

- 1.0ما هي الاختلافات الفنية الأساسية بين المناشير الشريطية الأفقية والرأسية؟
- 2.0كيفية استخدام المناشير الشريطية الأفقية في تطبيقات القطع الصناعية
- 3.0متى تختار منشار شريطي عمودي: سيناريوهات التطبيق الرئيسية
- 4.0أنواع المناشير الشريطية المعدنية
- 5.0أداء المنشار الشريطي الأفقي مقابل العمودي: الدقة والكفاءة واستخدام المواد
- 6.0دقة القطع:
- 7.0التشغيل والصيانة: المنشار الشريطي الأفقي مقابل المنشار الشريطي الرأسي
- 8.0كيفية اختيار المنشار الشريطي المناسب للتطبيقات الصناعية
- 9.0دراسات الحالة: اختيار المنشار الشريطي الأفقي والرأسي في الإنتاج الحقيقي
- 10.0الخلاصة: المنشار الشريطي الأفقي مقابل المنشار الشريطي الرأسي - كيفية اتخاذ القرار الصحيح
يُعد اختيار المنشار الشريطي المناسب أمرًا أساسيًا لقطع المعادن بكفاءة ودقة. تُستخدم المناشير الشريطية الأفقية والرأسية لأغراض مختلفة - قطع الدفعات مقابل تشكيل القوام المعقد. يشرح هذا الدليل اختلافاتهما وتطبيقاتهما ونصائح لاختيارهما لمساعدتك على تحسين الإنتاجية واستخدام المواد.
1.0ما هي الاختلافات الفنية الأساسية بين المناشير الشريطية الأفقية والرأسية؟
تكمن الاختلافات الجوهرية بين المناشير الشريطية الأفقية والرأسية في ترتيب شفرة المنشار، وحركة قطعة العمل، وهيكل الآلة. تُحدد هذه الاختلافات بشكل مباشر حدود استخدام كل منها. ويمكن تلخيص أهم هذه الاختلافات على النحو التالي:
| بُعد المقارنة | منشار شريطي أفقي | منشار شريطي عمودي |
| ترتيب الشفرات والتغذية | شفرة مرتبة أفقيًا أو بزاوية، تتغذى على طول المحور Z، عمودية على محور قطعة العمل | يتم ترتيب الشفرة عموديًا، وتتحرك على طول اتجاهي X/Y، ويجب تحريك قطعة العمل لتحقيق التغذية |
| تثبيت قطعة العمل | تثبيت هيدروليكي/سيرفو، قطعة العمل ثابتة، إطار المنشار يتحرك | يتم دفع قطعة العمل يدويًا أو تغذيتها عبر طاولة العمل |
