

- 1.0ما هي أشكال التآكل الطبيعية لأدوات قطع المعادن؟
- 2.0ما هي عملية تآكل أدوات قطع المعادن؟
- 3.0ما هو معيار تآكل (تبلد) أدوات قطع المعادن؟
- 4.0ما هو العمر الافتراضي لأدوات قطع المعادن؟
- 5.0ما هي العوامل التي تؤثر على عمر أدوات قطع المعادن؟
- 6.0كيفية تحديد العمر الافتراضي لأدوات قطع المعادن بشكل معقول؟
- 7.0الأسئلة الشائعة
مقدمة
يُعدّ قطع المعادن أساس التصنيع الحديث، وأدوات قطع المعادن هي العناصر الأساسية لهذا الأساس. فمن مكونات السيارات إلى هياكل الطائرات، ومن القوالب الدقيقة إلى الأجزاء الميكانيكية العامة، يعتمد إنتاج جميع المنتجات المعدنية تقريبًا على أدوات قطع فعّالة وموثوقة.
مع ذلك، خلال عمليات القطع المستمرة، يُعدّ تآكل الأدوات أمراً لا مفر منه. فهو يُحدد بشكل مباشر عمر الأداة، وبالتالي يؤثر على كفاءة الإنتاج، وتكلفة التشغيل، واستقرار جودة المنتج.
1.0ما هي أشكال التآكل الطبيعية لأدوات قطع المعادن؟
تصنيف أعطال الأدوات:
يمكن تقسيم أعطال الأدوات إلى فئتين رئيسيتين: التآكل الطبيعي وكسر الأداة. يشمل التآكل الطبيعي بشكل أساسي الأشكال التالية.
1.1واقي الوجه ذو المشط:
عند القطع بسرعات قطع عالية وسماكات قطع كبيرة، وخاصة أثناء تشغيل المعادن المطيلية ذات نقطة الانصهار العالية مثل الفولاذ، يؤدي الاحتكاك الشديد على وجه القطع إلى تكوين حفرة على شكل هلال.
