

تشكيل السكاكين يدويًا حرفة تقليدية تجمع بين التحكم الحراري وتشكيل المعادن والمعالجة الحرارية. سواءً كنت تستخدم فولاذ زنبركي مُعاد تدويره للسيارات (فولاذ عالي الكربون) أو فولاذ أدوات O1 القياسي في الصناعة، فإن عملية التشكيل الأساسية تتبع ثلاث مراحل رئيسية: التسخين – التشكيل – التصلبمن خلال فهم هذه الخطوات، يمكنك تحويل قطعة فولاذية خام إلى سكين وظيفية.
1.0اختيار الفولاذ: الخصائص والتحضير
يُحدد اختيار الفولاذ سير العمل والأداء النهائي للسكين. يُعدّ الفولاذ عالي الكربون (مثل الفولاذ الزنبركي للسيارات) وفولاذ الأدوات O1 خيارين مناسبين للمبتدئين، لكنهما يختلفان في خصائصهما وخطوات التحضير.
| نوع الفولاذ | المصدر / الميزات | ملاحظات التحضير | أفضل حالة استخدام |
| الفولاذ عالي الكربون (الفولاذ الزنبركي) | مُعاد تدويره من نوابض لولبية أو نوابض أوراق السيارات؛ محتوى الكربون 0.6%–1.0% | تتطلب نوابض الملف التلدين (تسخينها بالنار حتى تصل إلى درجة السخونة القصوى، ثم تبريدها بالهواء). يمكن استخدام نوابض الأوراق مباشرةً. | مناسب للميزانية؛ جيد لاستكشاف التشكيل |
| فولاذ الأدوات O1 (مُخمَّد بالزيت) | سبائك متوفرة تجاريًا؛ محتوى الكربون 0.9%–1.0%؛ صلابة متوازنة | جاهز للتشكيل، لا حاجة للتلدين | نتائج متسقة؛ مثالية للتمرين |
مبادئ التحضير:
- يُعالَج الفولاذ الزنبركي في المصنع (يُصلَّى). يجب تلدين نوابض الملف قبل القطع (باستخدام آلة طحن أو منشار يدوي بعد التليين). نوابض الأوراق مسطحة، ويمكن عادةً تشكيلها دون تلدين.
- يعتبر الفولاذ O1 ناعمًا نسبيًا في حالته الموردة ويمكن أن ينتقل مباشرة إلى التسخين والتشكيل.


2.0الأدوات الأساسية: المعدات العامة والأدوات المتخصصة
لا يتطلب تشكيل السكين معدات معقدة للغاية، لكن امتلاك الأدوات المناسبة يضمن السلامة والكفاءة. يمكن تصنيف الأدوات حسب: السلامة – التسخين – التشكيل – المعالجة، مع بعض الاختلافات اعتمادًا على الفولاذ.
2.1معدات السلامة (المطلوبة لجميع المراحل):
- نظارات السلامة المقاومة للصدمات: يجب تغطية العينين بالكامل لمنع الشرر والشظايا المعدنية (النظارات العادية لا تكفي).
- قفازات مقاومة للحرارة: يوصى باستخدام القفازات الجلدية؛ فهي تعمل على تحقيق التوازن بين العزل والبراعة (لا تلمس الفولاذ الساخن أبدًا بيديك العاريتين).
- دروع الحرارة أو بطانيات الحرائق: يتم وضعه حول منطقة الفرن لمنع الشرر من إشعال المواد القريبة.
2.2أدوات التشكيل الأساسية (عامة):
- مصدر التدفئة: موقد أو فرن منزلي الصنع أو نار فحم (يجب استخدام منفاخ للوصول إلى درجة حرارة التشكيل).
- السندان: أي كتلة حديد مسطحة؛ سندان صغير (10-20 كجم) يعمل بشكل جيد للاستخدام المنزلي.
- مطرقة: مطرقة تقريب بوزن 1 إلى 2 رطل للتشكيل؛ ومطرقة متقاطعة للتعديلات الدقيقة (طرف الشفرة، الحواف المشطوفة).
- ملقط: ملقط تشكيل مصمم خصيصًا بالحجم المناسب للإمساك بمخزونك بشكل آمن (يقلل من مخاطر الانزلاق والحرق).