| طريقة القطع النموذجية | القطع الخطي بالدفعات، التقطيع بطول ثابت | قطع محيطي معقد، تقطيع القالب |
| التحكم الدقيق | تضمن الأنظمة الهيدروليكية وأنظمة التحكم الرقمي بالكمبيوتر استقامة القطع | يعتمد على مهارة المشغل، ومرن للقطع المنحني |
| مستوى الأتمتة | قابلة للتكوين باستخدام CNC، وأجهزة التغذية التلقائية، وأجهزة التقطيع | مستوى أتمتة منخفض، مشاركة يدوية عالية |
2.0كيفية استخدام المناشير الشريطية الأفقية في تطبيقات القطع الصناعية
وضعية أساسية: حامل فعال للتصنيع الخشن على دفعات
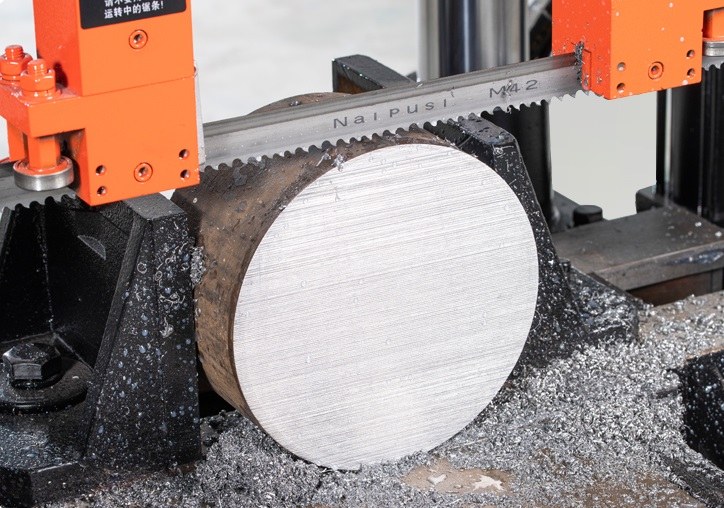
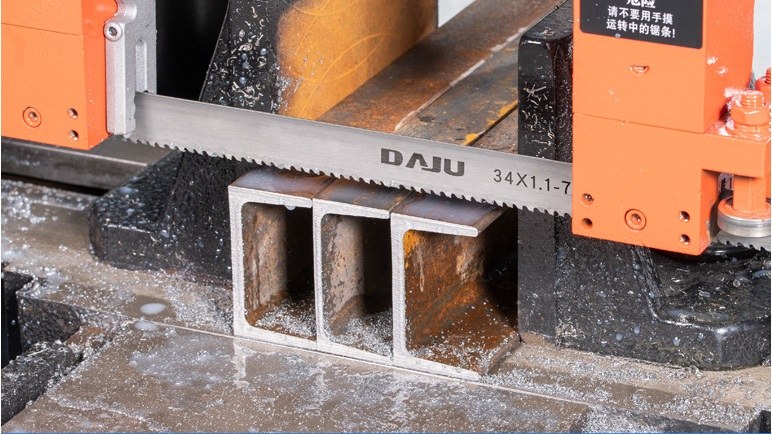
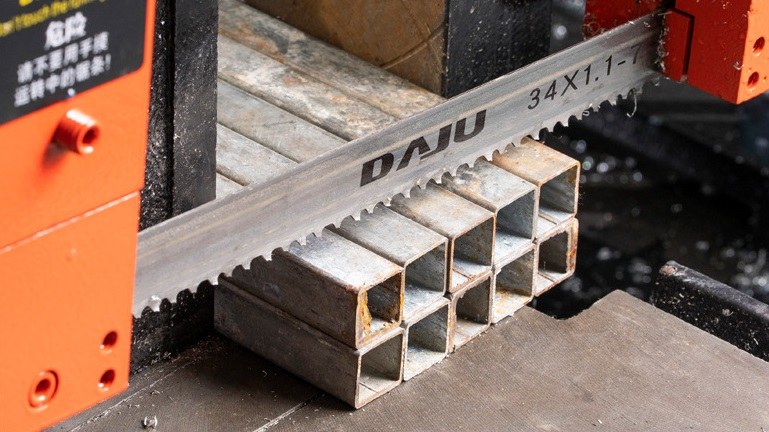
مناشير شريطية أفقية تُستخدم بشكل رئيسي في المعالجة المسبقة للمواد الخام (القطع الخطي على دفعات)، وقطع المواد الطويلة إلى قطع ثابتة الطول. وهي غير مناسبة للأشكال غير المنتظمة أو قطع العمل المعقدة على دفعات صغيرة. بل إنها توفر قطع العمل الأساسية لعمليات الخراطة والطحن والطحن اللاحقة.
التطبيقات النموذجية:
- قطع غيار قياسية لمصانع قطع قضبان فولاذية 45# بقطر Φ50–200 مم أو قضبان فولاذية هيكلية من السبائك المعدنية إلى قطع أسطوانية ذات طول ثابت.
- شركات الهياكل الفولاذية تقوم بتقطيع صفائح فولاذية Q235/Q355 بسمك يتراوح بين 8 إلى 50 ملم للمكونات الهيكلية الملحومة.
- مصانع معالجة الأنابيب التي تقطع أنابيب الفولاذ المقاوم للصدأ بقطر Φ30–150 مم أو أنابيب الفولاذ الملحومة لمشاريع خطوط الأنابيب أو تجميع المكونات.
قابلية المواد للتكيف:
- صلابة:مناسب للمواد متوسطة إلى عالية القوة (HRC ≥ 30)، مثل فولاذ 45#، و20CrMnTi، والفولاذ المقاوم للصدأ 304/316، وفولاذ الأدوات. تضمن أنظمة الدفع عالية القدرة قطعًا مستقرًا وتُقلل من تآكل الشفرة.
