
- 1.0مقدمة في ختم الصفائح المعدنية والقوالب
- 2.0فهم قابلية التشكيل والسحب في الصفائح المعدنية
- 3.0قوالب ختم الصفائح المعدنية: المكونات والوظائف
- 4.0عمليات القطع والتفريغ
- 5.0تشكيل القوالب وعملياتها الرئيسية
- 6.0قوالب محطة واحدة ومحطات متعددة
- 7.0أهمية تزييت القالب في عملية الختم
- 8.0تحليل الشبكة الدائرية (CGA): تحسين جودة الأجزاء المختومة
- 9.0استخدام نمذجة العناصر المحدودة (FEM) في تصميم القالب
- 10.0الأسئلة الشائعة: ختم الصفائح المعدنية والقوالب
ختم الصفائح المعدنية عملية تصنيع ضخمة الحجم، تُشكِّل وتُقطِّع الصفائح المعدنية إلى أجزاء دقيقة باستخدام قوالب متخصصة ومكابس قوية. تُستخدم هذه العملية على نطاق واسع في صناعات مثل السيارات والفضاء والأجهزة المنزلية، حيث تجمع بين قابلية تشكيل المواد والأدوات الهندسية لإنتاج مكونات معقدة بكفاءة.
1.0مقدمة في ختم الصفائح المعدنية والقوالب
ختم الصفائح المعدنية هي عملية تصنيع ذات حجم كبير تستخدم مكابس الختم وقوالب متخصصة لتشكيل وقطع الصفائح المعدنية إلى مكونات نهائية. تُولّد المكبس القوة اللازمة لإغلاق مجموعة القوالب، التي تُشكّل القطعة.
في حين يتم تنفيذ ختم الإنتاج عادةً باستخدام مواد صفائح معدنية يتراوح سمكها من 0.020 بوصة إلى 0.080 بوصة، يمكن أيضًا تطبيق العملية على رقائق رقيقة جدًا (0.001 بوصة) وعلى مخزون صفائح سميك يقترب من 1.000 بوصة.
2.0فهم قابلية التشكيل والسحب في الصفائح المعدنية
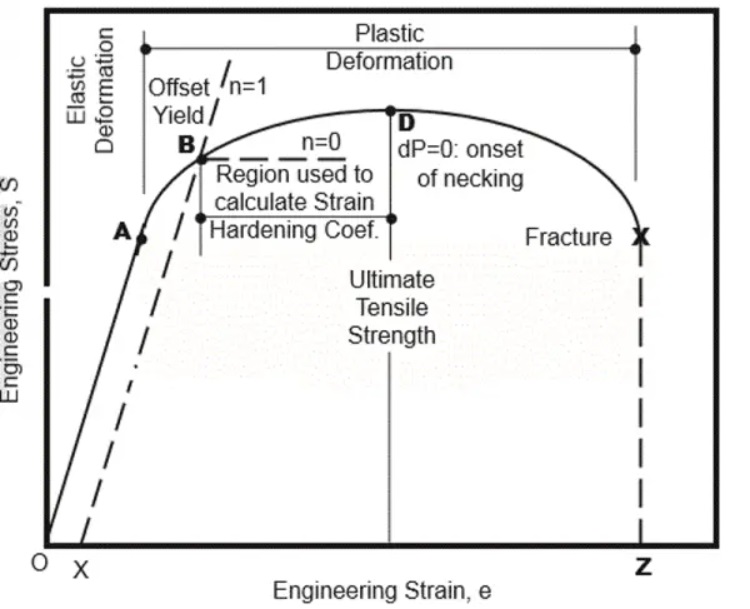
القابلية للتشكيل هي السمة الأساسية التي تحدد مدى جودة أداء مادة الصفائح المعدنية في عملية الختم. تشير إلى قدرة المادة على الثني أو التمدد أو السحب بالشكل المطلوب. تندرج هذه الصفات تحت المصطلح المعدني. اللدونة، وهي قدرة المادة على التشوه والاستطالة دون تكسر. يؤثر شكل القطعة وتعقيدها بشكل مباشر على مقدار التشوه المطلوب للمادة.
