

التسخين بالحث هي ظاهرة فيزيائية في مجال الكهرومغناطيسية. وبفضل كفاءتها العالية ودقتها وخصائصها الصديقة للبيئة، تلعب دورًا حاسمًا في التصنيع الصناعي وفي نطاق واسع من التطبيقات. وعلى وجه الخصوص، توفر حلًا موثوقًا وقابلًا للتحكم في التسخين للمعدات المتخصصة مثل آلات إغلاق نهايات الأنابيب.
1.0المبدأ الأساسي للتسخين بالحث
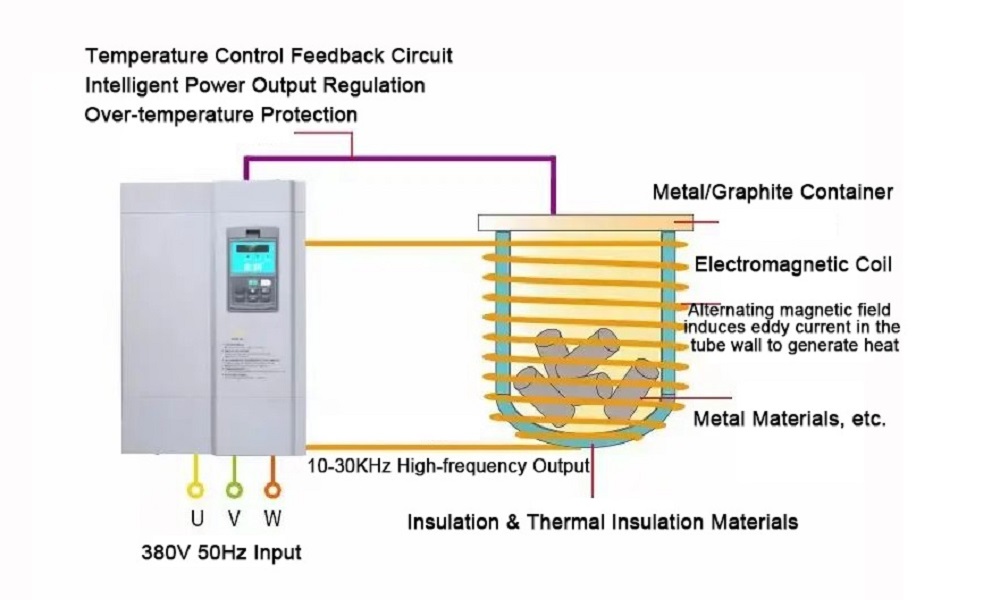
يكمن جوهر التسخين بالحث في نقل الطاقة وتحويلها عبر الحث الكهرومغناطيسي. فعندما يمر تيار كهربائي عبر ملف ابتدائي يعمل كمغناطيس كهربائي، فإنه يولد مجالاً مغناطيسياً متناوباً.
إذا وُضعت قطعة عمل موصلة (عادةً ما تكون معدنية، ولكن أيضًا مواد موصلة مثل الكربون أو الجرافيت) داخل هذا المجال، فإنها تُشكّل فعليًا حلقة ثانوية قصيرة الدائرة، حيث تتولد تيارات دوامية. وعندما تتدفق هذه التيارات الدوامية عبر المادة، فإنها تواجه مقاومة كهربائية وتولد حرارة من خلال تأثير جول.
إذا كانت قطعة العمل مصنوعة من مادة مغناطيسية، فإن آلية تسخين ثانية تحدث في شكل خسائر التخلف المغناطيسي، حيث يؤدي إعادة توجيه المجالات المغناطيسية بشكل متكرر تحت تأثير مجال مغناطيسي متغير إلى إنتاج حرارة إضافية.