- استمارة:متخصصون في معالجة القضبان/الأنابيب التي يبلغ طولها 3 أمتار أو أكثر، والصفائح التي يبلغ سمكها 20 مم أو أكثر، وقطع العمل الصلبة الثقيلة بأقطار 150 مم أو أكثر. تُحسّن أنظمة التغذية الآلية كفاءة المعالجة على دفعات بشكل كبير.


3.0متى تختار منشار شريطي عمودي: سيناريوهات التطبيق الرئيسية
وضعية أساسية: حل مرن للتشكيل الدقيق
تُركز المناشير الشريطية العمودية على الخطوط المعقدة والتشغيل الآلي بكميات صغيرة. وهي مناسبة لقطع المنحنيات والأقواس والثقوب غير المنتظمة أو التصحيحات الموضعية. ومع ذلك، بالنسبة للفولاذ ذي الصلابة ≥ HRC 30، فهي فعالة فقط للأجزاء الصغيرة أو الصفائح الرقيقة، مع كفاءة معالجة منخفضة نسبيًا.
التطبيقات النموذجية:
- مصانع القوالب تقوم بقطع فولاذ القالب Cr12MoV بسمك 6-20 مم للشقوق القوسية أو الأخاديد على شكل حرف U.
- يقوم مصنعو الأجهزة بمعالجة ألواح سبائك الألومنيوم أو الألواح البلاستيكية التي يبلغ قطرها من 3 إلى 10 مم إلى أجزاء ذات أشكال غير منتظمة.
- ورش الصيانة تقوم بقص فراغات التروس، أو أغلفة المحامل، أو غيرها من المنتجات شبه المصنعة لتصحيح الانحرافات الأبعادية.
- ورش عمل حرفية لقطع الخشب أو الأكريليك أو المواد المركبة لتشكيلها حسب الطلب.
قابلية المواد للتكيف:
- صلابة:مناسب تمامًا للمواد منخفضة الصلابة (HRC < 30)، مثل الألومنيوم والنحاس والبلاستيك والخشب. بالنسبة للصلب ذي الصلابة ≥ 30، لا يمكن معالجة سوى الأجزاء الصغيرة باستخدام شفرات فولاذ أو كربيد عالية السرعة.
- استمارة:مناسب تمامًا للألواح الرقيقة التي لا يزيد سمكها عن ١٠ مم، والأنابيب الرقيقة، والأجزاء شبه المصنعة ذات الثقوب أو الأشكال غير المنتظمة. تساعد طاولة العمل المرنة على منع تلف الأسطح المعالجة مسبقًا.



4.0أنواع المناشير الشريطية المعدنية
يمكن تصنيف مناشير الشريط المعدنية بناءً على اتجاه الشفرة، ومستوى الأتمتة، والاستخدام المقصود. فيما يلي قائمة مفصلة:
مناشير شريطية أفقية
- منشار شريطي أفقي يدوي:يتم تشغيلها يدويًا، وهي مناسبة للقطع بكميات صغيرة أو إصلاحات الورشة.
- منشار شريطي أفقي شبه أوتوماتيكي:يتميز بالتثبيت والتغذية التلقائية، وهو مثالي للإنتاج متوسط الحجم.
- منشار شريطي أفقي CNC:مؤتمتة بالكامل مع تغذية المؤازرة، وضبط الطول، والقطع المستقيم عالي الدقة للإنتاج الصناعي على نطاق واسع.
- منشار شريطي عمودي يدوي:مرنة لقطع المنحنيات والأقواس والأشكال غير المنتظمة، ومناسبة لقطع العمل الصغيرة أو المخصصة.
- منشار شريطي عمودي CNC:مجهزة بنظام التحكم الرقمي CNC، وطاولات العمل الدوارة، والتغذية الآلية لقطع محيطي عالي الدقة.
مناشير شريطية متخصصة
- منشار شريطي مزدوج العمود:مصممة للقطع الشاق للقضبان الفولاذية السميكة وقطع العمل الصلبة الكبيرة.
- منشار شريطي محمول:صغير الحجم وقابل للتحرك، ومناسب لقطع الأنابيب والأنابيب والصلب الهيكلي في الموقع.
