

- 1.0كيف يعمل التسخين بالحث عالي التردد
- 2.0المعايير الرئيسية لسخانات الحث عالية التردد
- 3.0نطاق التردد وعمق التسخين (تأثير الجلد)
- 4.0تأثير تغير النفاذية المغناطيسية ونقطة كوري
- 5.0تصميم ملف الحث ومطابقة الحمل
- 6.0ظروف التشغيل واعتبارات الإدارة الحرارية
- 7.0سيناريوهات التطبيقات الصناعية النموذجية
- 8.0التحليل الفني لمشاكل التشغيل الشائعة
- 9.0خاتمة
تُستخدم تقنية التسخين بالحث عالي التردد على نطاق واسع في الصناعات التحويلية الحديثة نظرًا لكفاءتها العالية، وقدرتها على توصيل الطاقة المركزة، والتسخين دون تلامس، وسهولة دمجها مع أنظمة التحكم الآلي. وتشمل تطبيقاتها النموذجية اللحام بالنحاس، والمعالجة الحرارية (التبريد السريع والتلدين)، والتغليف، والتسخين الشامل، والصهر على نطاق صغير.
باعتبارها شكلاً تمثيلياً لمعدات التسخين الكهرومغناطيسي، فإن الأداء التقني والنتائج العملية لسخان الحث عالي التردد تعتمد بشكل مباشر على الفهم السليم والتطبيق الصحيح لمبدأ تشغيله وتكوين النظام ومطابقة الحمل ومعايير العملية.
1.0كيف يعمل التسخين بالحث عالي التردد
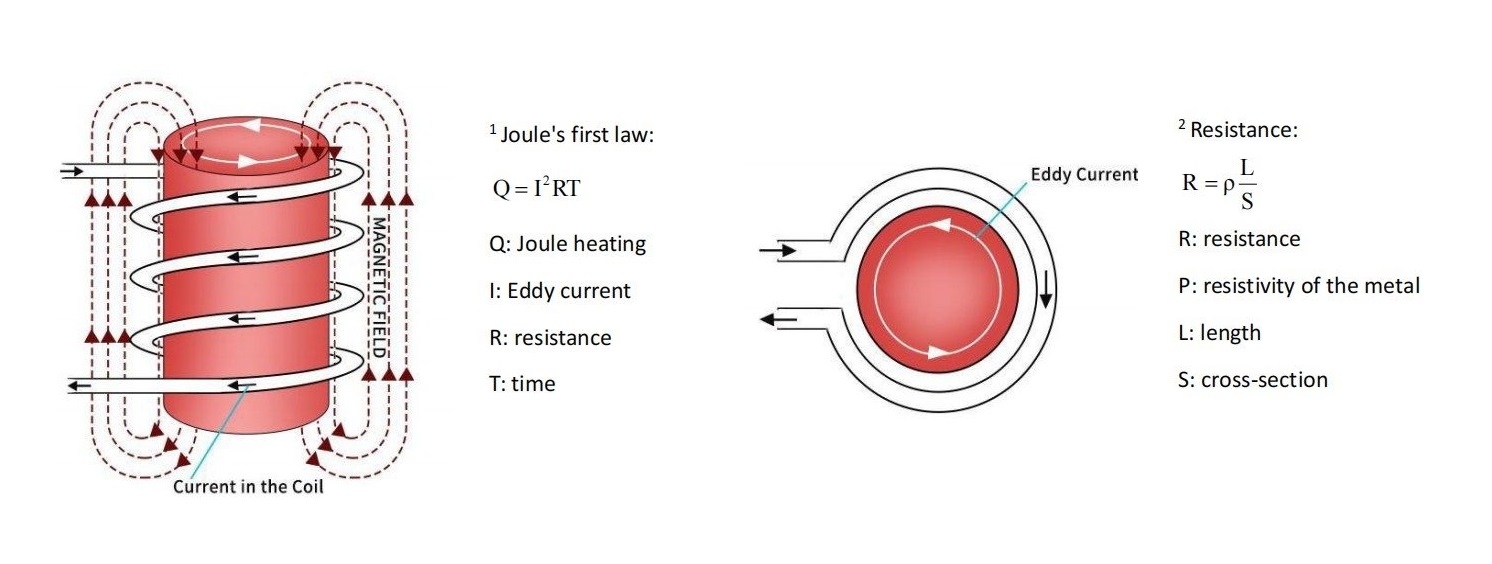
التسخين بالحث عالي التردد هو أسلوب تسخين يعتمد على الحث الكهرومغناطيسي وتأثير جول الحراري. وهو في جوهره عملية لا تلامسية تحول الطاقة الكهربائية إلى طاقة حرارية. ويمكن تلخيص آلية عمله الأساسية في المراحل التالية:
- توليد مجال كهرومغناطيسي متناوب: عندما يمر تيار متناوب عالي التردد عبر ملف الحث، يتم توليد مجال مغناطيسي متناوب حول الملف.
