة
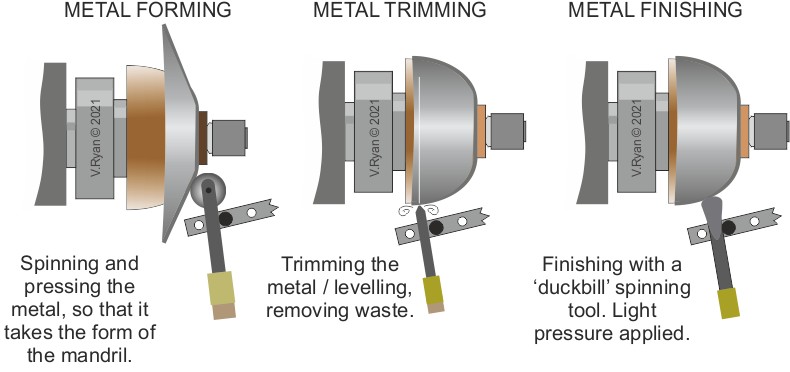
غزل المعادن عملية تشكيل شبكي عالية الكفاءة، تُستخدم على نطاق واسع لإنتاج مكونات دائرية مجوفة ورقيقة الجدران ومتماثلة محوريًا. يعتمد مبدأ التشكيل على تطبيق ضغط موضعي بواسطة بكرة واحدة أو أكثر على قطعة معدنية دوارة أو أنبوب. أثناء دوران القطعة المعدنية مع المغزل، تتسرب البكرة إلى السطح، مما يُحدث تشوهًا بلاستيكيًا مستمرًا يُشكل المادة بالشكل الهندسي المطلوب.
مقارنةً بطرق التشكيل الأخرى، يوفر غزل المعادن مزايا عديدة: أحمال تشكيل أقل، وسهولة في التشكيل، ودقة أبعاد عالية، واستخدام ممتاز للمواد، وانخفاض تكاليف الإنتاج. كما يُحسّن بشكل كبير الخصائص الميكانيكية للقطعة النهائية. تتميز هذه العملية بتصنيع مكونات خفيفة الوزن، كما أنها قابلة للتكيف بشكل كبير، مما يجعلها مثالية للتطبيقات عالية الأداء في صناعات الطيران والسيارات والطب والطاقة والإلكترونيات.
يمكن للتثبيت بالدبابيس استيعاب قطع تتراوح أقطارها بين المكونات الصناعية الكبيرة وتلك التي تصل إلى 10 ميكرون في التجارب، وبسماكات تتراوح بين 0.4 مم و25 مم. ومع ذلك، فإن الغزل التقليدي مناسب بشكل أساسي للقطع الدائرية المتماثلة المحور، ذات سماكة جدار موحدة، مما يحد من نطاق تطبيقه. ومع تزايد الطلب على الأشكال الهندسية الأكثر تعقيدًا، ظهرت عدة أنواع جديدة من الغزل للتغلب على هذه القيود.
على سبيل المثال، طوّر الباحثون تقنيات غزل غير متماثلة المحور، حيث تدور الأسطوانة مع المغزل بينما تبقى قطعة العمل ثابتة. تُمكّن هذه الطريقة من تشكيل أجزاء رقيقة الجدران ذات هندسة مائلة أو متعددة المحاور، مما يُلغي الحاجة إلى التجميع بعد اللحام. تشمل الابتكارات الأخرى إضافة بكرات مُتحكم بها بنابض إلى مخارط الغزل التقليدية لإنتاج أجزاء مجوفة غير دائرية، مثل المقاطع ثلاثية القوائم. وفي تطور آخر، يستخدم "الغزل ذو التدفق المُنقسم" بكرات مُنقسمة وبكرات دعم مُصممة خصيصًا لتوسيع مساحة التصميم الشعاعي أثناء التشكيل. وفي الآونة الأخيرة، أتاحت تقنيات غزل أسنان التروس إنشاء مقاطع تروس داخلية مباشرةً عن طريق الغزل.
