

- 1.0اختيار الأداة المناسبة لقطع حديد التسليح
- 2.0كيفية استخدام قاطع حديد التسليح اليدوي (في حالات الطوارئ/التطبيقات ذات القطر الصغير)
- 3.0كيفية استخدام منشار القطع (الطريقة القياسية في الموقع)
- 4.0كيفية استخدام آلة قطع حديد التسليح (المعالجة الدفعية)
- 5.0كيفية استخدام منشار شريطي معدني (الدقة / التكديس على دفعات)
- 6.0السلامة أولاً: إرشادات التشغيل الأساسية
- 7.0استكشاف الأخطاء وإصلاحها: المشكلات الشائعة والحلول
- 8.0خاتمة
- 9.0الأسئلة الشائعة: أسئلة شائعة حول قطع حديد التسليح
يُعدّ قطع حديد التسليح عمليةً أساسيةً في قطاعات البناء وتصنيع الآلات وغيرها. يكمن السر في اختيار الأداة المناسبة بناءً على قطر حديد التسليح، وحجم الإنتاج، ومتطلبات الدقة، وظروف موقع العمل، مع اتباع الإجراءات الصحيحة لضمان كفاءة القطع وجودته وسلامة المُشغّل.
1.0اختيار الأداة المناسبة لقطع حديد التسليح
تختلف الأدوات اختلافًا كبيرًا في كفاءتها وتطبيقاتها. اختيار الأداة المناسبة لاحتياجاتك أمر بالغ الأهمية لتجنب انخفاض الإنتاجية أو ضعف جودة القطع.
1.1أدوات قطع حديد التسليح اليدوية (التطبيقات الطارئة / ذات القطر الصغير)
- الأدوات الأساسية: قاطع حديد التسليح اليدوي (فتحة الفك ≤ 18 مم)، قواطع البراغي شديدة التحمل
- الأفضل ل: قضبان عادية أو مشوهة ≤ 16 مم، قطع مفردة/عرضية، أو أعمال طارئة بدون طاقة
- المزايا:محمول، لا يتطلب طاقة، سهل التشغيل
- القيود: يتطلب عمالة مكثفة، بطيء (30-60 ثانية لكل قطع)، غير مناسب لقضبان التسليح ذات القطر الكبير
1.2قواطع كهربائية محمولة (مرونة في الموقع)
- الأدوات الأساسية: منشار قطع (مع عجلة كاشطة 350 مم)، مطحنة زاوية (مع قرص قطع 125 مم)
- الأفضل ل: حديد التسليح ≤ 25 مم، أو تعديلات الطول في الموقع، أو مهام المعالجة المتفرقة
- المزايا:متحرك، سريع القطع (5-10 ثوانٍ لكل شريط)، تكلفة معدات منخفضة
- القيود: حواف خشنة (تتطلب طحنًا بعد القطع)، ضوضاء عالية (100-120 ديسيبل)، تولد شرارات وحرارة
1.3آلات قطع حديد التسليح (معالجة كميات كبيرة)
- الأدوات الأساسية: قواطع حديد التسليح الهيدروليكية المثبتة على الطاولة أو الحامل (السعة القصوى ≤ 60 مم)
- الأفضل ل: القطع على دفعات (≥ 50 بار/ساعة)، قضبان التسليح ذات القطر الكبير أو القوة العالية (على سبيل المثال، HRB400/HRB500)، وهو أمر شائع في ساحات قضبان التسليح أو مصانع الخرسانة الجاهزة
- المزايا:سريع للغاية (1-2 ثانية لكل شريط)، قطع سلسة، أتمتة عالية
- القيود:كبيرة وثابتة (تتطلب مساحة مخصصة)، غير مناسبة لمقاطع حديد التسليح غير المستديرة
1.4مناشير شريطية معدنية (تطبيقات دقيقة / ذات قطر كبير)
- الأدوات الأساسية: مناشير شريطية معدنية أفقية أو رأسية (عرض الشفرة: 27–41 مم؛ مسافة السن: 3–6 مم)
- الأفضل ل: قضبان التسليح ذات القطر الكبير (≥ 30 مم)، أو قضبان التسليح المصنوعة من السبائك، أو المهام التي تتطلب دقة عالية (خطأ العمودية ≤ 0.1 مم)
- المزايا: إجهاد قطع منخفض (يتجنب تشوه حديد التسليح)، قطع نظيفة (لا حاجة إلى معالجة لاحقة)، يتعامل مع المقاطع العرضية غير المنتظمة
- القيود:بطيئة (15-30 ثانية لكل قطع)، تكلفة معدات أعلى، تتطلب سائل تبريد، ليست مثالية للعمل السريع في الموقع




2.0كيفية استخدام قاطع حديد التسليح اليدوي (في حالات الطوارئ/التطبيقات ذات القطر الصغير)
الأفضل للقضبان الحديدية العادية أو المشوهة التي يصل قطرها إلى 16 مم - خاصةً عندما لا تتوفر الطاقة.