يتوافق مركز الحفرة مع أعلى درجة حرارة للقطع على سطح المجرفة. وتبقى مساحة صغيرة بين الحفرة وحافة القطع الرئيسية. ومع استمرار القطع، تتسع الحفرة تدريجيًا في العرض والعمق، وتضيق المساحة، وفي النهاية يحدث تكسر الحافة.
المسافة من مركز الحفرة إلى حافة القطع الرئيسية (\(K_M\)) عادة ما تكون حوالي 1-3 مم، ويتم التعبير عن مقدار التآكل من خلال أقصى عمق للحفرة \(K_T\).
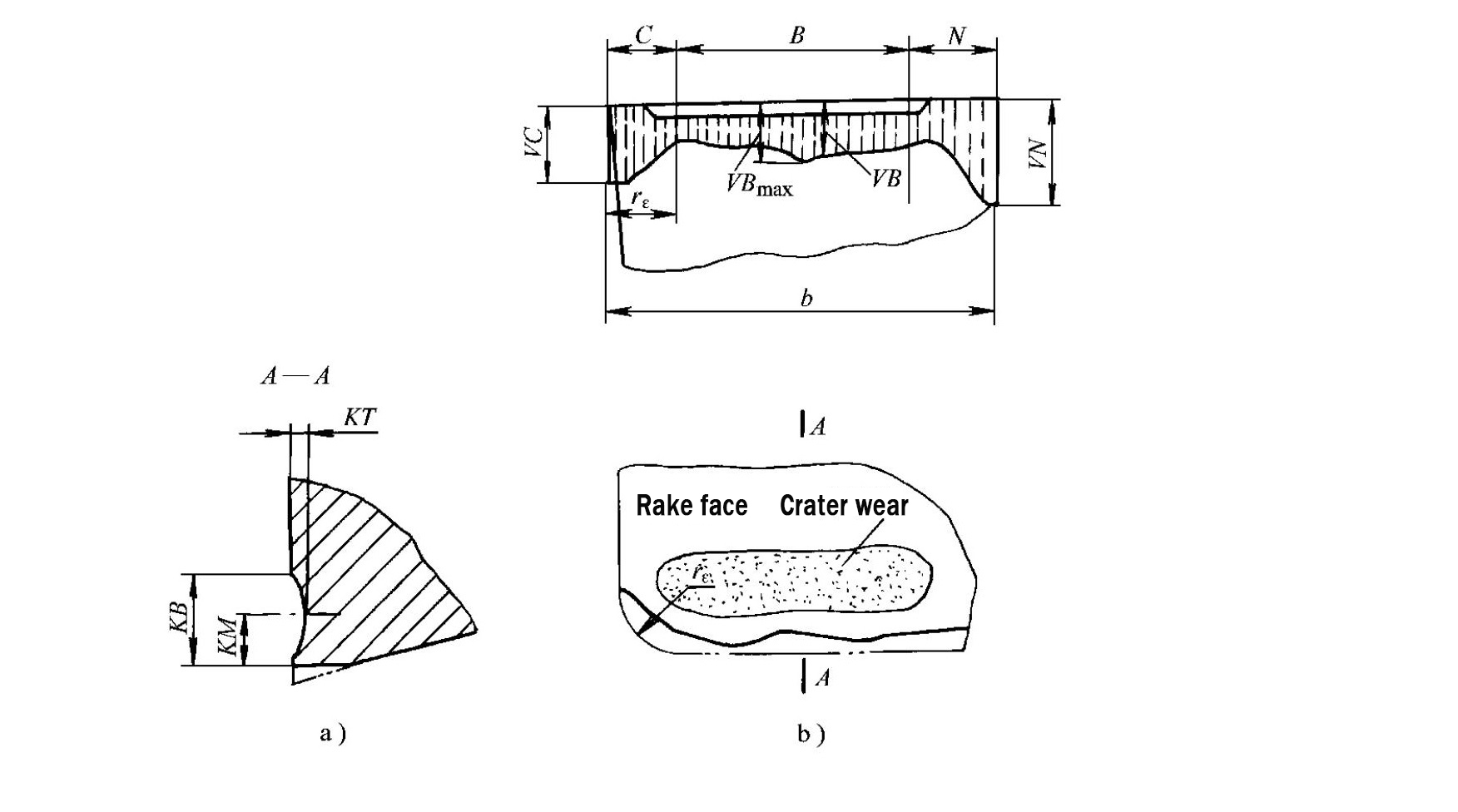
1.2واقي الوجه الجانبي:
يحدث احتكاك قوي بين وجه جانب أداة قطع المعادن والسطح المشغول، مما يؤدي بسرعة إلى تشكيل منطقة تآكل ضيقة بزاوية خلوص صفرية بالقرب من حافة القطع الرئيسية.
يحدث هذا النوع من التآكل عند سرعات القطع المنخفضة وسماكات القطع الصغيرة، بغض النظر عما إذا كانت المعادن التي يتم تشكيلها هشة أو مطيلة.
الخصائص النموذجية لحزام التآكل الجانبي:
- منطقة طرف الأداة (المنطقة ج): يتعرض لأشد أنواع التآكل بسبب ضعف القوة وضعف تبديد الحرارة؛ القيمة القصوى معبر عنها بـ \(V_C\).
- الوجه الجانبي بالقرب من سطح قطعة العمل (المنطقة N): عرضة للأخاديد العميقة (تآكل الحدود)؛ يتم تمثيل العمق بواسطة \(V_N\).
- الجزء الأوسط من شريط التآكل (المنطقة ب): يُظهر تآكلًا منتظمًا نسبيًا؛ ويُشار إلى أقصى عرض للتآكل بـ \(V_{B\text{max}}\).