بشكل عام، يتطور غزل المعادن متجاوزًا الأشكال المحورية التقليدية إلى هياكل أكثر تعقيدًا وتنوعًا. ونتيجةً لذلك، أصبح تقنية تشكيل دقيقة أساسية. ومع التقدم المستمر في علم المواد والتحكم في العمليات، من المتوقع أن يلعب غزل المعادن دورًا أكبر في مجموعة أوسع من التطبيقات الصناعية.
تصنيفات الغزل المعدني التقليدي
يتم تصنيف عمليات الغزل المعدنية التقليدية عادةً بناءً على أربعة معايير رئيسية:
- خصائص تشوه المادة الفارغة
- الموضع النسبي بين الأسطوانة وقطعة العمل
- استخدام المندريل
- درجة الحرارة أثناء عملية الغزل
وبناءً على ذلك، يتم تقسيم تقنيات الغزل التقليدية عادةً إلى الفئات الأربع التالية:
1.0الغزل التقليدي مقابل الغزل المخفّض للسمك
| نوع العملية | الأجزاء النموذجية | خصائص التشكيل | ميزات المعدات | أمثلة التطبيق |
| الغزل غير المحوري المتماثل | أنابيب العادم المزاحة | تشكيل متعدد المحاور متكامل | التحكم المتزامن متعدد المحاور | أنابيب السيارات |
| الغزل ذو المقطع العرضي غير الدائري | أنابيب دعم الحامل الثلاثي | التحكم الديناميكي في المحيط | تنسيق متعدد الأسطوانات | أغلفة الأجهزة الطبية |
| غزل الأسنان والتروس | بكرات متعددة الإسفين | تدفق المواد الموضعي | التحكم الدقيق في الإزاحة | المثبطات وبكرات الحزام |
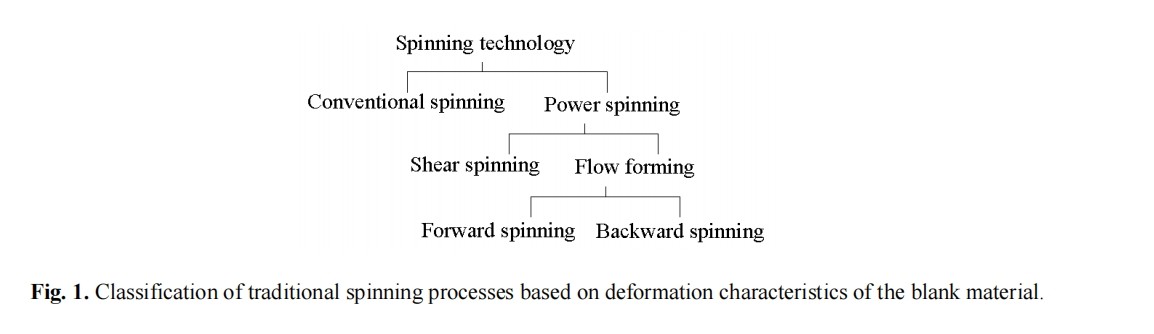
بناءً على خصائص تشوه المادة، تُصنف عمليات الغزل إلى فئتين: الغزل التقليدي والغزل المُخفِّض للسماكة. ويشمل هذا الأخير الغزل القصي والغزل التدفقي.
- الغزل التقليدي:يبقى سُمك جدار المادة الخام ثابتًا تقريبًا طوال عملية التشكيل. ويحتفظ الجزء النهائي بنفس سُمك المادة الخام الأصلية.
- الغزل لتقليل السُمكتتضمن هذه العملية تقليل سُمك الجدار أثناء التشكيل. تُصنف هذه العملية كطريقة لتقليل السُمك، ويمكن تقسيمها إلى:
- غزل القص:يتناقص سمك الجدار مع الحفاظ على محيط القطعة الفارغة الأصلية، وهو ما يستخدم عادة للأجزاء المخروطية أو الأسطوانية.