2.3أدوات المعالجة (خاصة بالفولاذ):
| خطوة | الفولاذ عالي الكربون (الفولاذ الزنبركي) | فولاذ الأدوات O1 |
| القطع | مخرطة زاوية (قرص خشن) أو منشارا يدويا | نفس الفولاذ الزنبركي (O1 أكثر ليونة وأسهل في القطع) |
| إخماد | التبريد: الزيت (موصى به للفولاذ الزنبركي لتجنب التشقق) | الزيت (تبريد أبطأ، يمنع التشقق) |
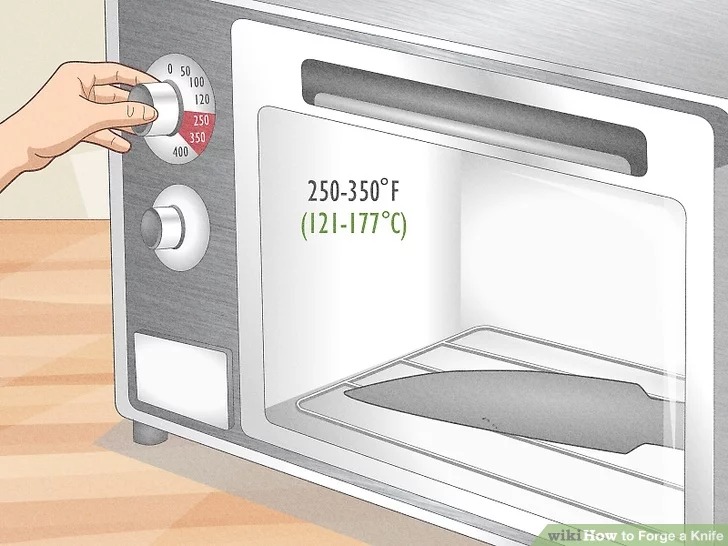
| التلطيف | الفرن (400-500 درجة فهرنهايت / 204-260 درجة مئوية) أو حرارة الفحم الثابتة | نفس الطريقة؛ التحكم في درجة الحرارة أكثر أهمية (250–350 درجة فهرنهايت / 120–175 درجة مئوية) |
3.0تشكيل الشكل: من الفراغ إلى الشفرة
جوهر التشكيل هو توجيه تدفق المعدن الساخنبغض النظر عن نوع الفولاذ، اتبع دائمًا مبادئ العمل بشكل تدريجي وتشكيل متماثل. وهذا يمنع الإجهاد الموضعي أو الإفراط في العمل الذي يمكن أن يضعف الشفرة.
3.1التحكم في الحرارة: الحكم على درجة الحرارة من خلال اللون
| لون | نطاق درجة الحرارة (°م) | المعنى في العملية |
| أحمر غامق | 650–730 درجة مئوية | بالقرب من النقطة الحرجة؛ تستخدم للتطبيع وتخفيف التوتر |
| أحمر كرزي | 760–850 درجة مئوية | حرارة الإخماد النموذجية للفولاذ عالي الكربون |
| برتقالي-أحمر | 850–950 درجة مئوية | مجموعة التشكيل القياسية |
| أصفر لامع | 1000–1100 درجة مئوية | حرارة التشكيل العالية؛ خطر الحرق في حالة ارتفاع درجة الحرارة |
| أصفر قشي | 150–230 درجة مئوية | لون التلطيف (نطاق التلطيف المنخفض) |
3.2أنواع الفولاذ ومعايير المعالجة الحرارية
| نوع الفولاذ | درجة حرارة التشكيل (اللون) | الحد الأدنى لدرجة حرارة التشكيل | درجة حرارة التلدين (الطريقة) | إخماد الحرارة (اللون) | وسط الإطفاء الموصى به |
| الفولاذ عالي الكربون (على سبيل المثال، الفولاذ الزنبركي 5160) | 900–1050 درجة مئوية (برتقالي إلى برتقالي فاتح) | ≥800 درجة مئوية | 800–820 درجة مئوية، ثم يتم تثبيتها وتبريدها ببطء إلى أقل من 650 درجة مئوية | 820–840 درجة مئوية (من الكرز إلى البرتقالي والأحمر) | إخماد الزيت (قد يسبب الماء تشققات) |
| فولاذ الأدوات O1 | درجة حرارة التسخين: أحمر كرزي (790–820 درجة مئوية) | ≥815 درجة مئوية | 800-850 درجة مئوية، ثم يتم تثبيتها في الفرن حتى تصل إلى درجة حرارة أقل من 650 درجة مئوية | 790–820 درجة مئوية (أحمر الكرز) | إخماد الزيت |
الممارسات الرئيسية:
- تسخين الفولاذ بالتساوي في جميع الأنحاء- تجنب البقع الساخنة التي تسبب الأكسدة والحرق.