1.3تآكل متزامن للسطح الأمامي والجانبي:
عند تشكيل المعادن المطيلية ذات نقطة الانصهار العالية في ظل سرعات قطع ومعدلات تغذية معتدلة، غالباً ما يحدث تآكل الحفرة على وجه القطع وتآكل وجه الجانب في وقت واحد.
2.0ما هي عملية تآكل أدوات قطع المعادن؟
قسم المرحلة في الملابس:
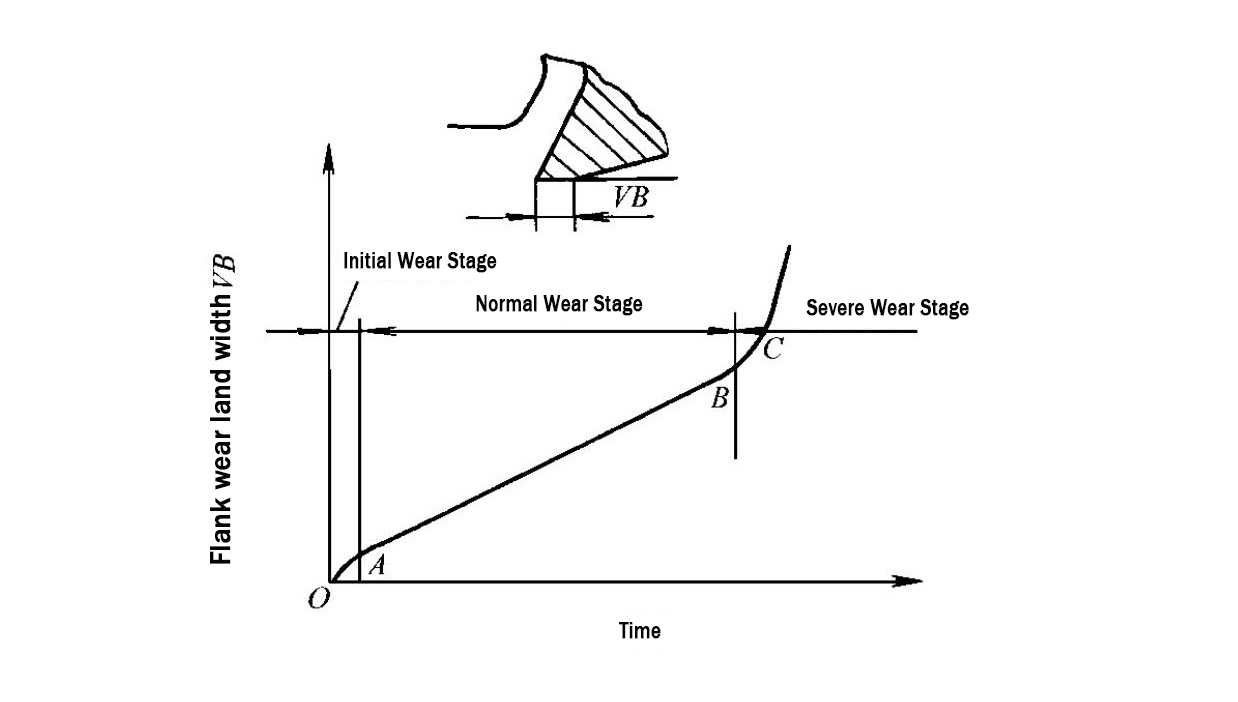
في ظل ظروف القطع المحددة، وبغض النظر عن شكل التآكل، يزداد تآكل الأداة مع وقت القطع ويتطور بشكل عام من خلال ثلاث مراحل.
2.1مرحلة التآكل الأولية:
تتميز أدوات القطع المعدنية المصقولة حديثًا بأسطح خشنة وعيوب مجهرية مثل الشقوق الدقيقة على سطحها الجانبي. حافة القطع حادة، ومساحة التلامس بين السطح الجانبي والسطح المشغول صغيرة.