- تدفق الغزل:مُصمم للمكونات الأنبوبية، حيث يتناقص سمك المادة مع زيادة طول القطعة. يمكن إجراء دوران التدفق إما للأمام أو للخلف.
يوضح الشكل 1 تصنيف طرق الغزل بناءً على خصائص التشوه.
2.0الغزل الخارجي مقابل الغزل الداخلي
بناءً على موضع الأسطوانة بالنسبة لقطعة العمل، يتم تقسيم عمليات الغزل إلى:
- الغزل الخارجي:تضغط الأسطوانة من خارج قطعة العمل، بينما يدعمها عمود من الداخل. هذا هو التكوين الأكثر شيوعًا.
- الغزل الداخلي:تعمل الأسطوانة من الداخل إلى الخارج، ضاغطةً المادة نحو الخارج. تُستخدم هذه الطريقة في الهياكل المتخصصة أو متطلبات التشكيل العكسي.
يوضح الشكل 2 الإعدادات النموذجية للغزل الخارجي والداخلي.
3.0الغزل المعتمد على المندريل مقابل الغزل الخالي من المندريل
اعتمادًا على ما إذا كان يتم استخدام المندريل، يمكن تصنيف عمليات الغزل على أنها
- الغزل القائم على المندريليُصنع كل جزء باستخدام عمود مُصمم خصيصًا. يُثبّت الجزء الخام في مكانه بواسطة عمود الذيل، ويُحدد العمود الشكل النهائي للمنتج.
- الغزل بدون عمود: يُستخدم في عمليات تشكيل محددة، مثل تضييق أو سد أوعية الضغط، أو عند العمل على قطع كبيرة. في هذه الحالات، يُمكن استخدام بكرة دعم داخلية بدلاً من المغزل لتقليل حمل الآلة.
يوضح الشكل 3 التكوين الهيكلي وتطبيقات إعدادات الغزل الخالية من المندريل.
4.0الغزل البارد مقابل الغزل الساخن
اعتمادًا على درجة حرارة المعالجة، يمكن تقسيم الغزل إلى:
- الغزل البارد:يتم إجراؤه في درجة حرارة الغرفة، وهو مناسب للمواد ذات اللدونة الجيدة وسمك الجدار المعتدل.
- الغزل الساخن: تُجرى فوق درجة حرارة إعادة تبلور المادة. تُقلل هذه الطريقة من قوى التشكيل، وهي مناسبة أكثر للمواد عالية القوة أو الهشة.
يوضح الشكل 4 ملخص المنطق وراء هذه التصنيفات الأربعة التقليدية للغزل.
5.0تصنيف عمليات الغزل المعدني المتقدمة وتحليل آليات تشوه المواد
يقوم التصنيف الجديد بتوسيع الأبعاد التقليدية من خلال تقديم معايير إضافية مثل الهندسة المقطعية واتجاه المحور النسبي لاستيعاب المكونات المعقدة غير المحورية.
- الموضع النسبي بين المحاور الدورانية
- الشكل الهندسي للمقطع العرضي للجزء
- خصائص اختلاف سمك الجدار
وبناءً على هذه المعايير، يمكن تقسيم تقنيات الغزل المتقدمة إلى ثلاث فئات رئيسية: الدوران غير المحوري, غزل ذو مقطع عرضي غير دائري، و غزل أسنان التروس.
5.1الغزل غير المحوري المتماثل
يمكن تصنيف الأجزاء الدوارة إلى متماثلة المحور وغير متماثلة المحور بناءً على تكوين المحور الدوراني الخاص بها:
- الغزل المحوري المتماثل:تدور قطعة العمل حول محور واحد فقط، بمقطع عرضي دائري قياسي.