- تحريض التيارات الدوامية: عندما يتم وضع قطعة عمل معدنية داخل المجال المغناطيسي المتناوب، يتم تحريض تيارات الحلقة المغلقة - والمعروفة باسم التيارات الدوامية (وتسمى أيضًا تيارات فوكو) - داخل المادة.
- ارتفاع درجة الحرارة بسبب تأثير جول: عندما تتدفق التيارات الدوامية داخل قطعة العمل، تتولد الحرارة بسبب المقاومة الكهربائية للمعدن، وفقًا لقانون جول:
Q = I²RT
يُتيح هذا التوليد الداخلي للحرارة ارتفاعًا سريعًا في درجة الحرارة داخل قطعة العمل.
أثناء عملية التسخين، تزداد المقاومة الكهربائية لمعظم المعادن مع ارتفاع درجة الحرارة، مما يعزز تأثير التسخين الجولي. وهذا أحد الأسباب الرئيسية التي تجعل التسخين بالحث يحقق كفاءة تسخين عالية في وقت قصير.
بالإضافة إلى ذلك، ترتبط المقاومة الكهربائية لقطعة العمل بمقاومة المادة (ρ)، وطول مسار التيار الفعال (L)، ومساحة المقطع العرضي (S)، وفقًا للعلاقة التالية:
R = ρL / S
ونتيجة لذلك، يمكن أن تُظهر قطع العمل ذات المواد والأشكال الهندسية والأبعاد المختلفة كفاءات تسخين مختلفة بشكل كبير في ظل نفس ظروف الحث.
2.0المعايير الرئيسية لسخانات الحث عالية التردد
يركز تصميم أداء سخان الحث عالي التردد عادةً على قدرة الخرج، ونطاق تردد التشغيل، ونوع مصدر الطاقة، وقابلية التكيف مع الأحمال. عند الاختيار العملي، ينبغي تقييم العوامل التالية بشكل شامل.
2.1معدل الطاقة الخارجة
تحدد القدرة الناتجة كمية الطاقة المنقولة إلى قطعة العمل في وحدة الزمن، وهي عامل رئيسي يؤثر على معدل التسخين وحجم قطعة العمل المسموح به. بشكل عام:
- تتطلب قطع العمل صغيرة الحجم ذات الجدران الرقيقة أو تطبيقات التسخين الموضعية مستويات طاقة منخفضة نسبيًا؛
- تتطلب قطع العمل الكبيرة، أو عمليات التسخين المستمر، أو تطبيقات الصهر، إنتاج طاقة أعلى بكثير.
2.2شروط إمداد الطاقة
بحسب بيئة التطبيق، يمكن استخدام مصادر طاقة أحادية الطور أو ثلاثية الطور. وللتشغيل الصناعي المستمر، يُختار عادةً مصدر الطاقة ثلاثي الطور لضمان خرج طاقة أكثر استقرارًا وثباتًا.
2.3خصائص مادة قطعة العمل
- تُظهر المواد المغناطيسية نفاذية مغناطيسية أعلى خلال مرحلة التسخين الأولية، مما يؤدي إلى كفاءة حث عالية نسبياً؛
- تعتمد المواد غير المغناطيسية، مثل النحاس والألومنيوم، بشكل أساسي على التسخين بالتيارات الدوامية، وعادة ما تتطلب تصميمًا أكثر كفاءة للملف لتحسين كفاءة الاقتران.
3.0نطاق التردد وعمق التسخين (تأثير الجلد)
في التسخين الحثي عالي التردد، يحدد اختيار تردد التشغيل عمق التسخين وتوزيع الطاقة بشكل مباشر. ويخضع هذا السلوك بشكل أساسي لتأثير السطح.
مع ازدياد تردد التيار المتردد، تميل التيارات المستحثة إلى التمركز بالقرب من سطح قطعة العمل المعدنية، ويقل عمق الاختراق الفعال داخل المادة. ويؤدي هذا إلى القواعد الهندسية العملية التالية:
- تؤدي الترددات الأعلى إلى طبقات تسخين أقل عمقًا وتكون أكثر ملاءمة لتطبيقات التسخين السطحي، والتصليد السطحي، والتسخين الموضعي؛
- تسمح الترددات المنخفضة باختراق الحرارة بشكل أعمق، مما يجعلها أكثر ملاءمة للتسخين الكامل أو تسخين المكونات ذات الجدران السميكة.