تعتمد الحرارة الكلية المتولدة على عدة عوامل رئيسية:
- الطاقة الكهربائية المستخدمة لإنشاء المجال المغناطيسي المتناوب
- حجم وشكل قطعة العمل
- الخصائص المادية لقطعة العمل
- درجة الاقتران بين قطعة العمل والملف الأساسي
2.0تكوينات التسخين الحثي النموذجية
تُنفذ أنظمة التسخين بالحث بشكل عام في تكوينين هيكليين رئيسيين، كل منهما مناسب لمتطلبات تطبيق مختلفة:
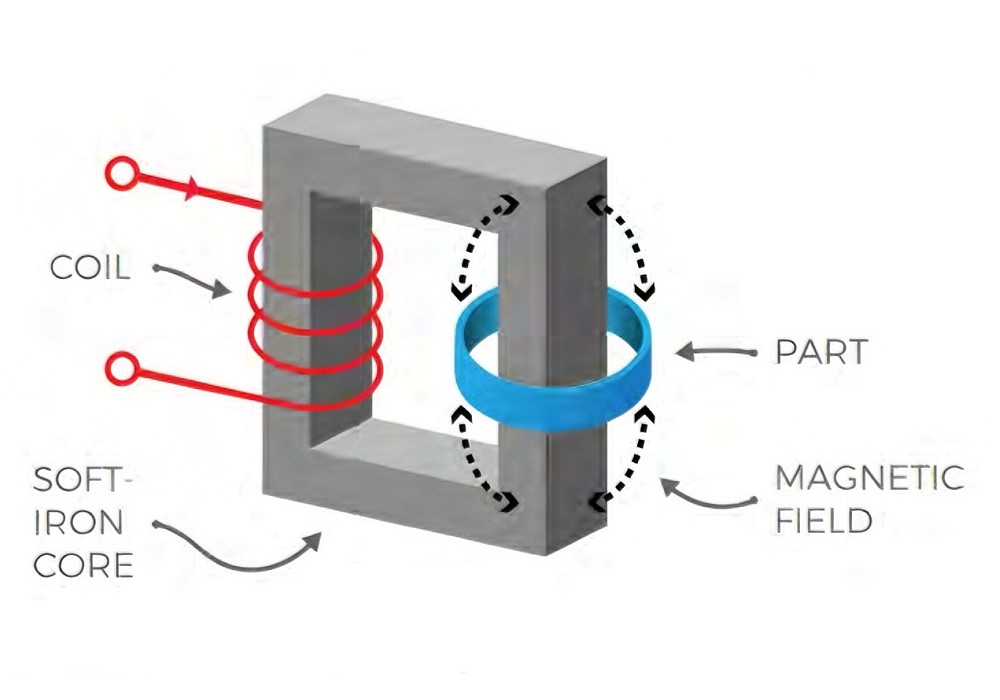
2.1تكوين النواة المغناطيسية الناعمة
- ينقل قلب مغناطيسي ناعم مشترك المجال المغناطيسي المتناوب من الملف الابتدائي (عدد كبير من اللفات) إلى قطعة العمل
- تعمل قطعة العمل كملف ثانوي ذي لفة واحدة ودائرة قصيرة
- يتبع نسبة عدد اللفات ومبادئ حفظ الطاقة الكهرومغناطيسية، مما ينتج جهدًا منخفضًا وتيارًا عاليًا جدًا
- مثالي لمهام التسخين المركزة (مثل التسخين المسبق لنهاية الأنبوب في آلات إغلاق نهاية الأنبوب)
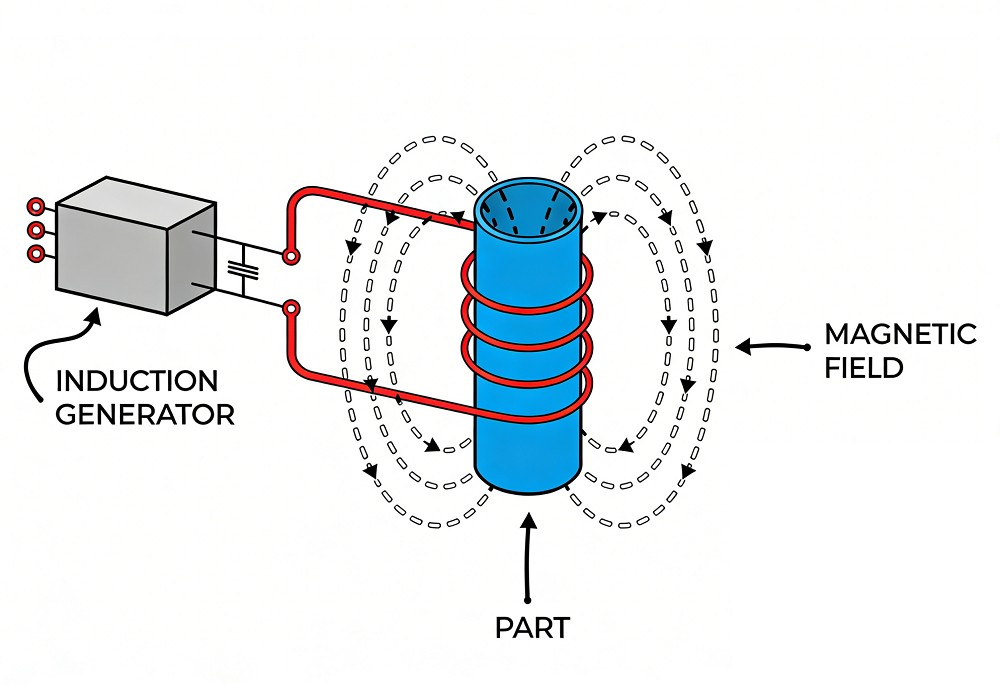
2.2تكوين التوصيل المباشر
- الملف الابتدائي موضوع مباشرة حول قطعة العمل
- يتم وضع قطعة العمل مباشرة داخل المجال المغناطيسي المتناوب (بدون قلب مغناطيسي ناعم)
- يوفر كفاءة تدفئة أعلى
- مناسب لعمليات الإنتاج المستمرة وعالية الإنتاجية