ونتيجة لذلك، يتركز الإجهاد الانضغاطي ودرجة حرارة القطع بشكل كبير عند حافة القطع، مما يؤدي إلى معدل تآكل مرتفع نسبيًا.
2.2مرحلة التآكل الطبيعي:
بعد فترة التآكل الأولية، يصبح سطح الجانب الخشن أكثر نعومة، وتزداد مساحة تحمل الحمل، ويقل إجهاد الضغط، وينخفض معدل التآكل بشكل ملحوظ ويستقر. عندها تدخل أداة قطع المعادن مرحلة التآكل الطبيعي.
2.3مرحلة التآكل الشديد:
عندما يصل عرض تآكل الجانب (V_B) إلى حد حرج، يزداد الاحتكاك بشكل حاد، وترتفع قوى القطع ودرجة حرارة القطع بسرعة، ويتسارع معدل التآكل بشكل كبير. يتعطل جهاز قطع المعادن بسرعة ويفقد قدرته على القطع.
3.0ما هو معيار تآكل (تبلد) أدوات قطع المعادن؟
أساس الحكم في حالة التباطؤ:
عندما تتآكل أداة قطع المعادن إلى حد معين، تحدث الظواهر التالية:
- تزداد قوة القطع ودرجة حرارة القطع بشكل ملحوظ
- يصبح السطح المُشَكَّل خشنًا، وتخرج دقة الأبعاد عن نطاق التسامح المسموح به.
- يصبح لون وشكل الرقاقة غير طبيعيين، مع احتمال حدوث اهتزاز أو ضوضاء.
تشير هذه الظواهر إلى أن الأداة أصبحت غير حادة.
تعريف معيار التلاشي:
يجب تحديد قيمة التآكل القصوى المسموح بها وفقًا لمتطلبات التشغيل الآلي - تُعرف هذه القيمة بمعيار تآكل الأداة (التبلد).
سبب اختيار المعيار:
بما أن تآكل الوجه الجانبي هو الأكثر شيوعًا والأسهل في القياس، فإن متوسط قيمة التآكل في الجزء الأوسط من الوجه الجانبي، \(V_B\)، يستخدم عادة كمعيار للتآكل لأدوات قطع المعادن.
3.1القيم الموصى بها (V_B) في ظل ظروف تشغيل مختلفة
| ظروف التشغيل الآلي | القيمة الموصى بها لـ VB (مم) |
|---|---|
| أكمل عملية الدوران | 0.1–0.3 |
| الخراطة الخشنة للفولاذ السبائكي، أو الخراطة الخشنة لقطع العمل ذات الصلابة المنخفضة | 0.4–0.5 |
| الخراطة الخشنة للفولاذ الكربوني | 0.6–0.8 |
| الخراطة الخشنة لأجزاء الحديد الزهر | 0.8–1.2 |
| الخراطة الخشنة منخفضة السرعة لقطع العمل الكبيرة من الفولاذ والحديد الزهر | 1.0–1.5 |

4.0ما هو العمر الافتراضي لأدوات قطع المعادن؟
تعريف عمر الأداة:
يشير عمر الأداة إلى إجمالي وقت القطع الفعال بدءًا من بدء القطع بعد شحذ الأداة وحتى وصول التآكل إلى معيار التبلد المحدد. ولا يشمل ذلك أوقات عدم القطع مثل ضبط الأداة والقياس والتحريك السريع والعودة.
يُرمز إلى عمر الأداة بالرمز \(T\) ويتم قياسه بالدقائق.
تصنيف عمر الأدوات:
- أدوات قطع المعادن القابلة لإعادة الشحذ: يشير عمر الأداة إلى وقت القطع الفعلي بين عمليتي إعادة طحن متتاليتين؛ أما عمر الأداة الكلي فهو وقت القطع من الاستخدام الأول حتى التخلص الكامل منها.
- أدوات قطع المعادن غير القابلة لإعادة الشحذ: العمر الإجمالي للأداة يساوي عمر الأداة.