- استخدم ملقطًا لإمساك الفولاذ بإحكام عند نقطة توازنه عند إخراجه من الفرن. هذا يمنع الحوادث ويضمن تحكمًا أفضل بالمطرقة.


3.3تشكيل جسم الطرف والشفرة: خطوة بخطوة
(1) تشكيل الطرف
ضع أحد طرفي قطعة العمل المسخنة على السندان. استخدم مطرقة تقريب لتضييق الطرف تدريجيًا.
- الفولاذ عالي الكربون: العمل مع ضربات أخف وأسرع لتجنب التشقق بسبب صلابته العالية.
- فولاذ O1: أسهل في التشكيل؛ ومن الممكن توجيه ضربات أقوى قليلاً، ولكن اقلب الفولاذ كل 3 إلى 4 ضربات للحفاظ على التناسق.
- العلامة: حدّد جانبًا للحافة والجانب الآخر للعمود الفقري قبل التشكيل. هذا يُقلّل من التصحيحات لاحقًا.
(2) مغادرة التانغ
المِسْك هو جزء الشفرة الذي يُثبّت المقبض. حدّده مُبكرًا في العملية:
- طول: اترك مسافة ٥ سم على الأقل. للمقابض الأطول، يُنصح بترك مسافة تتراوح بين ٣ و٤ بوصات.
- العلامة: استخدم ضربات المطرقة لتحديد بداية المقبض، مما يمنع ترقق هذه المنطقة عن طريق الخطأ. ضعف المقبض يؤثر سلبًا على قوة المقبض.
(3) تسوية وتشكيل الحواف
يجب أن يتناقص حجم الشفرة تدريجيًا من المقبض إلى الطرف، مع تشكيل الحواف (حافة القطع المبكرة):
- التخفيف العام: أعد تسخينه، ثم اطرق برفق على جانبي الشفرة، بالتناوب بالتساوي من المقبض إلى الطرف. حافظ على انحراف أقل من ١ مم. إن أمكن، مطرقة تشكيل هوائية يمكن استخدامها لأداء هذه الضربات بشكل أسرع وأكثر توازناً، مما يقلل من التعب ويساعد في الحفاظ على التناسق.
- التشكيل المشطوف: اضرب بشكل رئيسي على طول الحافة المقصودة لتشكيل زاوية مائلة (حوالي ٢٠-٢٥ درجة). اقلبها وكرر العملية على الجانب الآخر فورًا لمنع الالتواء.
- المشاكل الشائعة:
- الانتفاخات أو الطيات: قم بإعادة تسخينه ثم اضغط عليه من جانب المطرقة حتى يصبح مسطحًا؛ قد يلزم قطع الطيات الشديدة.
- العمود الفقري المنحني: الانحناء الطفيف أمر طبيعي. يُمكن تصحيحه لاحقًا باستخدام تعديلات حرارة منخفضة (حرارة حمراء داكنة) وضرب خفيف.



4.0المعالجة الحرارية: التحكم في الصلابة والمتانة
المعالجة الحرارية هي الخطوة الأساسية التي تأخذ الشفرة من ناعم إلى صلبتتكون من ثلاث مراحل مميزة: التلدين، والتبريد، والتطبيع. يتطلب كل نوع من الفولاذ معايير محددة، وضبطها بدقة يُحدد مباشرةً الأداء النهائي للسكين.
4.1التلدين: تخفيف الضغط والتليين
غاية:
لتليين الفولاذ، وتخفيف الضغط الداخلي الناتج عن عملية التشكيل، وجعل الشفرة أسهل في الطحن والتشكيل.
عملية:
- سخّن الشفرة حتى تصل إلى درجة حرارة حمراء باهتة (٨٠٠-٨٢٠ درجة مئوية للفولاذ عالي الكربون؛ ٨٧٠-٩٨٠ درجة مئوية للفولاذ O1). أزلها واتركها لتبرد في الهواء حتى يتلاشى اللون الأحمر.
- كرر هذه الدورة ثلاث مرات.
- في عملية التسخين الثالثة، ضع الفولاذ في بيئة معزولة (مثل دفنه في الفحم أو الرماد) واتركه يبرد طوال الليل. يضمن هذا التبريد البطيء أقصى قدر من الليونة.