خطوط القطع CNC الأوتوماتيكية:أنظمة متكاملة تجمع بين عدة مناشير شريطية مع التغذية التلقائية والقطع والتفريغ للإنتاج الضخم.
5.0أداء المنشار الشريطي الأفقي مقابل العمودي: الدقة والكفاءة واستخدام المواد
6.0دقة القطع:
- منشار شريطي أفقي:دقة عالية في القطع المستقيم؛ يمكن التحكم في خطأ الطول في نطاق ±0.1-0.3 مم، وحتى ±0.5 مم للألواح ذات القطر الكبير أو السميك. يلبي متطلبات أبعاد القطع الخام، ولكنه لا يحقق دقة التحكم في المنحنيات أو الأشكال غير المنتظمة.
- منشار شريطي عمودي:خطأ المنحنى/القوس في حدود ±0.05-0.2 مم (±0.05-0.1 مم مع طاولات CNC أو الطاولات الدوارة). دقة القطع المستقيم أقل قليلاً؛ بينما تبلغ دقة التغذية اليدوية ±0.1-0.3 مم، ويمكن تحسين دقة نماذج CNC إلى ±0.08 مم.
كفاءة المعالجة:
- منشار شريطي أفقي:كفاءة عالية مع تغذية آلية وقطع مستمر. على سبيل المثال، قضبان فولاذية 45# بقطر Φ80 مم، من 60 إلى 100 قطعة في الساعة. مثالية للإنتاج القياسي واسع النطاق.
- منشار شريطي عمودي:كفاءة منخفضة لآلات القطع المفردة. ينتج التشغيل اليدوي من 5 إلى 15 قطعة في الساعة. تُحسّن نماذج CNC من الكفاءة، لكنها تبقى أقل كفاءة من الآلات الأفقية.
استخدام المواد:
- منشار شريطي أفقي:فقدان الشق هو 0.5-1 مم فقط مع عدم وجود أي قصاصات زاوية تقريبًا؛ استخدام المواد >98%.
- منشار شريطي عمودي:غالبًا ما ينتج عن قطع الكنتور المعقد قصاصات زوايا؛ الاستخدام ~90–95%. يمكن لتقنيات التحسين، مثل تخطيط مسارات التعشيش، أن تقلل الهدر.

7.0التشغيل والصيانة: المنشار الشريطي الأفقي مقابل المنشار الشريطي الرأسي
التعقيد التشغيلي:
- منشار شريطي أفقي:تشغيل بسيط؛ تُكمل الآلة عمليات التثبيت والقطع والتفريغ تلقائيًا. يمكن للمبتدئين إتقان الأساسيات في غضون يوم أو يومين.
- منشار شريطي عمودي:يتطلب تحكمًا يدويًا في قطعة العمل وشد الشفرة؛ وتعتمد تعديلات كتلة التوجيه بشكل كبير على الخبرة. يحتاج المبتدئون إلى أسبوع إلى أسبوعين من التدريب. نماذج CNC أقل صعوبة، لكنها تتطلب مهارات برمجة.
مخاطر السلامة:
- منشار شريطي أفقي:انخفاض المخاطر؛ قطعة العمل مُثبّتة هيدروليكيًا، والشفرة محمية، والأيدي بعيدة. نظام إيقاف الطوارئ (≤ ٠.٥ ثانية) يمنع الحوادث.
- منشار شريطي عمودي:خطر أعلى؛ التغذية اليدوية تُقرّب اليدين من الشفرة. قد يؤدي عدم المحاذاة إلى انحشار أو كسر الشفرة. أنظمة الحماية ضرورية.
الصيانة والتكاليف:
- منشار شريطي أفقي:التركيز على نظام التثبيت الهيدروليكي وقضبان توجيه التغذية. الصيانة السنوية تتراوح بين 3 و51 طنًا من إجمالي تكلفة المعدات.
- منشار شريطي عمودي:صيانة دورية لأدلة الشفرات والقضبان وأنظمة الشد. الصيانة السنوية تتراوح بين 5 و81 طنًا و3 أطنان من إجمالي تكلفة المعدات.