بالإضافة إلى خصائص المواد، هناك عوامل أخرى تؤثر أيضًا على قابلية التشكيل، مثل:
- تصميم القالب
- نوع وقدرات الصحافة
- سرعة ضربة الضغط
- طرق التزييت
- آليات تغذية الصفائح المعدنية
- أنظمة المراقبة والتحكم
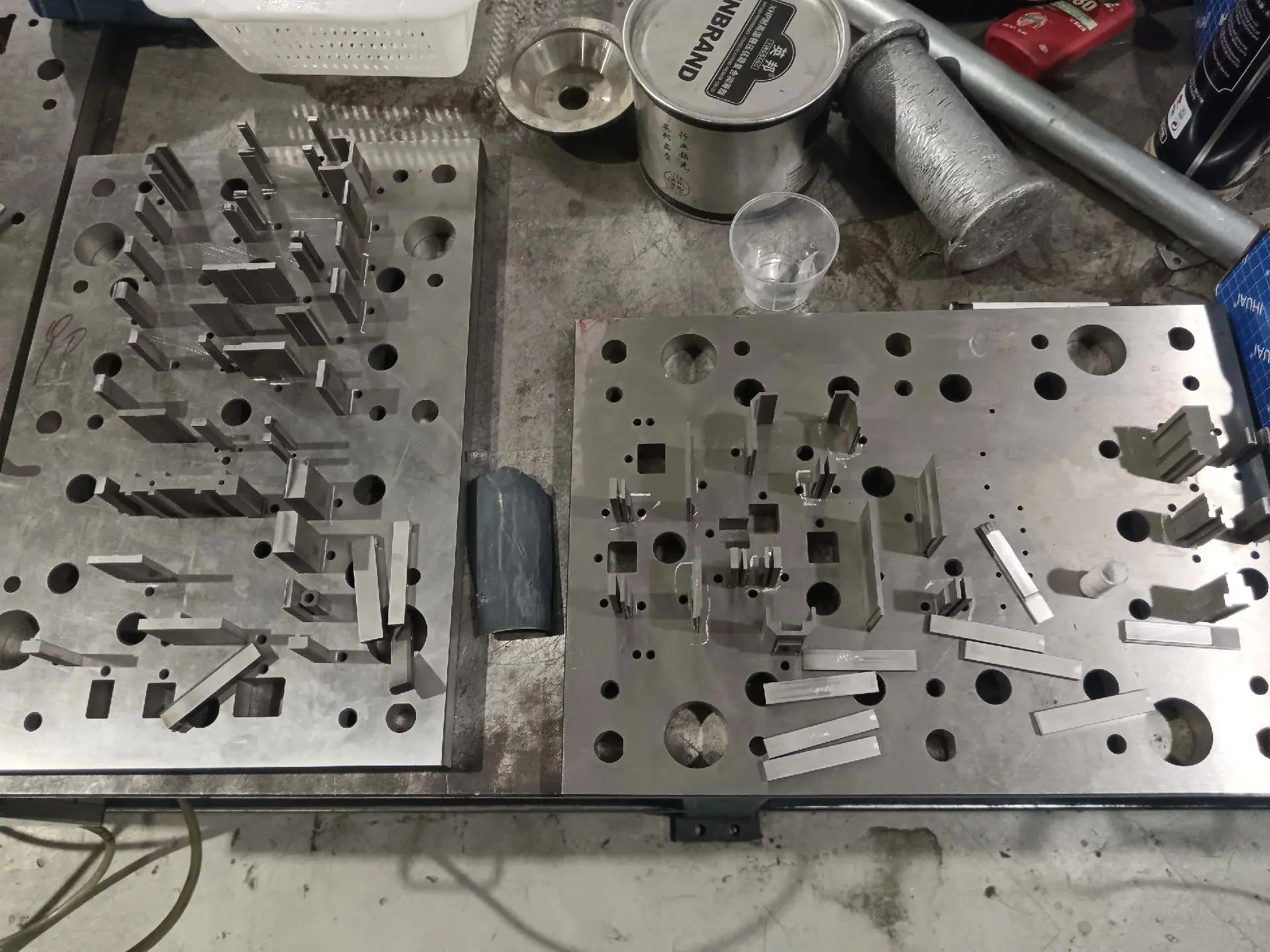
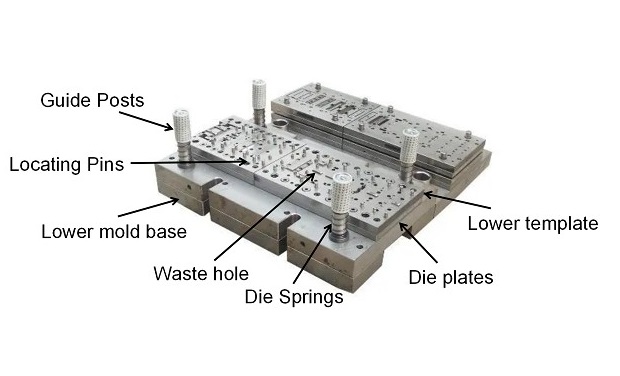
3.0قوالب ختم الصفائح المعدنية: المكونات والوظائف
تم تصميم القوالب بعناية لتقديم نتائج متسقة ودقيقة في كل ضربة من ضربات المكبس.