3.0سيناريوهات التطبيق النموذجية للتسخين بالحث
إن نطاق تطبيق التسخين بالحث واسع ويتم تصنيفه عادةً وفقًا لمستوى الطاقة المستحثة داخل قطعة العمل:
3.1تطبيقات الطاقة العالية
- الصهر بالحث
- اللحام، واللحام الناعم، واللحام بالنحاس (التسخين السريع إلى درجات حرارة الانصهار/الربط)
3.2تطبيقات الطاقة المنخفضة
- المعالجة الحرارية: التصليد السطحي/الموضعي للمحامل، والتروس، والبطانات، والبكرات، والوصلات (يحسن الصلابة ومقاومة التآكل)
- التجميع الحراري (التثبيت بالانكماش): تسخين المكونات للتمدد أثناء التجميع، وتبريدها لضمان إحكام التثبيت.
- تطبيقات متخصصة:
- ربط المعدن بالزجاج أو البلاستيك
- التسخين غير المباشر (الطهي، قولبة حقن البلاستيك، إغلاق التغليف)
- تسخين وختم طرف الأنبوب آلات إغلاق نهايات الأنابيب
4.0سيناريوهات التطبيق مصنفة حسب التكرار
يمكن تصميم التسخين بالحث وفقًا لمتطلبات محددة بناءً على تردد تيار التشغيل:
4.1التسخين بالحث منخفض التردد (50 أو 60 هرتز)
- يستخدم تردد التيار الكهربائي القياسي
- حل فعال من حيث التكلفة مع قدرة عالية على اختراق الحرارة
- يُمكّن من التسخين التدريجي والمتجانس لقطع العمل الكبيرة.