2.1التحضير والتمركز
- قم بقياس طول حديد التسليح ثم قم بوضع علامة على خط القطع بوضوح باستخدام علامة.
- ضع حديد التسليح في فكي القاطع، مع محاذاة الخط المحدد مع شفرات الفك. تأكد من أن محور حديد التسليح عمودي على الفكين لتجنب القطع بزاوية.
2.2تطبيق القوة
- امسك مقبضي القاطع بقوة وطبق ضغطًا ثابتًا ومتساويًا (تجنب القوة المفاجئة المفرطة - فقد يؤدي ذلك إلى ثني المقابض أو التسبب في كسر حديد التسليح بشكل غير متوقع).
- بالنسبة لقضبان التسليح الأكثر سمكًا (14–16 مم)، ضع الضغط على مرحلتين أو ثلاث مراحل: اضغط برفق، ثم توقف لفترة وجيزة، ثم استمر حتى تنكسر قضبان التسليح بسلاسة.
2.3خطوات ما بعد القطع
- قم بإزالة قطعة حديد التسليح المقطوعة ونظف النتوءات من الحافة المقطوعة باستخدام فرشاة سلكية (تمنع خدوش اليد أثناء التعامل).
- افحص فكي القاطع بحثًا عن أي تآكل أو بُهتان أو تشقق. اشحذ الشفرات بعجلة طحن إذا لزم الأمر للحفاظ على كفاءة القطع.

3.0كيفية استخدام منشار القطع (الطريقة القياسية في الموقع)
الأفضل للقضبان التي يصل قطرها إلى 25 مم - تستخدم على نطاق واسع للقطع المرن في الموقع.
3.1الفحص المسبق والتحضير
- افحص سلك الطاقة بحثًا عن أي تلف في العزل؛ وتأكد من أن المنشار مؤرض بشكل صحيح (لمنع الصدمات الكهربائية).
- افحص العجلة الكاشطة بحثًا عن أي شقوق أو رقائق أو تآكل؛ ثم قم بربط صامولة الحافة إلى 5–8 نيوتن متر لتجنب الدوران اللامركزي.
- قم بإزالة المواد القابلة للاشتعال (على سبيل المثال، علب الطلاء، وأسطوانات الأسيتيلين) على مسافة 1.5 متر من منطقة العمل؛ قم بتثبيت مشبك على شكل حرف V لتأمين قضبان التسليح.
3.2التأمين والوسم
- قم بوضع قضبان التسليح في المشبك V، واضبط موضعها بحيث يتوافق خط القطع مع مسار العجلة الكاشطة.
- قم بربط المشبك حتى لا يتمكن حديد التسليح من التحرك أفقيًا (يمنع انحراف القطع أثناء التشغيل).
3.3بدء القطع
- أمسك المقبض الرئيسي للمنشار (للتحكم في الطاقة) والمقبض المساعد (للثبات) بإحكام. شغّل المنشار وانتظر حتى تصل عجلة المنشار إلى سرعتها القصوى (≈ ٢٨٠٠ دورة/دقيقة، ٣ ثوانٍ من وقت الخمول لتأكيد الثبات).
- قم بإدخال العجلة في قضبان التسليح بمعدل ثابت (5-8 مم/ثانية)؛ ولا تجبر المنشار (يؤدي ذلك إلى تجنب ارتفاع درجة حرارة العجلة أو كسرها).
- أبطئ معدل التغذية عندما يصل القطع إلى خُمس قطر حديد التسليح (لمنع انكسار حديد التسليح فجأة). توقف فورًا إذا ظهرت شرارات غير طبيعية (مثل: سطوع مفاجئ أو توزيع غير متساوٍ).