5.0ما هي العوامل التي تؤثر على عمر أدوات قطع المعادن؟
5.1معايير القطع:
تُعدّ معايير القطع من أهم العوامل المؤثرة. العلاقة العامة بين عمر الأداة (T) ومعايير القطع هي:
$$
T = \frac{C_T}{v_c^x \cdot f^y \cdot a_p^z}
$$
أين:
- (C_T): ثابت عمر الأداة المرتبط بمادة الأداة ومادة قطعة العمل وظروف القطع
- \(x, y, z\): الأسس التجريبية، وعادةً ما تكون \(x > y > z\)
مثال:
عند تشكيل الفولاذ الكربوني باستخدام أداة تشكيل من الكربيد، مع معامل صلابة \(\sigma_b = 0.637\ \text{GPa}\):
$$
T = \frac{C_T}{v_c^5 \cdot f^{2.25} \cdot a_p^{0.75}}
$$
قاعدة:
مع ازدياد قيم السرعة (v_c) ومعدل التغذية (f) وعمق القطع (a_p)، يقل عمر الأداة (T). وتُعد سرعة القطع (v_c) العامل الأكثر تأثيراً، تليها معدل التغذية (f)، بينما يكون عمق القطع (a_p) الأقل تأثيراً.
لتحسين الإنتاجية مع ضمان عمر الأداة، اختر قيمة أكبر لـ \(a_p\) أولاً، ثم قيمة أكبر لـ \(f\)، وأخيراً قيمة معقولة لـ \(v_c\).
5.2معلمات هندسة الأداة:
- زاوية الميل (\(\gamma_o\)): زيادة زاوية القطع تقلل من قوة القطع ودرجة الحرارة، مما يحسن من عمر الأداة. أما زاوية القطع المفرطة فتضعف قوة الأداة وتبديد الحرارة، مما يزيد من خطر الكسر.
- زاوية حافة القطع الرئيسية (\(\kappa_r\)): يؤدي تقليل قيمة κr إلى تحسين قوة رأس الأداة وتبديد الحرارة. أما القيمة الصغيرة جدًا لـ κr فتزيد من القوة الشعاعية وقد تسبب اهتزازًا في الأنظمة منخفضة الصلابة.
- عوامل إضافية: إن تقليل زاوية حافة القطع الثانوية \(\kappa_r\) وزيادة نصف قطر أنف الأداة \(r_\varepsilon\) لهما تأثيرات إيجابية مماثلة على عمر الأداة.
5.3مادة الأداة:
تساهم قوة التحمل العالية عند درجات الحرارة المرتفعة ومقاومة التآكل في إطالة عمر الأداة. وفي ظروف الصدمات، أو العمل الشاق، أو صعوبة التشغيل، تصبح صلابة الصدمات وقوة الانحناء عاملين أساسيين.
5.4مادة قطعة العمل:
- تؤدي القوة والصلابة العالية إلى زيادة درجة حرارة القطع وتقليل عمر الأداة
- تؤدي زيادة المرونة والمتانة، بالإضافة إلى انخفاض الموصلية الحرارية، إلى رفع درجة حرارة القطع وتقصير عمر الأداة.
6.0كيفية تحديد العمر الافتراضي لأدوات قطع المعادن بشكل معقول؟
المبدأ الأساسي:
يُحسّن اختيار عمر مناسب للأداة الإنتاجية ويُقلّل التكاليف. يتطلب عمر الأداة الطويل جدًا معايير قطع صغيرة ويُقلّل من معدل إزالة المعدن. أما عمر الأداة القصير جدًا فيزيد من وقت تغيير الأداة وإعادة شحذها، مما يرفع التكلفة الإجمالية.