4.2التبريد: تصلب الفولاذ
يؤدي التبريد إلى تغيير البنية البلورية للفولاذ، مما يؤدي إلى خلق صلابة عالية - وهي الخاصية المميزة للشفرة الوظيفية.
| خطوة | الفولاذ عالي الكربون (الفولاذ الزنبركي) | فولاذ الأدوات O1 |
| درجة حرارة التدفئة | برتقالي-أحمر (850–950 درجة مئوية) | أصفر باهت إلى قش (1150-1200 درجة مئوية) |
| وسط الإخماد | الماء (اغمر رأسيًا لمدة 30-60 ثانية) | الزيت (اغمره عموديًا لمدة 30-60 ثانية، وتجنب الفقاعات) |
| ملاحظات رئيسية | يجب أن يتم تقسية جميع الفولاذ المطفأ على الفور.
(يعتبر إخماد الماء أمرًا محفوفًا بالمخاطر بالنسبة للفولاذ الزنبركي ولا يُنصح به للمبتدئين.) |
يُنتج تبريد الزيت صلابة أكثر توازناً - التلطيف الدقيق ضروري |
نصائح هامة:
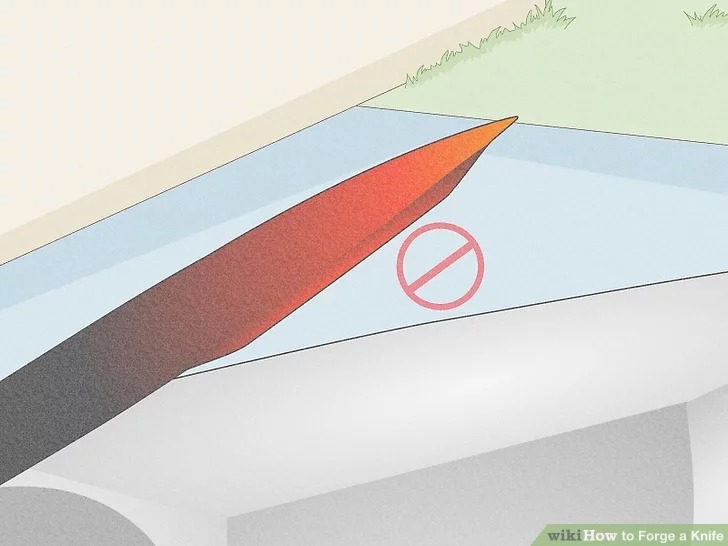
- أطفئ الشفرة دائمًا عموديايؤدي إمالة الشفرة إلى تبريد غير متساوٍ، مما قد يؤدي إلى اعوجاجها. يتطلب التصحيح إعادة التشكيل، مما يُهدر الوقت.
- بعد التبريد، اختبر صلادته باستخدام مبرد. إذا انزلق المبرد دون قطع، فهذا يعني أن صلادته كافية. إذا التصق بالفولاذ، فأعد تسخينه ثم تبريده.
4.3التلطيف: موازنة الصلابة والمتانة
بعد التبريد، يصبح الفولاذ صلبًا ولكنه هش. تُطبّق عملية التلطيف حرارة منخفضة مُتحكم بها لتخفيف الضغط، مما يُحسّن صلابته مع الحفاظ على قوة حوافه.
| نوع الفولاذ | درجة حرارة التلطيف (°م) | درجة حرارة التلطيف (°ف) | مرجع الألوان | وقت | ملحوظات |
| الفولاذ عالي الكربون (الفولاذ الزنبركي) | 180–230 درجة مئوية | 355–445 درجة فهرنهايت | أصفر قشي إلى أزرق غامق | ساعتان (قابلة للتكرار) | يحسن من المتانة؛ جيد للسكاكين الخارجية |
| فولاذ الأدوات O1 | 150–230 درجة مئوية | 300–445 درجة فهرنهايت | أصفر باهت إلى قش | 1-2 ساعة (يوصى بدورتين) | يسمح بالتحكم الدقيق في توازن الصلابة/الصلابة |
بديل بسيط:
إذا لم يتوفر فرن، فاصنع حجرة صغيرة مغلقة بالطوب. ضع بعض الجمر بداخلها للحفاظ على حرارة ثابتة. استخدم دائمًا مقياس حرارة لمراقبة الحرارة وتجنب ارتفاعها.



5.0الطحن والمعالجة والشحذ: من السكين الخام إلى السكين النهائي
بعد المعالجة الحرارية، تكتسب الشفرة الصلابة المطلوبة، لكنها لا تزال بحاجة إلى تحسين. يُحسّن الطحن الشكل، ويُحسّن تركيب المقبض الإمساك، ويُعطي الشحذ حافة القطع.