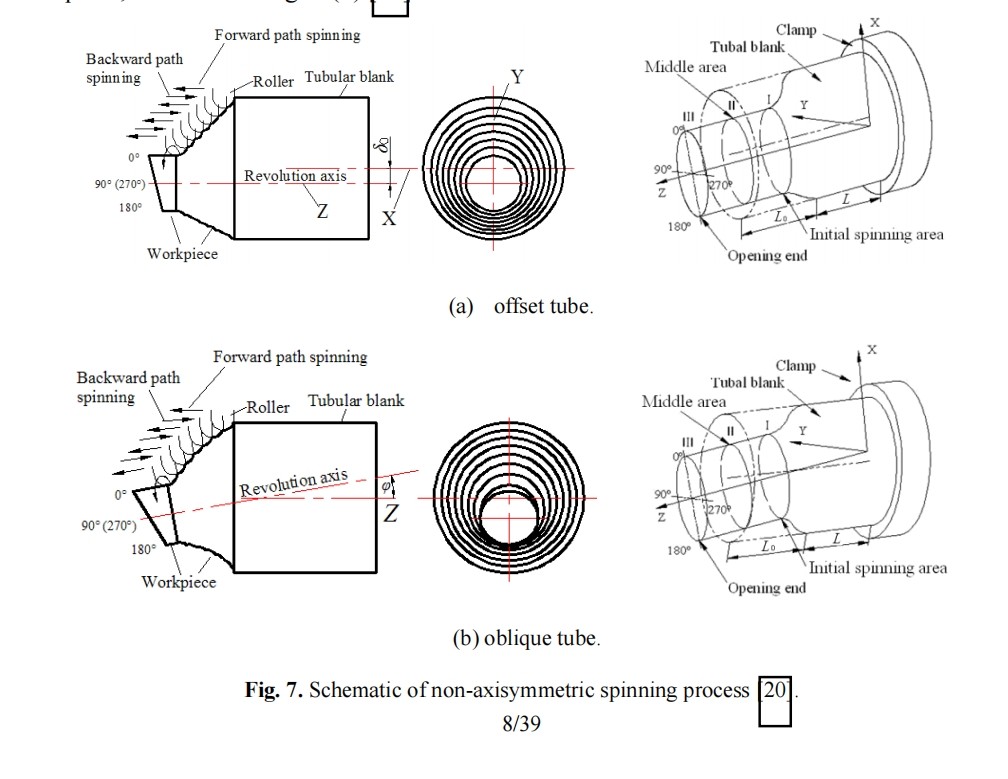
- الغزل غير المحوري المتماثل:يتم تدوير قطعة العمل حول محور واحد، ولكن هندستها أو مسار الدوران يتم إزاحتها أو إمالتها عمدًا، مما يؤدي إلى إنشاء ميزات غير متماثلة المحور. (انظر الشكل 5).
يتضمن الدوران غير المحوري عادةً طريقتين رئيسيتين: الغزل الأوفست و الدوران المائل.
أثناء المعالجة، تُثبّت القطع الأنبوبية الخام بواسطة مثبت، وتخضع لدوران وتغذية متزامنين عبر مجموعة أسطوانات. يمكن تعديل مسار الدوران بتحريك أو تدوير التثبيت لتحقيق الإزاحة أو الميل، مما يُغيّر وضعية القطعة الخام. تُغذّى الأسطوانات شعاعيًا، موزعةً بالتساوي حول قطعة العمل، وتدور بشكل متزامن مع المغزل.
- الغزل الأوفست:قبل أن يبدأ كل مسار دوران، يتم نقل القطعة الفارغة بشكل عمودي على محور قطعة العمل بواسطة إزاحة محددة مسبقًا، ثم يتم تغذيتها على طول محور الأسطوانة حتى الوصول إلى الإزاحة المستهدفة (انظر الشكل 7أ).
- الغزل المائل:يتم إمالة القطعة الفارغة بزاوية محددة بالنسبة للمستوى الأفقي لطاولة العمل قبل التغذية، مع ضبط زاوية الإمالة تدريجيًا إلى القيمة المستهدفة ϕ0° أثناء التغذية (انظر الشكل 7ب).