3.4التنظيف بعد القطع
- قم بإيقاف تشغيل الطاقة وانتظر حتى تتوقف العجلة الكاشطة تمامًا (≈ 10 ثوانٍ) قبل لمس حديد التسليح.
- أزل النتوءات من الحافة المقطوعة باستخدام مبرد أو فرشاة سلكية؛ واجمع الشظايا المعدنية من منطقة العمل (لمنع الانزلاق). افحص العجلة واستبدلها إذا تجاوز التآكل ثلث سمكها الأصلي.
4.0كيفية استخدام آلة قطع حديد التسليح (المعالجة الدفعية)
الأفضل للحديد التسليح العادي أو عالي القوة (على سبيل المثال، HRB400/HRB500) بأقطار ≥ 20 مم - مثالي للمهام ذات الحجم الكبير.
4.1إعداد الجهاز
- تحقق من مستوى الزيت الهيدروليكي (يجب أن يصل إلى 2/3 من مقياس الخزان) ودرجة الحرارة (≤ 45 درجة مئوية؛ يؤدي انخفاض الزيت أو ارتفاع درجة الحرارة إلى تقليل ضغط القطع).
- قم بإجراء اختبار عدم التحميل: قم بتنشيط الماكينة لإكمال دورتين كاملتين للشفرة، مع ضمان حركة سلسة دون تشويش أو ضوضاء غير عادية.
- قم بمعايرة مقياس التوقف باستخدام عينة من حديد التسليح بطول قياسي (خطأ ± 0.5 مم) لضمان أطوال قطع متسقة.
- ضبط شوط الشفرة: اضبط المسافة القصوى للأسفل على (قطر حديد التسليح + 2 مم) لتجنب التآكل المفرط للشفرة.
4.2قطع الدفعات
- أدخل حديد التسليح في الماكينة حتى يلامس مقياس التوقف. إذا كان حديد التسليح منحنيًا (الانحراف > L/500، حيث L = طول حديد التسليح)، فقوّمه أولًا لضمان عموديته على الشفرة.
- اضغط على مفتاح القدم لتنشيط الشفرة؛ وسوف تعود الشفرة تلقائيًا إلى موضعها الأصلي بعد القطع.
- إجراء فحوصات الجودة: افحص ٣ قضبان حديد تسليح عشوائية لكل ٥٠ عملية قطع للتأكد من دقة الطول (الخطأ المسموح به ± ١ مم). أعد معايرة مقياس التوقف في حال وجود أي انحرافات.
- قم بتجميع قضبان التسليح النهائية على رف مخصص (لتجنب التشوه الناتج عن الاصطدام).
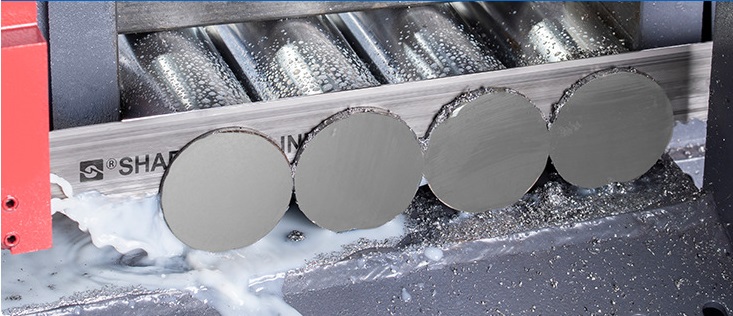
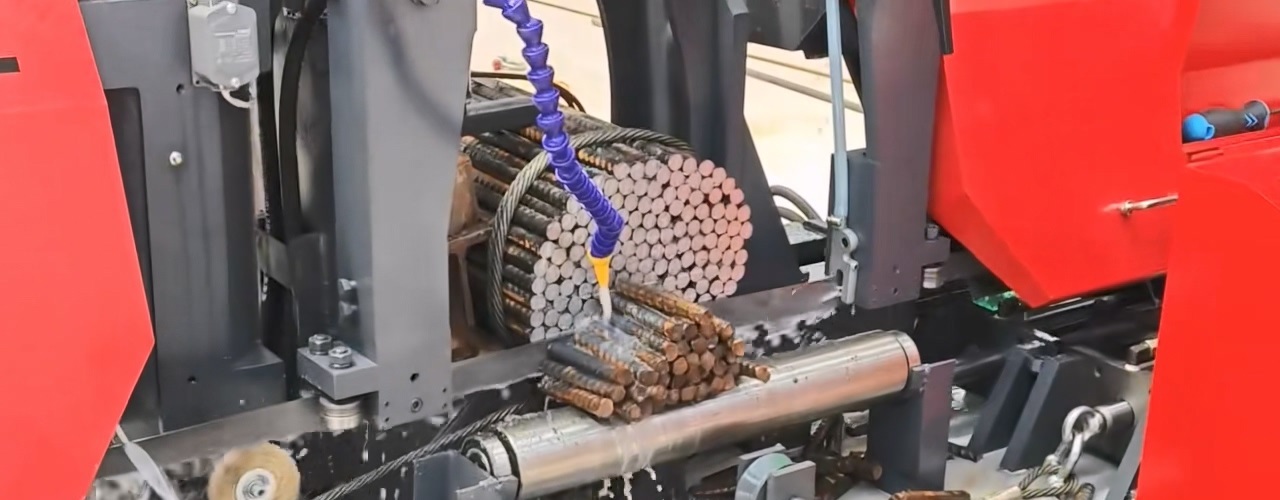