6.1القيم الموصى بها لعمر الأدوات الشائعة
| نوع الأداة | العمر الافتراضي الموصى به للأداة (بالدقائق) |
|---|---|
| أدوات الخراطة الفولاذية عالية السرعة | 60–90 |
| مثاقب فولاذية عالية السرعة | 80–120 |
| أدوات الخراطة المصنوعة من الكربيد الملحوم | 60 |
| أدوات الخراطة الكربيدية القابلة للفهرسة | 15-30 |
| قواطع طحن وجهية من الكربيد | 120–180 |
| أدوات قطع التروس | 200–300 |
| أدوات خراطة الفولاذ عالي السرعة للآلات الأوتوماتيكية | 180–200 |
6.2اعتبارات إضافية:
- تعقيد ودقة الأدوات: تتطلب الأدوات المعقدة وعالية الدقة ومتعددة الحواف عمرًا أطول من الأدوات البسيطة ومنخفضة الدقة وذات الحافة الواحدة.
- أدوات قابلة للفهرسة: يسمح استبدال القطع بسرعة بتقصير عمر الأداة للحفاظ على حواف القطع الحادة.
- التشطيب مقابل التخشين: تتطلب أدوات التشطيب عمرًا أطول نظرًا لأحمال القطع الأخف ومتطلبات الدقة الأعلى.
- تشطيب قطع العمل الكبيرة: يساهم إطالة عمر الأدوات في تجنب تغيير الأدوات أثناء عملية التصنيع.
- التصنيع باستخدام الحاسوب (CNC): ينبغي أن يتجاوز عمر الأداة نوبة عمل واحدة وأن يكون أطول من وقت القطع لجزء واحد.
7.0الأسئلة الشائعة
س: لماذا يعتبر تآكل سطح الجانب المعيار الأكثر شيوعًا لتآكل الأدوات؟
أ: يُعدّ تآكل السطح الجانبي أكثر أنواع التآكل شيوعًا في عمليات قطع المعادن، وينطبق على المعادن الهشة والمطيلة على حد سواء عند سرعات قطع منخفضة إلى متوسطة. يتميز نطاق التآكل بشكل منتظم، مع تآكل متجانس في الجزء الأوسط (المنطقة ب)، ويسهل قياس قيمة التآكل المتوسطة (V_B) والتحكم بها. لذلك، يُعتمد (V_B) على نطاق واسع كمعيار قياسي لفقدان حدة القطع.
س: ما هو عامل القطع الذي له التأثير الأكبر على عمر الأداة؟
أ: تُعد سرعة القطع (v_c) العامل الأكثر تأثيرًا، تليها معدل التغذية (f)، بينما يُعد عمق القطع (a_p) الأقل تأثيرًا. ويؤكد ذلك معادلة عمر الأداة، حيث تشير الأسس الأكبر إلى تأثير أكبر.
س: كيف يختلف اختيار عمر الأداة بين عمليات التشطيب وعمليات التخشين؟
أ: تتضمن عمليات التشطيب أحمال قطع أخف وتتطلب عمرًا أطول للأداة لضمان جودة السطح ودقة الأبعاد. أما عمليات التخشين فتركز على إزالة المواد بسرعة ويمكن أن تستخدم عمرًا أقصر للأداة مع معايير قطع أكبر.
س: لماذا يمكن أن يكون عمر الأدوات القابلة للفهرسة أقصر من عمر الأدوات الملحومة؟
أ: تتيح الأدوات القابلة للفهرسة استبدال القطع بسرعة دون الحاجة إلى إعادة شحذها، مما يحافظ على حدة حواف القطع. كما أن قصر عمر الأداة يُمكّن من رفع كفاءة القطع مع الحفاظ على تكلفة الأدوات.
س: هل هناك متطلبات خاصة لعمر الأدوات في عمليات التصنيع باستخدام الحاسوب (CNC)؟
أ: نعم. عادةً ما تكون عمليات التصنيع باستخدام الحاسوب (CNC) مؤتمتة ومستمرة. يجب أن يتجاوز عمر الأداة وردية عمل واحدة وأن يكون أطول من وقت القطع المطلوب لقطعة واحدة لضمان إنتاج مستقر وغير منقطع.