تُظهر توزيعات الإجهاد والانفعال في الدوران غير المحوري عدم تجانس ملحوظ. عادةً ما يحدث أقصى إجهاد وانفعال عند أقصى إزاحة أو مواضع إمالة (مثلاً عند 0 درجة)، بينما تُظهر المواضع المتماثلة (مثلاً عند 180 درجة) قيمًا أقل. والجدير بالذكر أن تباين الانفعال المحوري يكون واضحًا بشكل خاص في الدوران المائل.
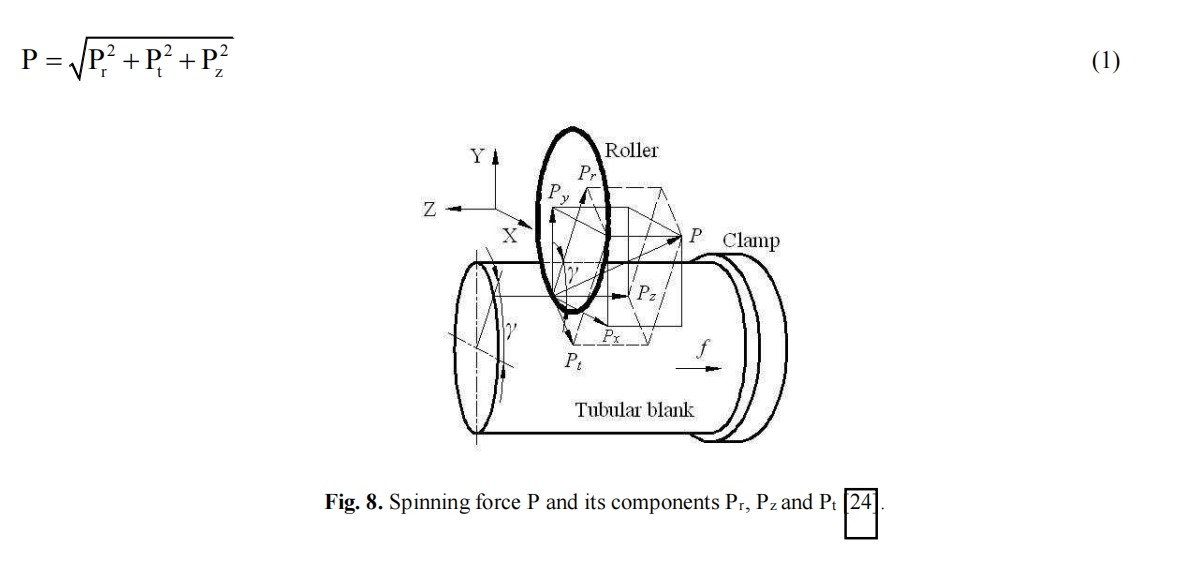
يمكن تحليل توزيع ضغط الدوران باستخدام طريقة Slab. تشير النتائج إلى أنه في عمليات الدوران النموذجية، تميل القوى الشعاعية والمحورية إلى الهيمنة، بينما تكون القوى المماسية أصغر عمومًا، مع أن قيمتها قد تختلف باختلاف مسار الأداة وهندستها، حيث تتركز القوى الرئيسية في الأخيرتين. يمكن اشتقاق ضغط الدوران الشعاعي Pr وضغط الدوران المحوري Pz من خلال الصيغ الموضحة في الشكل 8.
5.2الغزل ذو المقطع العرضي غير الدائري
بناءً على الهندسة المقطعية، يمكن تقسيم الغزل المتقدم إلى:
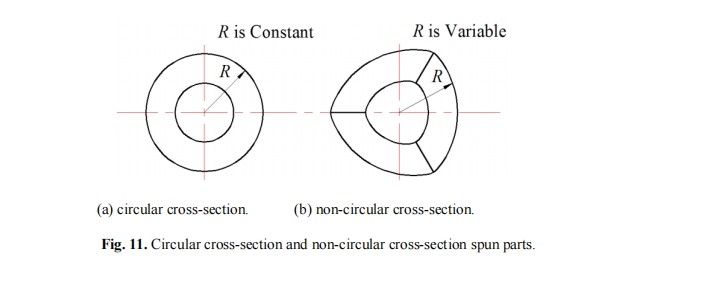
- الغزل الدائري المقطع:المسافة من الحافة الخارجية للمقطع العرضي إلى مركزه الهندسي تظل ثابتة.