5.0كيفية استخدام منشار شريطي معدني (الدقة / التكديس على دفعات)
الأفضل للقضبان ذات القطر الكبير (≥ 30 مم) أو قضبان التسليح المصنوعة من السبائك - مثالية للقطع الدقيقة أو عمليات التكديس على دفعات.
5.1تحضير الآلة
- اختر الشفرة الصحيحة: شفرات الفولاذ عالي السرعة (HSS) لقضبان التسليح القياسية (Q235B)؛ شفرات ذات أطراف من الكربيد (WC-Co ≥ 94%) لقضبان السبائك (HRB500E).
- قم بمطابقة ميل أسنان الشفرة مع حجم قضبان التسليح أو ارتفاع المكدس (على سبيل المثال، ميل 3 مم لقضبان التسليح Φ30–50 مم؛ ميل 4.5 مم لقضبان التسليح أو المكدسات Φ50–80 مم).
- قم بتركيب كتلة V موسعة (عرض ≥ 200 مم) وحواجز جانبية لتأمين قضبان التسليح المكدسة (تمنع التحول الجانبي).
5.2ضبط المعلمات
- اضبط شد الشفرة على 25–30 نيوتن/مم²؛ وزده بمقدار 10–15% للقطع المكدس (يعزز صلابة الشفرة لتجنب التشوه).
- ضبط سرعة القطع: 6-10 متر/دقيقة لمجموعات قضبان التسليح القياسية؛ 4-6 متر/دقيقة لقضبان السبائك (يقلل من حمل القطع وتآكل الشفرة).
- تحسين نظام سائل التبريد: زيادة التركيز إلى 10–12% ومعدل التدفق إلى ≥ 8 لتر/دقيقة؛ إضافة فوهة 分流 لضمان تغطية متساوية لسائل التبريد على جميع الحواف المقطوعة (يمنع ارتفاع درجة الحرارة والتصاق المواد).
5.3إجراءات القطع الدفعي
- رصّ قضبان التسليح من نفس القطر والمادة فقط (لتجنب قوة القطع غير المتساوية). ثبّت الرص بضغط ابتدائي يتراوح بين 5 و8 ميجا باسكال، وتحقق من استقامته، ثم ارفع الضغط إلى 12-15 ميجا باسكال (لضمان عدم الانزلاق).
- قم بتثبيت بكرات دعم متعددة النقاط (مسافة ≤ 1.5 متر) للقضبان التي يزيد طولها عن 2 متر (تمنع الترهل وانحراف القطع).
- قم بإجراء قطع تجريبي (بعمق ٥ مم): أوقف الماكينة، وتحقق من عمودية القطع (≤ ٠٫١ درجة) واستواء القطع (الخطأ ≤ ٠٫٠٥ مم). اضبط المشبك أو شد الشفرة إذا لزم الأمر قبل بدء عمليات القطع دفعةً واحدة.