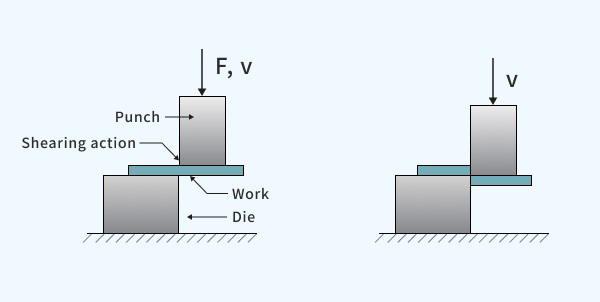
4.0عمليات القطع والتفريغ
تُستخدم قوالب القطع لقص الصفائح المعدنية إلى الأشكال المطلوبة. وتقوم بعدة عمليات محددة، مثل:
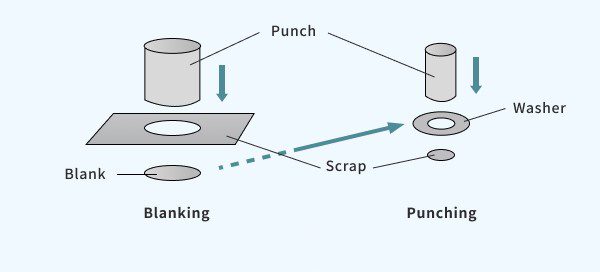
- التعتيم:قطع كامل الجزء الخارجي للقطعة من الورقة
- اللكم:إزالة الرصاص لتشكيل الثقوب أو الفتحات
- التشذيب:قطع المعدن الزائد من الأجزاء المشكلة
في هذه العمليات، يُعدّ الخلوص المناسب بين المثقب (الذكر) والقالب (الأنثى) أمرًا بالغ الأهمية. يعتمد هذا الخلوص على سُمك ودرجة صقل الخامة. بشكل عام، يتطلب الخام السميك أو الأكثر صلابة خلوصًا أوسع. أما المعادن الأكثر ليونة فتتيح اختراقًا أعمق للخامة.
5.0تشكيل القوالب وعملياتها الرئيسية
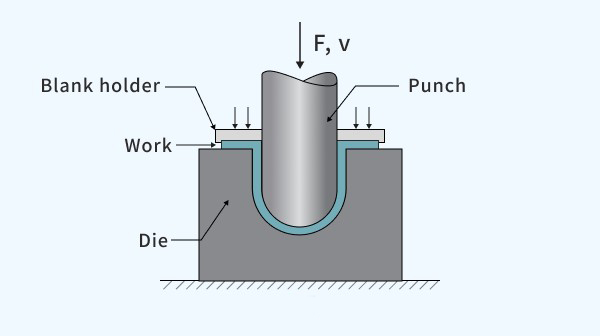
التشكيل هو تشكيل المعدن بناءً على محيط القالب، وليس عن طريق القطع. تشمل عمليات التشكيل الشائعة ما يلي:
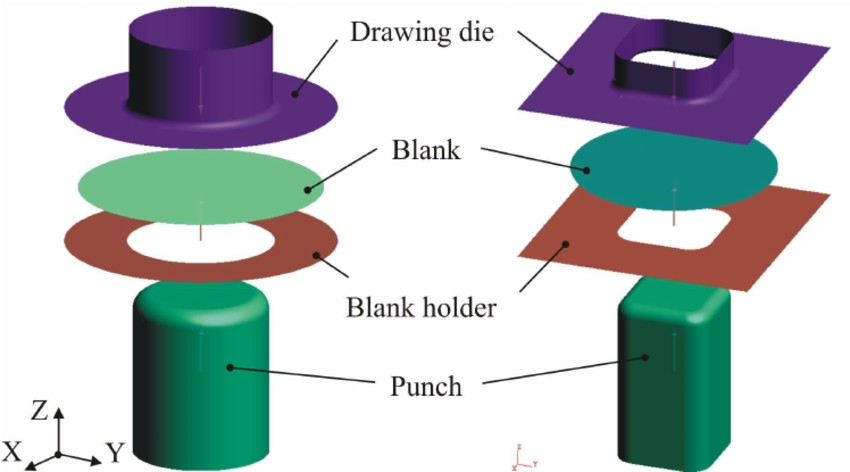
- رسم: سحب قطعة فارغة إلى تجويف القالب لإنشاء أشكال عميقة. يتطلب هذا حامل فارغ للتحكم في تدفق المعدن ومنع التجعد أو الكسر.