4.2التسخين بالحث متوسط التردد (5-500 كيلو هرتز)
- مناسب للمعالجة الحرارية عالية الطاقة، أو الموضعية، أو تحت السطحية
- يقل عمق اختراق الحرارة مع زيادة التردد
- يسمح بتسخين دقيق لمناطق محددة من قطعة العمل
| نطاق التردد | عمق الاختراق | خصائص التسخين | التطبيقات النموذجية |
| تردد منخفض (50-60 هرتز) | عميق | التسخين التدريجي والموحد للكتلة | قطع العمل الكبيرة، التسخين الشامل |
| التردد المتوسط (5-500 كيلو هرتز) | متوسط إلى ضحل | تدفئة موضعية ومتحكم بها | معالجة السطح أو ما تحت السطح، تسخين طرف الأنبوب |






5.0المزايا الرئيسية للتسخين بالحث
بالمقارنة مع طرق التسخين التقليدية (التسخين باللهب، التسخين بالفرن، التسخين بحمام الزيت)، يوفر التسخين بالحث مزايا تقنية مميزة:
- تسخين سريعالتسخين الفوري عند تشغيل الطاقة (بدون وقت تسخين مسبق)، مما يقلل فترات انتظار الإنتاج ويحسن الإنتاجية.
- كفاءة عالية في استهلاك الطاقة: توليد الحرارة مباشرة داخل قطعة العمل (مما يلغي فقدان الحرارة الخارجي)؛ لا توجد دورات تسخين/تبريد غير ضرورية للنظام؛ فصل فوري للطاقة عند عدم وجود قطعة عمل
- نظافة عاليةلا يوجد اتصال مباشر بين مصدر الحرارة (الملف الرئيسي) وقطعة العمل، مما يمنع التآكل أو التلوث بالمخلفات أو تدهور المواد الناتج عن اللهب المكشوف.
- تعزيز السلامةتصميم آمن بطبيعته؛ لا يتطلب إجراءات أمان خاصة لمصادر الحرارة الخارجية؛ لا يستهلك الأكسجين المحيط؛ لا يصدر أبخرة أو انبعاثات ضارة
- سهولة التحكميعمل هذا الجهاز بالكامل بالكهرباء مع إمكانية تحكم ممتازة؛ ويدعم التحكم عن بُعد، ودمج أجهزة الاستشعار، ومراقبة عملية التسخين في الوقت الفعلي عبر تسجيل البيانات.
- جودة منتج ثابتةتضمن آلية التحكم سهلة الاستخدام تسخينًا موحدًا لجميع قطع العمل؛ وتنتج ملفات تعريف التسخين المحددة مسبقًا منتجات عالية الجودة بأقل قدر من الإجهادات الداخلية المتبقية.
- سهولة دمج الإنتاج: تصميم صغير الحجم؛ سهولة تحميل/تفريغ قطع العمل؛ لا يتطلب إجراءات خاصة لسلامة المشغل أو استخراج الأبخرة (يقلل من جهود تعديل الخط وتكاليف التشغيل)
6.0المعايير الرئيسية لعملية التسخين بالحث
تعتمد فعالية التسخين بالحث على معايير العملية الحرجة، والتي يجب تحديدها بدقة بناءً على خصائص قطعة العمل:
- تكرارالعامل الأساسي الذي يحدد عمق اختراق الحرارة (تردد أعلى = اختراق أقل)؛ تردد منخفض لقطع العمل الكبيرة، وتردد عالٍ للمكونات الصغيرة/تسخين الأسطح
- قوة: يحدد شدة تسخين قطعة العمل؛ ويتم تعديله بناءً على حجم المادة ودرجة الحرارة المستهدفة
- نقطة ضبط درجة الحرارةدرجة الحرارة النهائية المطلوبة (قيمة ثابتة واحدة أو منحنى درجة الحرارة والوقت) للتحكم في التسخين وتقليل الإجهاد
- هندسة الملف/المحثمصمم ليتناسب مع شكل قطعة العمل لتحقيق اقتران مثالي؛ يؤثر بشكل مباشر على كفاءة التسخين وتجانس درجة الحرارة.
- خصائص المواديجب أن تكون قطعة العمل موصلة للكهرباء (تؤثر المقاومة على عمق الاختراق وتوليد الحرارة بالتيارات الدوامية)؛ توفر المواد المغناطيسية تسخينًا إضافيًا ناتجًا عن فقدان التخلف المغناطيسي (كفاءة أعلى).