- راقب الشفرة أثناء التشغيل: توقف وقم بطحن الرقائق الصغيرة باستخدام عجلة طحن دقيقة؛ استبدل الشفرة إذا تجاوز عمق الرقائق 1 مم.
5.4الخطوات النهائية
- إجراء عمليات تفتيش عشوائية: التحقق من 3 مجموعات مكدسة لكل دفعة (1 حديد تسليح علوي و1 حديد تسليح سفلي لكل مجموعة) للتأكد من دقة الطول (± 1 مم) وجودة القطع.
- أوقف نظام التبريد، وحرر المشبك، ثم أزل قضبان التسليح المقطوعة. انفض بقايا سائل التبريد بمسدس هواء عالي الضغط، ثم أزل النتوءات من الحواف، وصنف قضبان التسليح حسب المواصفات.

6.0السلامة أولاً: إرشادات التشغيل الأساسية
6.1معدات الحماية الشخصية (PPE)
- ارتدي دائمانظارات السلامة المقاومة للصدمات (يحمي من الرقائق المتطايرة والشرر) و قفازات مقاومة للقطع (يمنع الخدوش والإصابات المرتبطة بالاهتزاز).
- يستخدمسدادات الأذن أو واقيات الأذن عندما يتجاوز مستوى الضوضاء 85 ديسيبل (على سبيل المثال، تشغيل منشار القطع أو المنشار الشريطي).
- قم بربط شعرك الطويل وتجنب الملابس/المجوهرات الفضفاضة (يمنع ذلك التشابك مع الأجزاء المتحركة).
6.2قيود المعدات
- لا تستخدم شفرات النجارة أو البناء لقطع قضبان التسليح (صلابة غير كافية - عرضة للكسر والحطام المتطاير).
- لا تقم بقطع قضبان التسليح المطفأة (على سبيل المثال، قضبان التسليح المجهدة مسبقًا، صلابة > HRC30) باستخدام قواطع قضبان التسليح الهيدروليكية (خطر تقطيع الشفرة أو تلف الماكينة).
- لا تقم بقطع قضبان التسليح باستخدام منشار شريطي بدون سائل تبريد (يؤدي ذلك إلى ارتفاع درجة حرارة الشفرة بسرعة وفشلها).
6.3إجراءات الطوارئ
- كسر الشفرة:أوقف الماكينة على الفور، وانتقل إلى مسافة 5 أمتار على الأقل (لتجنب الشظايا المتطايرة)، وقم بالتنظيف فقط بعد توقف جميع الأجزاء المتحركة.
- تسرب كهربائي:قم بإيقاف تشغيل مصدر الطاقة الرئيسي، وفصل السلك باستخدام أدوات معزولة، واختبار نظام التأريض (المقاومة ≤ 4Ω) قبل إعادة التشغيل.
- قطع اليد:اشطف الجرح بالمحلول الملحي الفسيولوجي، وقم بتطهيره باليود، واطلب العناية الطبية للجروح العميقة (لتلقي لقاح الكزاز).
7.0استكشاف الأخطاء وإصلاحها: المشكلات الشائعة والحلول
| مشكلة | السبب المحتمل | حل |
| قطع غير عمودي (> 0.5 درجة) | تثبيت غير محكم، شفرة غير محاذية، تغذية غير متساوية | أعد تثبيت قضبان التسليح، ومعايرة محاذاة الشفرة، واستخدام وحدة التحكم في السرعة للتغذية الثابتة |
| تتآكل الشفرة/المنشار الشريطي بسرعة كبيرة | نوع الشفرة خاطئ، سرعة زائدة، سائل تبريد رديء | استبدال شفرة محددة لحديد التسليح، وتقليل السرعة، وضبط تركيز/تدفق سائل التبريد |
| يتشوه حديد التسليح بعد القطع | الفكين غير حادين، قوة قطع مفرطة | شحذ الفكين، وتقليل قوة التغذية، وفحص مادة حديد التسليح بحثًا عن تناقضات الصلابة |
| أكشاك قطع المنشار الشريطي | توتر الشفرة المنخفض، المشبك شديد الضيق، الضغط الهيدروليكي المنخفض | زيادة شد الشفرة، وتقليل ضغط المشبك، وملء الزيت الهيدروليكي، والتحقق من ضغط المضخة |
8.0خاتمة
مفتاح النجاح في قطع حديد التسليح هو التوافق بين الأداة والشخص والمهمة + الإجراءات الموحدة:
- قطع الطوارئ ذات القطر الصغير → قاطع حديد التسليح اليدوي
- العمل المرن في الموقع → منشار القطع
- معالجة عالية الحجم → آلة قطع حديد التسليح
- حديد التسليح الدقيق/كبير القطر/المصنوع من سبائك → منشار شريطي معدني
بغض النظر عن الأداة المستخدمة، احرص دائمًا على إجراء فحوصات ما قبل التشغيل، ومراقبة العملية عن كثب، وإتمام عملية التنظيف بعد التشغيل. أعطِ الأولوية للسلامة دائمًا لضمان الكفاءة والجودة وراحة المُشغّل.