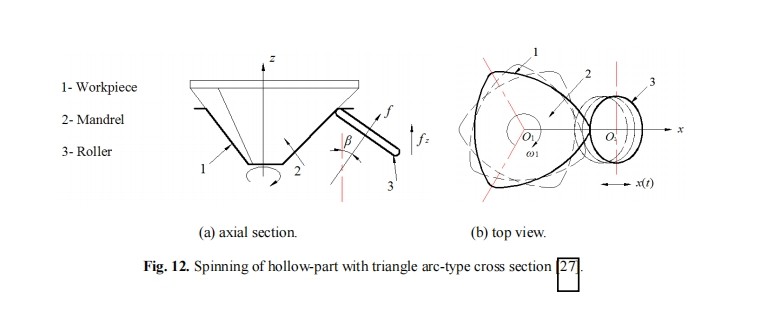
- الغزل ذو المقطع العرضي غير الدائريتختلف هذه المسافة باختلاف الزاوية. تشمل الأشكال المقطعية الشائعة الأقواس المثلثية، والأقواس الرباعية، والخماسية، وغيرها من الأشكال متعددة الأضلاع (انظر الشكلين ١١ و١٢).
أثبتت التجارب فعالية الغزل في تشكيل أجزاء مجوفة معقدة متنوعة ذات مقاطع عرضية غير دائرية. وتستخدم هذه العمليات عادةً مسارات أدوات مُدارة بالكونتور لاستيعاب تغيرات المقاطع العرضية مع ضمان اتساق سمك الجدار.
في التشكيل العملي، يجب تعديل معدل تغذية الأسطوانة ديناميكيًا وفقًا لتغيرات المركز الهندسي للقطعة. في المقاطع العرضية غير الدائرية، عندما تتحرك الأسطوانة من منتصف أحد الجوانب نحو الرؤوس المجاورة، يجب أن تزداد سرعة التغذية مع ازدياد المسافة. لتحقيق سمك جدار موحد، يجب الحفاظ على مسافة بين المغزل والأسطوانة مساوية لسمك القطعة الخام الأولية.
6.04. التطورات وتطبيقات عمليات الغزل المعدني المتقدمة
في السنوات الأخيرة، طُوِّرت العديد من تقنيات الغزل المتقدمة لتلبية متطلبات تصنيع القطع الهندسية المعقدة. تُظهر هذه الابتكارات مزايا كبيرة في تعزيز كفاءة الإنتاج، وخفض التكاليف، وتحسين أداء القطع. يُقدِّم هذا القسم بإيجاز العمليات الرئيسية وتطبيقاتها الصناعية، مع تحليل القضايا الحرجة المتعلقة بتصميم الأدوات، ومراقبة العمليات، وعيوب القطع.
6.1الغزل غير المحوري المتماثل
استُخدمت تقنية الغزل غير المحوري بنجاح لتصنيع مكونات أنبوبية متعددة المحاور الدورانية، مثل هياكل الأعمدة المائلة والمُزاحة. تُمكّن هذه العملية من التشكيل المتكامل للأجزاء المجوفة ذات خطوط مركزية متعددة غير متوازية، مما يُغني عن اللحام والتجميع التقليديين.
على سبيل المثال، تتكون أنابيب عوادم السيارات عادةً من أنبوب وسطي مستقيم وأنبوبين طرفيين موجهين في اتجاهين مختلفين. يتضمن التصنيع التقليدي ختم ولحام ثلاثة أجزاء منفصلة، وهو أمر يتطلب جهدًا مكثفًا وعرضةً للتشوه الحراري وتشققات التعب عند اللحامات.