8.0كيفية اختيار المنشار الشريطي المناسب للتطبيقات الصناعية
الخطوة 1: تحديد احتياجات المعالجة الأساسية (التحديد الوظيفي)
- قطع دفعات من الفراغات (بطول ثابت، بدون محيطات معقدة): اختر المنشار الشريطي الأفقي.
- التشكيل الدقيق (المنحنيات، والملفات غير المنتظمة، والتشذيب التصحيحي): اختر المنشار الشريطي الرأسي.
الخطوة 2: مطابقة مقياس الإنتاج وخصائص المواد (التحقق من صحة السيناريو)
- الإنتاج على نطاق واسع (≥50 قطعة / يوم، HRC ≥30، قضبان طويلة، صفائح سميكة، أجزاء ثقيلة): يفضل استخدام المنشار الشريطي الأفقي.
- الإنتاج على دفعات صغيرة (≤20 قطعة/يوم، HRC <30، ألواح رقيقة، مواد ناعمة، أجزاء غير منتظمة): يفضل استخدام المنشار الشريطي الرأسي.
الخطوة 3: تحسين متطلبات الدقة والكفاءة (تحسين التكوين)
- دقة القطع المستقيم العالية ≤0.1 مم: دقة عالية في القطع الأفقي مع التغذية المؤازرة.
- دقة محيط عالية ≤0.08 مم: عمودية مع طاولة عمل ذات محرك CNC ومحرك سيرفو.
- حساس للتكلفة: يدوي عمودي أو أفقي أساسي.
- أولوية الكفاءة: CNC أفقي مع التحميل / التفريغ التلقائي.
9.0دراسات الحالة: اختيار المنشار الشريطي الأفقي والرأسي في الإنتاج الحقيقي
الحالة 1: القطع الخام على دفعات
- تقوم شركة تصنيع قطع غيار السيارات بمعالجة 800 قطعة يوميًا من قضبان الفولاذ 20CrMnTi بقياس Φ60×70 مم.
- المتطلب: قطع مستمر بدون طيار.
- الحل: منشار شريطي أفقي CNC مع تغذية سيرفو وضبط الطول تلقائيًا.
- النتيجة: قدرة إنتاج 60 قطعة/ساعة.
الحالة 2: التشكيل الدقيق
- يقوم مصنع مكونات القالب بتقطيع 30 قطعة أسبوعيًا من صفائح الفولاذ القالبية Cr12MoV مقاس 10 مم مع شق قوس R5.
- الحل: منشار شريطي عمودي CNC مع طاولة عمل دوارة.
- النتيجة: دقة الكنتور ±0.05 ملم.
الحالة 3: القطع بكميات صغيرة باستخدام مواد متعددة
- ورشة الإصلاح تقوم بقطع أنابيب الفولاذ المقاوم للصدأ مقاس Φ50 مم وأجزاء الصفائح البلاستيكية.
- الحل: منشار شريطي عمودي يدوي.
- النتيجة: تحقيق التوازن بين معالجة المواد الصلبة/الناعمة والتحكم في التكاليف.
10.0الخلاصة: المنشار الشريطي الأفقي مقابل المنشار الشريطي الرأسي - كيفية اتخاذ القرار الصحيح
لا تتعلق المناشير الشريطية الأفقية والرأسية بالتفوق بل بالتكيف الوظيفي بناءً على صلابة المادة وأبعاد قطعة العمل وحجم الإنتاج.
منشار شريطي أفقي:
- القوة: القطع الخشن بالدفعات، الكفاءة العالية، الاستقرار.
- الأفضل للمواد ذات القوة المتوسطة إلى العالية، وقطع العمل الطويلة/الثقيلة، والفراغات القياسية.
- الاختيار الأول لمؤسسات الإنتاج الكبيرة الحجم.
منشار شريطي عمودي:
- القوة: مرنة، تشكيل دقيق.
- الأفضل للخطوط المعقدة، والدفعات الصغيرة، وقطع العمل متعددة الأنواع.
- ضروري لمصنعي القوالب وورش الإصلاح والإنتاج المخصص.
مبدأ الاختيار:
- تقييم المعدات من:
- احتياجات المعالجة الأساسية
- حجم الإنتاج
- خصائص المواد
- متطلبات الدقة والكفاءة
هدف: تعظيم الاستفادة، وخفض التكاليف، وتحسين كفاءة التصنيع الشاملة.