9.0الأسئلة الشائعة: أسئلة شائعة حول قطع حديد التسليح
س: كيف أختار أداة القطع المناسبة لقطر حديد التسليح الخاص بي؟
أ: قم بمطابقة الأداة مع حجم قضبان التسليح: استخدم قواطع يدوية لـ ≤16 مم (حالات الطوارئ/الدفعات الصغيرة)؛ مناشير القطع الكهربائية المحمولة/مطاحن الزاوية لـ ≤25 مم (العمل في الموقع)؛ آلات قطع قضبان التسليح الهيدروليكية لـ ≥20 مم (معالجة عالية الحجم)؛ ومناشير شريطية معدنية لـ ≥30 مم أو قضبان التسليح المصنوعة من السبائك (احتياجات الدقة).
س: ماذا يجب أن أفعل إذا كانت الشرر تبدو غير طبيعية عند استخدام منشار القطع؟
ج: أوقف الماكينة فورًا. عادةً ما يعني ظهور شرارات غير طبيعية (مثل: لمعان مفاجئ، أو توزيع غير متساوٍ) أن عجلة الصنفرة غير محاذية، أو متآكلة، أو غير متطابقة (مثل استخدام عجلة نجارة). افحص العجلة بحثًا عن أي شقوق، وأعد ربط صامولة الحافة، وتأكد من استخدام عجلة صنفرة مخصصة للمعادن قبل إعادة التشغيل.
س: لماذا تتوقف منشار الشريط المعدني الخاص بي أثناء القطع، وكيفية إصلاحه؟
ج: عادة ما ينشأ التوقف عن العمل بسبب ثلاث مشكلات: انخفاض شد الشفرة (زيادة إلى 25-32 نيوتن/مم²، مع تعديله للقطع المكدسة)؛ أو المشبك المحكم للغاية (خفض الضغط إلى 5-8 ميجا باسكال للمشبك المسبق، ثم 12-15 ميجا باسكال للقطع)؛ أو انخفاض الضغط الهيدروليكي (إعادة تعبئة زيت الهيدروليكي والتحقق من ضغط المضخة).
س: كيف يمكنني ضمان أطوال قطع ثابتة عند استخدام آلة قطع حديد التسليح للعمل بالدفعات؟
ج: أولاً، عاير مقياس التوقف باستخدام عينة ذات طول قياسي (خطأ ± 0.5 مم). أثناء القطع، تأكد من ضغط كل قضيب حديد تسليح بالكامل على مقياس التوقف (بدون فجوات). كل 50 عملية قطع، افحص 3 قضبان حديد تسليح عشوائيًا للتأكد من دقة الطول (الخطأ المسموح به ± 1 مم) - أعد معايرة مقياس التوقف في حال وجود أي انحرافات.
س: هل يمكنني قطع حديد التسليح المطفأ (على سبيل المثال، حديد التسليح المجهد مسبقًا) باستخدام قاطع حديد التسليح الهيدروليكي؟
ج: لا. يتميز حديد التسليح المُخمَّد بصلابة عالية (>HRC30)، مما قد يُؤدي إلى تشقق شفرة القاطع أو إتلاف النظام الهيدروليكي. استخدم منشارًا شريطيًا معدنيًا بشفرة ذات طرف من الكربيد (WC-Co ≥94%) وكمية كافية من سائل التبريد لحديد التسليح المُخمَّد/المصنوع من السبائك.