في التطبيقات العملية، يجب تقييم اختيار التردد بالتزامن مع قطر قطعة العمل، وسماكة الجدار، وأهداف العملية. على سبيل المثال، في عمليات تسخين طرف الأنبوب - مثل مرحلة التسخين في آلة إغلاق نهاية الأنبوبغالباً ما يكون من الضروري تحقيق ارتفاع سريع في درجة الحرارة عند طرف الأنبوب مع تقليل انتشار الحرارة على طول جسم الأنبوب. في مثل هذه الحالات، يُفضل استخدام ترددات تشغيل أعلى نسبياً لتحقيق تركيز موضعي للطاقة.
تجدر الإشارة إلى أن تردد التشغيل الفعلي لنظام التسخين الحثي ليس قيمة ثابتة واحدة، بل يتحدد بشكل مشترك من خلال خصائص مصدر الطاقة، ومعايير الملف، وظروف الحمل، مع وجود علاقة توافق ديناميكية بين التردد والطاقة الناتجة.

4.0تأثير تغير النفاذية المغناطيسية ونقطة كوري
بالنسبة للمعادن المغناطيسية الحديدية مثل المواد القائمة على الحديد، فإن عملية التسخين بالحث لا تتأثر فقط بالتغيرات في المقاومة الكهربائية، ولكن أيضًا بالاختلافات الكبيرة في النفاذية المغناطيسية مع درجة الحرارة.
في درجة حرارة الغرفة وضمن نطاقات درجات الحرارة المنخفضة إلى المتوسطة، تُظهر المواد المغناطيسية نفاذية مغناطيسية عالية، مما يُسهّل توليد المجال المغناطيسي المتناوب داخل قطعة العمل. ونتيجةً لذلك، تكون كفاءة التسخين بالحث ومعدل ارتفاع درجة الحرارة مرتفعين نسبيًا خلال مرحلة التسخين الأولية. مع ذلك، عندما تقترب درجة حرارة المادة من نقطة كوري، تضعف المغناطيسية الحديدية تدريجيًا وتتحول في النهاية إلى حالة مغناطيسية مسايرة، مما يؤدي إلى انخفاض حاد في النفاذية المغناطيسية.
يؤدي هذا التحول إلى العديد من التأثيرات الهندسية العملية:
- ارتفاع سريع في درجة الحرارة خلال مرحلة التسخين الأولية؛
- انخفاض كفاءة التدفئة وبطء ارتفاع درجة الحرارة مع الاقتراب من نقطة كوري؛
- قد يتطلب الأمر طاقة إدخال أعلى للحفاظ على معدل التسخين المطلوب.
في التطبيقات التي تشمل أنابيب الصلب، أو الأنابيب الهيكلية، أو عمليات تشكيل نهايات الأنابيب - بما في ذلك مراحل التسخين المسبق والتشكيل الساخن في آلات إغلاق نهايات الأنابيبيُعدّ فهم تغيرات النفاذية المغناطيسية أمرًا بالغ الأهمية للحفاظ على تحكم مستقر في التسخين. ويساعد تنظيم الطاقة بشكل صحيح وتصميم الملف الأمثل على ضمان سلوك تسخين قابل للتحكم فيه ومتسق عبر نطاقات درجات الحرارة التي تتغير فيها الخصائص المغناطيسية.
5.0تصميم ملف الحث ومطابقة الحمل
يُعد ملف الحث المكون الأساسي لنظام التسخين بالحث عالي التردد. ويحدد شكله الهندسي وخصائصه الكهربائية ودرجة توافقه مع قطعة العمل بشكل مباشر كفاءة التسخين واستقرار النظام.
5.1مواد وبنية الملفات
- تُستخدم أنابيب النحاس أو الموصلات النحاسية الصلبة بشكل شائع؛
- تساعد مساحة المقطع العرضي الكافية على تقليل فقد الطاقة في الملف وتحسين قدرة حمل التيار؛
- عادةً ما تكون قنوات التبريد الداخلية ضرورية للتحكم في ارتفاع درجة حرارة التشغيل.
5.2فجوة التوصيل بين الملف وقطعة العمل
- يتم الحفاظ على فجوة العمل النموذجية بشكل عام في نطاق 5-15 ملم؛
- تؤدي الفجوة المفرطة إلى تقليل كفاءة الاقتران المغناطيسي؛
- عدم وجود فجوة كافية يزيد من خطر حدوث دوائر قصر أو تلامس ميكانيكي.
5.3العلاقة بين عدد الدورات وسلوك التشغيل
في ظل ظروف متطابقة أخرى:
- زيادة عدد اللفات تقلل من تردد التشغيل الفعال وتزيد من تيار الملف؛
- يؤدي تقليل عدد اللفات إلى زيادة التردد مع تقليل التيار.
بالنسبة للمواد غير المغناطيسية أو أحمال الاقتران المنخفضة، فإن زيادة عدد اللفات غالباً ما يكون مفيداً لتحسين أداء التسخين.