تستخدم عملية الغزل المبتكرة أنابيب سبائك الألومنيوم 6061 (قطرها 100 مم، وسمك جدارها 1.8 مم) لإنتاج الهيكل بأكمله في خطوة تشكيل واحدة. وبالمقارنة مع الطرق التقليدية، تحسن استخدام المواد من حوالي 70% إلى 90%، بينما انخفض عدد خطوات العملية من 10 إلى 2، مما أدى إلى انخفاض كبير في التكاليف ومخاطر العيوب. علاوة على ذلك، تتميز معدات الغزل CNC المصاحبة بتحكم متزامن متعدد المحاور، مصمم خصيصًا لتشكيل عالي الدقة للأشكال الهندسية المعقدة غير المتماثلة المحور.
6.2الغزل ذو المقطع العرضي غير الدائري
لمعالجة تشكيل الأجزاء المجوفة غير الدائرية، طُوّرت تقنيات غزل متنوعة. على سبيل المثال، بتعديل الإزاحة الشعاعية للبكرات، يمكن إنتاج مكونات ذات مقطع عرضي بيضاوي مباشرةً على مخرطة غزل، وهي مناسبة للمواد المطيلة مثل صفائح الألومنيوم. عادةً ما يكون طول المحور الرئيسي للأجزاء 110 مم، والمحور الثانوي 90 مم، وسمك الجدار حوالي 1 مم.
هناك نهج آخر يستخدم هيكل مغزل مُحاذي لاتجاه الدوران، مما يُتيح هندسة مقطعية عرضية متعددة الاستخدامات. تتحكم هذه الطريقة في مسارات أدوات الأسطوانة لتتوافق بدقة مع شكل المغزل، مما يُنتج أجزاءً غير متماثلة المقطع العرضي (مثل القطع البيضاوي أو الرباعي) مع ملاءمة ممتازة وارتداد زنبركي ضئيل.
علاوة على ذلك، أتاحت إضافة آلية أسطوانة مزدوجة مع تحكم زنبركي معاكس إلى معدات الغزل التقليدية تصنيع قطع مقطع عرضي ثلاثية القوائم بنجاح. يُحسّن هذا الابتكار توزيع سماكة الجدار بشكل كبير، مما يُقلل من أقصى تباين في السماكة بما يصل إلى 24%.
ولتعزيز دقة التشكيل بشكل أكبر، قام الباحثون بتطوير أنظمة غزل متزامنة إلكترونيًا تتحكم في العلاقة الطورية بين دوران المغزل وتغذية الأسطوانة، مما يحقق تشكيلًا متسقًا للغاية للمقاطع العرضية المعقدة - وهو أمر مفيد بشكل خاص للأشكال الإهليلجية وغير المنتظمة في الإنتاج الضخم.
6.3غزل الأسنان والتروس
تُستخدم تقنية غزل أسنان التروس في تصنيع قطع معقدة مثل بكرات السيور على شكل حرف V، والمخمدات الديناميكية، وعجلات السيارات. غالبًا ما يعتمد الإنتاج التقليدي على التشكيل بالطرق أو الصب، متبوعًا بالتشغيل الآلي، مما يؤدي إلى هدر كبير للمواد، وانخفاض الكفاءة، وضعف دقة الأبعاد.
باستخدام تقنية الغزل شبه الشبكي، يُمكن غزل صفائح فولاذية بسمك 2.5 مم مباشرةً في بكرات مسننة... بدون قوالب أو باستخدام عمود لف فقط. تحافظ هذه العملية على تفاوتات دقيقة. تُشكّل مقاطع الأسنان من خلال تدفق المواد الموضعي بدلاً من زيادة سماكتها الفعلية. يُعادل ارتفاع الأسنان الفعلي 0.3 مم من الإزاحة الشعاعية على سماكة القاعدة.
وبالمقارنة بالطرق التقليدية، فإن هذا لا يؤدي فقط إلى تحسين قوة المواد وعمر الخدمة، بل ويزيد أيضًا من معدلات العائد بشكل كبير.