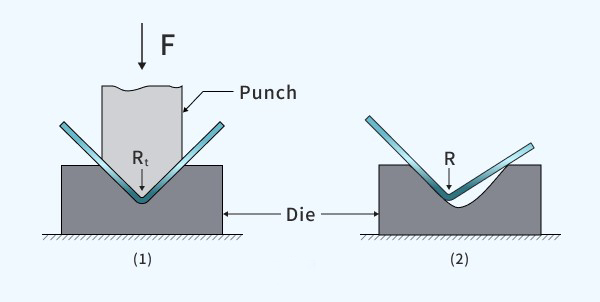
- ثني:إنشاء زوايا أو منحنيات محددة لإضافة الصلابة والشكل
- التشفيه:تشكيل امتدادات صغيرة بزاوية من الحواف لمزيد من القوة أو التثبيت
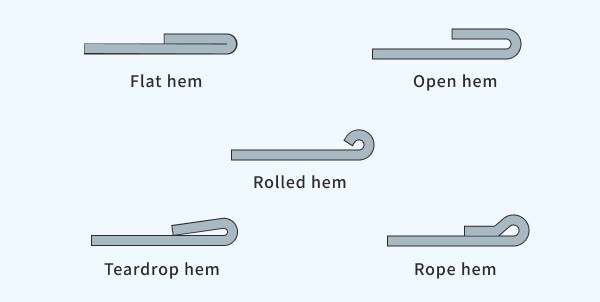
- هيمينغ:طي الحافة على نفسها لإنشاء حافة ناعمة للأجزاء المتزاوجة
تلعب كل عملية تشكيل دورًا في الهندسة الشاملة والقوة والوظيفة للجزء النهائي.
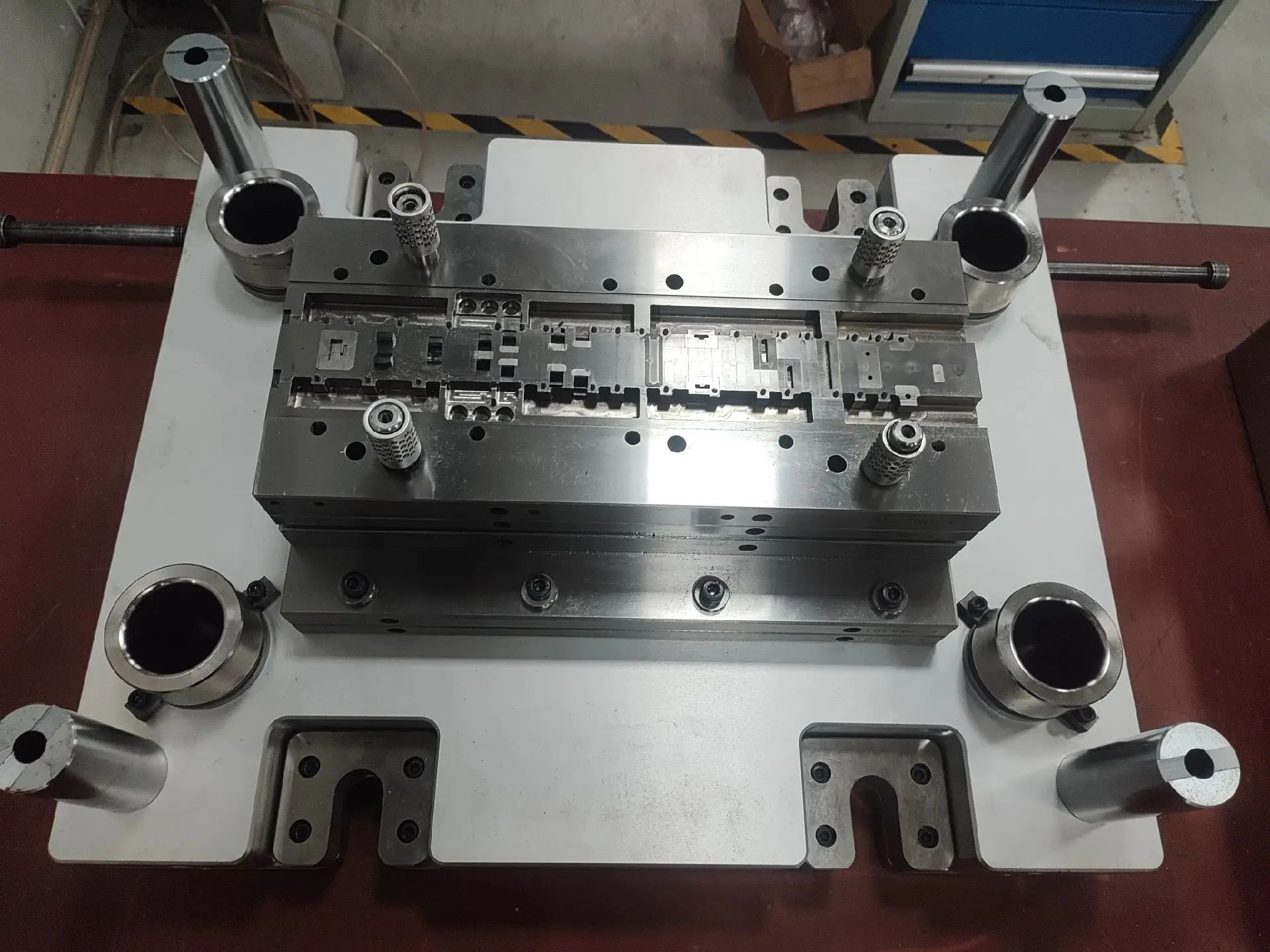
6.0قوالب محطة واحدة ومحطات متعددة
يمكن إجراء عمليات الختم باستخدام أنواع مختلفة من القوالب:
- قوالب محطة واحدة:
- قوالب مركبة:إجراء عمليات قطع متعددة، مثل التقطيع والثقب، في وقت واحد