5.4التقييم العملي لمطابقة الأحمال
أثناء التشغيل الفعلي، يمكن استخدام السلوك الحالي ونتائج التسخين كمؤشرات تجريبية:
- يشير التيار العالي مع ارتفاع درجة الحرارة البطيء عادةً إلى عدم كفاية الاقتران أو أبعاد الملف غير المناسبة؛
- قد تشير صعوبة زيادة التيار أو عدم استقرار تشغيل النظام إلى وجود حمل زائد أو عدد كبير جدًا من اللفات.
من خلال ضبط حجم الملف وعدد اللفات وموضع قطعة العمل، يمكن تحقيق حالة مطابقة النظام الأمثل.

6.0ظروف التشغيل واعتبارات الإدارة الحرارية
أثناء التسخين بالحث عالي التردد، تعمل أجهزة الطاقة وملفات الحث في ظل ظروف كثافة طاقة عالية، مما يجعل الإدارة الحرارية الفعالة أمراً ضرورياً.
- ينبغي أن توفر وسائط التبريد توصيلًا حراريًا جيدًا واستقرارًا على المدى الطويل؛
- يجب أن يضمن نظام التبريد معدل تدفق وضغط مستمرين ومستقرين؛
- بعد التشغيل المطول عالي الطاقة، يجب السماح بوقت تبريد كافٍ لتقليل الإجهاد الحراري داخل النظام.
لا تعمل الإدارة الحرارية الفعالة على تحسين استقرار التشغيل فحسب، بل تعمل أيضًا على إطالة عمر خدمة المعدات بشكل كبير.
7.0سيناريوهات التطبيقات الصناعية النموذجية
تُستخدم تقنية التسخين بالحث عالي التردد على نطاق واسع في مجموعة من القطاعات الصناعية، حيث تفرض العمليات المختلفة متطلبات متميزة على طرق التسخين والتحكم في المعلمات.
| عملية التقديم | خصائص التسخين | الغرض النموذجي |
| اللحام | تسخين مركز مع تحكم دقيق في درجة الحرارة | وصل المعادن المختلفة |
| إخماد | تسخين سريع يتبعه تبريد متحكم فيه | زيادة صلابة السطح |
| التلدين | عملية تسخين ونقع مضبوطة | تحسين الليونة وتخفيف الإجهاد الداخلي |
| التسخين الكامل | تسخين موحد عبر المقطع العرضي | تسخين المكونات النحيفة أو ذات القطر الصغير |
| ختم | تسخين موضعي وموجه | إحكام الإغلاق الهيكلي أو وصل المكونات |
| الذوبان | كثافة طاقة عالية مع تشغيل مستقر للملف | صهر المعادن بكميات صغيرة |


يجب تحسين أداء التطبيق الفعلي من خلال الاختبار والتعديل بناءً على مادة قطعة العمل وأبعادها وأهداف العملية المحددة.
8.0التحليل الفني لمشاكل التشغيل الشائعة
أثناء التشغيل طويل الأمد أو في ظل ظروف تشغيل متغيرة، قد تتعرض أنظمة التسخين بالحث لانخفاض في الكفاءة أو سلوك غير طبيعي. تشمل الأسباب الشائعة ما يلي:
- تغييرات في هندسة الملف أو ضعف التوصيل الكهربائي؛
- تغيرات في ظروف التحميل؛
- عدم كفاية قدرة التبريد يؤدي إلى تفعيل آليات الحماية الحرارية؛
- تؤدي تقلبات التيار الكهربائي إلى استجابة غير طبيعية للنظام.
ولمعالجة هذه المشكلات، ينبغي إجراء تحليل وتعديل منهجي مع التركيز على مطابقة الأحمال والإدارة الحرارية واستقرار إمدادات الطاقة.
9.0خاتمة
باعتبارها تقنية تسخين صناعية ناضجة ومتطورة باستمرار، يعتمد أداء سخانات الحث عالية التردد على فهم شامل للمبادئ الكهرومغناطيسية، وتصميم الملفات، وخصائص الحمل، والتحكم في العمليات. ومن خلال ضبط معايير النظام بشكل صحيح وتحسين استراتيجيات التطبيق باستمرار، يُمكن تحقيق جودة تسخين عالية مع الحفاظ على كفاءة واستقرار التشغيل الصناعي.
المعلومات الواردة هنا هي بمثابة مرجع تقني عام. يجب تصميم التطبيقات المحددة والتحقق من صحتها وفقًا لظروف التشغيل الفعلية ومتطلبات العملية.
مرجع
www.theinductor.com/blog/how-induction-heating-technology-works-and-why-you-should-know/
www.ambrell.com/blog/research-universities-using-induction-heating