في العمليات العملية، قد تحدث عيوب مثل تمدد قطر القاعدة، أو تشوه طرف الفتحة، أو المقاطع العرضية غير المتماثلة على شكل جرس. ترتبط هذه المشكلات ارتباطًا وثيقًا بسلوك تدفق المواد، وتصميم مسار الأسطوانة، ومعايير العملية، مما يتطلب تحسينًا في التحكم بالمعدات وتخطيط العمليات.
7.0خاتمة
تقترح هذه الورقة البحثية طريقة تصنيف جديدة لعمليات غزل المعادن، تشمل مجموعة واسعة من الأشكال الهندسية للأجزاء. وتدمج هذه الطريقة أبعاد التصنيف لتقنيات الغزل التقليدية مع مختلف تقنيات الغزل المتقدمة التي طُوّرت في السنوات الأخيرة. تُصنّف عمليات الغزل التقليدية عادةً بناءً على خصائص تشوه المادة، والموضع النسبي للأسطوانات والفراغات، واستخدام المغزل، ودرجات حرارة التشكيل. ويوسع إطار التصنيف الجديد المعروض هنا هذه المفاهيم بشكل منهجي من خلال التركيز على التكوين النسبي لمحاور الدوران، وهندسة المقطع العرضي للأجزاء، وأنماط تغير سمك الجدار.
أُجريت مراجعة شاملة لحالة تطوير عمليات الغزل المتقدمة، بما في ذلك الغزل غير المحوري المتماثل، والغزل غير الدائري المقطع، والغزل باستخدام أسنان التروس. يغطي هذا العرض تصميم الأدوات، وتطوير المعدات، والتطبيقات الصناعية العملية. وقد وسّع هذا التطور التكنولوجي نطاق تطبيق الغزل بشكل كبير، مما أتاح تصنيع أشكال وأجزاء أكثر تعقيدًا تتطلب أداءً أعلى. والجدير بالذكر أن هذه العمليات تُظهر إمكانات كبيرة في صناعات مثل صناعة السيارات، حيث تُعد دقة الأبعاد والموثوقية الهيكلية أمرًا بالغ الأهمية.
حاليًا، تشمل المواد الشائعة المعالجة بهذه الطرق المتطورة للغزل الألومنيوم النقي، وسبائك الألومنيوم، والفولاذ منخفض الكربون، وهي معادن ذات قابلية تشكيل جيدة. وتلبي الأجزاء المنتجة بهذه الطرق عمومًا متطلبات السلامة الهيكلية والأداء للتطبيقات المقصودة. ومع ذلك، لا تزال هناك تحديات تقنية، لا سيما في التحكم الدقيق في سمك جدار المكونات ذات المقطع العرضي غير الدائري في سيناريوهات عالية الدقة.
ينبغي أن تركز الأبحاث المستقبلية على المجالات التالية:
- آليات التطور البنيوي الدقيق: تعميق فهم التغيرات البنيوية الدقيقة أثناء الغزل لتعزيز خصائص المواد؛
- تحسين أداء العملية المتكاملة: تطوير نماذج متكاملة لتحقيق التوازن بين دقة الأبعاد وقوة المواد وكفاءة التشكيل؛
- قدرة المواد على التكيف عالية الأداء: توسيع نطاق تطبيق الغزل على السبائك عالية القوة والتي يصعب تشكيلها؛
- تطوير نظام التحكم الذكي: دمج أجهزة الاستشعار المتقدمة وتقنيات التحكم في الحلقة المغلقة لتحسين الأتمتة والذكاء في عملية الغزل.
باختصار، فإن تقدم تقنيات الغزل الجديدة يدفع تشكيل المعادن إلى ما هو أبعد من الأجسام الدورانية البسيطة التقليدية نحو تعقيد أعلى وأداء محسن، مما يوفر دعماً قوياً لمستقبل التصنيع الفعال والدقيق.