- قوالب مركبة:دمج القطع والتشكيل في قالب واحد
قوالب محطات متعددة:
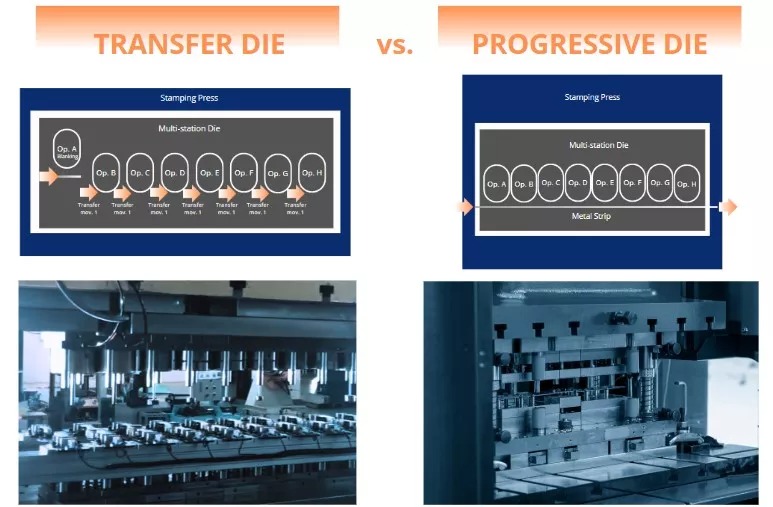
- قوالب تقدمية:استخدم موادًا مُغذّاة باللفائف، حيث تُنفّذ كل محطة خطوةً في عملية الختم. تبقى الأجزاء متصلةً عبر شريط ناقل حتى تتشكل وتُفصل تمامًا.
- قوالب النقل:استخدم قطعًا مقطوعة مسبقًا يتم نقلها ميكانيكيًا من محطة إلى أخرى داخل مجموعة القوالب نفسها
- خطوط الضغط الترادفية:عمليات واسعة النطاق حيث تقوم كل مكبس في السلسلة بأداء مهمة محددة (على سبيل المثال، الرسم أو التشذيب)
تتيح تكوينات القوالب المتنوعة هذه إنتاج أجزاء معقدة بكفاءة وإنتاجية عالية.