5.1الطحن والتشكيل
استخدم ورق الصنفرة على مراحل، من الخشن إلى الناعم (80 حبيبة → 120 حبيبة → 240 حبيبة → 400 حبيبة):
- مجالات التركيز: أزل علامات الحدادة، والتقشّر، وعدم التماثل. تأكد من أن الشفرة مستوية وأن زوايا الشطب متسقة.
- استخدام آلة طحن الحزام: إذا كان متاحا، أ مطحنة الحزام يمكن أن يؤدي ذلك إلى تسريع عملية التشكيل والمساعدة في الحفاظ على الحواف المتساوية، وخاصةً في المناطق الأكبر من الشفرة.
- نصيحة التبريد: عند استخدام المطحنة، قم بغمس الشفرة في الماء كل 1-2 ثانية لمنع ارتفاع درجة الحرارة، مما قد يؤدي إلى إتلاف المطحنة.
5.2تركيب المقبض: ثلاثة خيارات عملية
اختر بناءً على المواد المتوفرة - لا حاجة لأدوات متخصصة:
- مقبض مقياس خشبي: احفر ثقوبًا في المقبض، ثم ثبّت قشورًا من الخشب الصلب (مثل الجوز أو القيقب) بدبابيس نحاسية. ثم ادهنها بزيت شمع الخشب للحماية.
- مقبض لف الحبل: لفّ حبل الباراكورد أو القطن بإحكام حول المقبض، مع ربط طرفيه. يوفر ثباتًا ممتازًا ومقاومة للانزلاق، مثالي للاستخدام في الهواء الطلق.
- مقبض من الخشب الصلب: ضيّق المقبض وأدخله في قالب خشبي. شكّل القالب بمبرد حتى يستقرّ في اليد بشكل مريح.


5.3الشحذ: طريقة من ثلاث خطوات للحصول على حافة شفرة الحلاقة
انتقل تدريجيًا من الخشن إلى الناعم حتى تصبح الحافة حادة بدرجة كافية لحلاقة الشعر:
- تشكيل الملف الدقيق: استخدم مبردًا (بحبيبات ٤٠٠ أو أعلى) على طول الحواف لتحسين شكل الحواف. تجنب البرد بقوة شديدة، فقد يتسبب في تشققات.
- حجر الشحذ:
- الجانب الخشن: أمسك الشفرة بزاوية ٢٢ درجة، وادفعها على الحجر ١٠ مرات لكل جانب. حافظ على ثبات الزاوية.
- الجانب الجميل: نفس الزاوية، ١٥ تمريرة لكل جانب. هذا يُزيل العلامات الخشنة ويُنعم الحافة.
- تشذيب الجلد: مرر الحافة على شريط جلدي مطلي بمركب تلميع. هذا يُزيل النتوءات ويُلمّع الحافة.
- الاختبار النهائي: يجب أن تكون الشفرة قادرة على تقطيع الورق أو حلاقة الشعر بسهولة.
5.4ملخص: المبادئ الأساسية لصانعي السيوف المبتدئين
جمال التشكيل يكمن في مشاهدة تحويل الفولاذ الخام بيديكبغض النظر عن اختيار الفولاذ، تذكر ثلاثة أساسيات:
- الحرارة هي الروح: تعلم كيفية الحكم على الحرارة من خلال اللون (على سبيل المثال، اللون الأصفر القشّي للفولاذ O1) بدلاً من الاعتماد على التخمين.
- السلامة أولاً: ارتدِ دائمًا نظارات وقفازات واقية. استخدم ملقطًا للفولاذ الساخن - لا تُخاطر أبدًا.
- الصبر على القوة: يجب أن يتم التشكيل والطحن والشحذ في خطوات صغيرة متكررة. التناسق والدقة يحددان الجودة النهائية.
من قطعة خام إلى سكين عملي، كل تعديل يُكسبك خبرة. حتى لو كانت محاولتك الأولى بها عيوب، فإن الشعور بالتجربة سيزداد. الإبداع بيديك هي المكافأة الحقيقية لصناعة السيوف.
5.5فيديو - كيفية تشكيل السكين خطوة بخطوة، باستخدام المطرقة والسندان فقط، بدون استخدام أداة كهربائية
مراجع
https://www.wikihow.com/Forge-a-Knife