7.0التكوين الأساسي والخصائص الرئيسية لمعدات التسخين بالحث
7.1التكوين الأساسي
من منظور وظيفي، تشمل المكونات الأساسية ما يلي:
- المغناطيس الكهربائي (الملف الابتدائي)
- مذبذب إلكتروني أو مصدر طاقة رئيسي (يوفر تيارًا متناوبًا لتوليد مجال مغناطيسي)
- تتطلب التطبيقات الصناعية أنظمة مساعدة إضافية:
- أجهزة مناولة المواد
- خزائن الطاقة
- أنظمة التحكم في العمليات
- واجهات المستخدم
- أنظمة التبريد
7.2الخصائص التقنية الرئيسية
تتضمن معدات التسخين بالحث الصناعي الميزات التالية لتلبية متطلبات الإنتاج:
- تشغيل موفر للطاقة: يعمل التعويض السعوي على تصحيح معامل القدرة، مما يقلل من إزاحة الطور وفقدان الطاقة الفعالة أثناء التشغيل بتيار عالٍ
- بصمة صغيرةيشغل مساحة أرضية محدودة مقارنة بحجم قطعة العمل، مما يتيح سهولة دمجه في خطوط الإنتاج المتنوعة
- نظام تحكم متطور في درجة الحرارة:
- التحكم الأساسي في نقطة ضبط درجة الحرارة
- التدفئة التدريجية (زيادة الطاقة تدريجياً)
- التحكم التفاضلي في درجة الحرارة (يراقب فرق درجة الحرارة الداخلية/الخارجية بحد أقصى مسموح به محدد)
- سهولة التشغيلواجهة شاشة لمس مبسطة تدعم لغات متعددة؛ عرض فوري لحالة النظام (المعلمات، درجة الحرارة، رموز الأعطال)؛ إرشادات الإنذار/الفشل
- إمكانيات اتصال واسعة: إيثرنت للتحكم عن بعد في المعلمات؛ USB لتصدير بيانات العملية (يدعم تتبع الجودة)
- حلول مخصصةتصاميم مصممة خصيصًا لتلبية متطلبات وظيفية محددة أو سيناريوهات تطبيقية معينة
8.0الأسئلة الشائعة
8.1هل يمكن تسخين المواد غير المغناطيسية باستخدام التسخين الحثي؟
نعم. الشرط الأساسي هو التوصيل الكهربائي (وليس الخصائص المغناطيسية). تُسخّن المواد الموصلة غير المغناطيسية (مثل الألومنيوم وسبائك النحاس) بواسطة حرارة جول الناتجة عن التيارات الدوامية المستحثة. ولعدم وجود فقد في التسخين بسبب التخلف المغناطيسي، يجب ضبط المعايير (القدرة، التردد) لضمان كفاءة كافية.
8.2هل التسخين بالحث مناسب لعمليات إغلاق نهايات الأنابيب الصغيرة في آلات إغلاق نهايات الأنابيب؟
نعم، إنه قابل للتطبيق تمامًا. يُمكّن التسخين الحثي متوسط التردد (5-500 كيلوهرتز) من تسخين أطراف الأنابيب بدقة موضعية لتلبية متطلبات درجة حرارة الإحكام. يضمن التسخين السريع والنظيف وغير التلامسي سلامة الإحكام وجودة السطح، بينما يسمح تصميم الجهاز المدمج بسهولة دمجه في خطوط الإنتاج.
8.3كيف يمكن تجنب الإجهادات الداخلية في قطعة العمل أثناء التسخين بالحث؟
يكمن الحل في تطبيق نظام تسخين مُتحكم به:
- استخدم التسخين التدريجي لزيادة الطاقة المدخلة تدريجياً (يمنع الارتفاعات المفاجئة في درجة الحرارة)
- استخدم التحكم التفاضلي في درجة الحرارة لمراقبة وتحديد تدرجات درجة الحرارة الداخلية/الخارجية
- اختر التردد المناسب ونقاط ضبط درجة الحرارة بناءً على خصائص المادة لضمان التسخين الموحد
مرجع
https://en.wikipedia.org/wiki/Induction_heating