7.0أهمية تزييت القالب في عملية الختم
أثناء عملية الختم، يُولّد التلامس عالي الضغط بين الأداة وقاعدة المعدن احتكاكًا كبيرًا. يُقلّل التزييت هذا الاحتكاك، مما يُحسّن عمر الأداة، ويُخفّض الوزن المطلوب، ويُحسّن تشطيب السطح.
تشمل أنواع زيوت التشحيم الشائعة ما يلي:
- الزيوت المعدنية الخفيفة
- مركبات السحب عالية اللزوجة
- زيوت التشحيم القائمة على الزيت أو القابلة للذوبان في الماء أو الاصطناعية
يمكن تطبيقها عن طريق: - فرشاة أو أسطوانة يدوية
- أنظمة التنقيط
- بكرات آلية
- تطبيق الرش أو الغمر
يعد اختيار طريقة التشحيم والسائل المناسبين أمرًا ضروريًا لعملية تشكيل ناجحة ومتسقة.
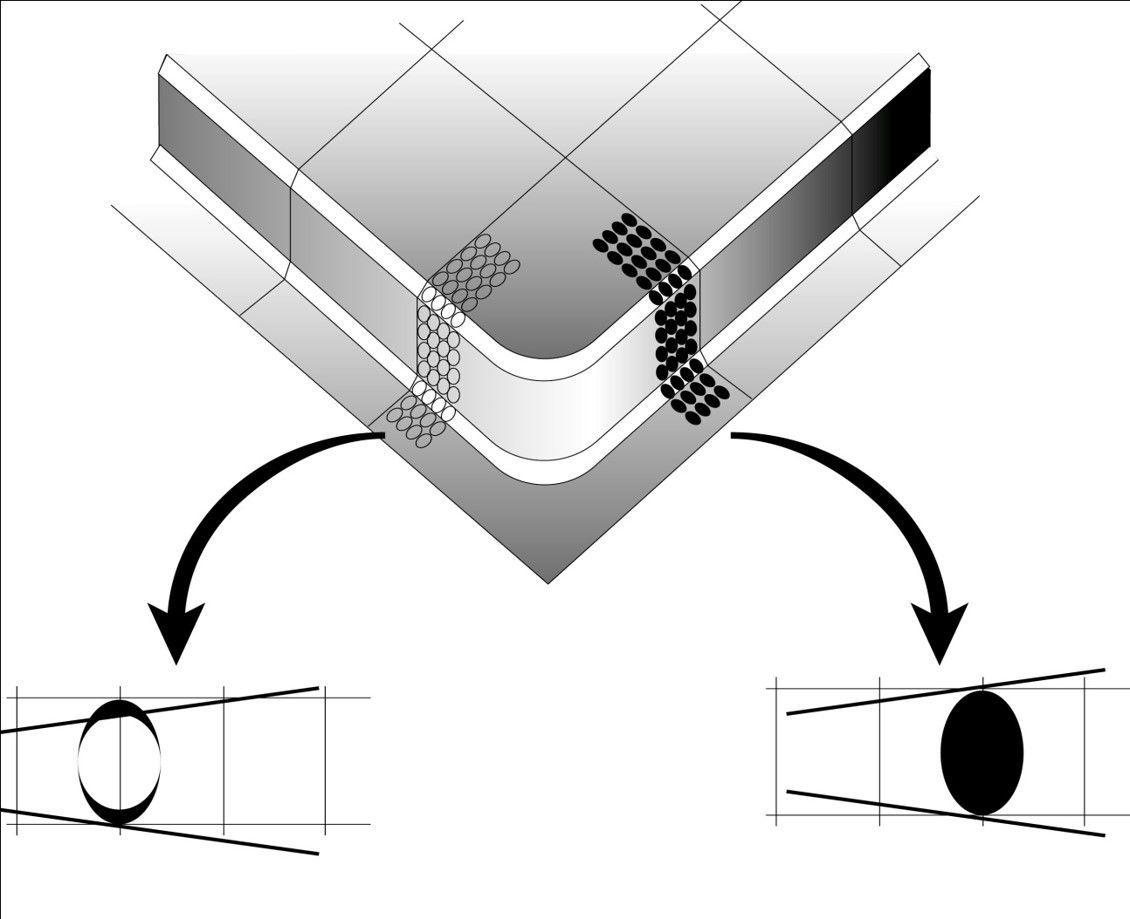
8.0تحليل الشبكة الدائرية (CGA): تحسين جودة الأجزاء المختومة
بتحليل الشبكة المشوهة، يستطيع صانعو القوالب تحديد مواضع تعديل القالب اللازمة. تُكرر العملية حتى يفي الجزء النهائي بمتطلبات الجودة.
9.0استخدام نمذجة العناصر المحدودة (FEM) في تصميم القالب
لتقليل الوقت المستغرق في التجربة والخطأ، يستخدم المهندسون بشكل متزايد أدوات المحاكاة مثل نمذجة العناصر المحدودة (FEM)يتيح نموذج العناصر المحدودة (FEM) تحليلًا افتراضيًا لعمليات التشكيل المعقدة، مثل السحب العميق، والتنبؤ بسلوك المواد قبل بناء الأدوات المادية. وهذا يُساعد على:
- تقليل إعادة عمل الأدوات
- تحسين شكل وحجم الفراغ
- تأكد من إمكانية تصنيع الأجزاء قبل تصنيع القالب
يؤدي استخدام تقنية FEM مع CGA والحرفية المتخصصة إلى سير عمل ختم أكثر كفاءة وأجزاء ذات جودة أعلى.
10.0الأسئلة الشائعة: ختم الصفائح المعدنية والقوالب
س1: ما هو الفرق بين القطع والختم في ختم الصفائح المعدنية؟
أ1: التقطيع هو قطع المحيط الخارجي للقطعة من الورقة، بينما التثقيب هو إزالة قطعة صغيرة لإنشاء ثقب أو فتحة داخل القطعة. وتُنفَّذ كلتا العمليتين باستخدام قوالب القطع.
س2: ما الفرق بين القوالب التقدمية والقوالب الانتقالية؟
أ2: تُغذّي القوالب التقدمية مخزون الملف عبر محطات قوالب متعددة، حيث تُجري كل محطة عملية مختلفة على شريط مستمر. تنقل قوالب النقل الفراغات الفردية من محطة إلى أخرى باستخدام أنظمة نقل ميكانيكية.
س3: لماذا تعتبر إزالة القالب مهمة جدًا في عمليات التثقيب؟
أ3: يضمن خلوص القالب المناسب قطعًا نظيفة، ويمنع النتوءات، ويقلل من تآكل الأداة. يجب تعديل الخلوص بناءً على سمك القالب وخصائص المادة.
س4: ما الذي يسبب التجاعيد أو التمزق أثناء السحب العميق؟
أ4: ضعف قابلية التشكيل، أو عدم كفاية قوة تثبيت القالب، أو التصميم الخاطئ للثقب/القالب، قد يؤدي إلى التجعد أو الترقق أو التمزق. عادةً ما يتم تحديد هذه العيوب وتصحيحها من خلال تحليل CGA أو FEM.
س5: ما نوع مادة التشحيم التي يجب استخدامها في ختم المعادن؟
أ5: يعتمد اختيار مواد التشحيم على نوع العملية والمادة المستخدمة. تُستخدم الزيوت الخفيفة عادةً في عمليات التشكيل الخفيفة، بينما قد يتطلب السحب الثقيل مركبات صناعية عالية اللزوجة. كما تؤثر طريقة الاستخدام على الكفاءة.
س6: هل يمكن لقالب واحد أن يقوم بعمليات متعددة؟
أ6: نعم. يمكن للقوالب المركبة والمركبة تنفيذ عمليات القطع والثقب والتشكيل في آنٍ واحد. تُجري القوالب متعددة المحطات، مثل الأنظمة التدريجية أو أنظمة النقل، عمليات متسلسلة عبر محطات منفصلة.
س7: كيف يعمل نمذجة العناصر المحدودة على تحسين تصميم القالب؟
أ7: يحاكي نموذج FEM تدفق المواد وتشوهها قبل تصنيع الأدوات. فهو يحدد مناطق الأعطال المحتملة، ويقلل من إعادة العمل، ويضمن إنتاج القطع بدقة وكفاءة.
مراجع
https://www.tldmetal.com.tw/news_detail/21.htm




