
- 1.0ما هو قطع المعادن ولماذا هو مهم في التصنيع؟
- 2.0كيفية استخدام النشر في قطع المعادن: شرح أنواع المناشير والشفرات
- 3.0ما هو التشكيل في الآلات؟ كيف تُنشئ آلات التشكيل أسطحًا مستوية؟
- 4.0ما هو التثقيب في التصنيع؟ كيف يُنتج التثقيب أشكالًا داخلية معقدة؟
- 5.0ما هو الحفر والتوسيع والتثقيب والنقر في التصنيع؟
- 6.0ما هي عملية الطحن وغيرها من عمليات التصنيع الكاشطة؟
- 7.0ما هو الخراطة في التشغيل الآلي؟ فهم عمليات المخرطة وطرق تثبيت العمل
- 8.0ما هو الطحن في التصنيع؟ أنواعه، ديناميكيات القطع، وأساسيات مسار الأداة
- 9.0تثبيت العمل لعمليات الطحن: التركيبات والمشابك والإعدادات
- 10.0الأسئلة الشائعة
1.0ما هو قطع المعادن ولماذا هو مهم في التصنيع؟
قطع المعادن عملية تشغيل آلي تُزيل المواد من قطعة العمل، وذلك أساسًا من خلال التشوه البلاستيكي والقص، مما يُشكل شظايا صغيرة. تُعد هذه العملية أساسية في التشغيل الآلي، وتُستخدم لتشكيل القطع بأبعاد دقيقة.
طرق قطع المفاتيح
تشمل عمليات القطع الشائعة ما يلي:
- نشر
- التشكيل / التخطيط
- التثقيب
- حفر
- طحن
- الدوران
- الطحن
وعلى الرغم من اختلاف الأدوات والآلات، فإن كل هذه العمليات تعتمد على نفس الآلية الأساسية: تطبيق قوى القطع التي تحفز قص البلاستيك لإزالة المواد، وهي آلية يتم تبسيطها في كثير من الأحيان باستخدام نظرية القطع المتعامد.
مع ذلك، تتضمن العمليات الفعلية، مثل الطحن أو التجليخ، قطعًا مائلًا بميكانيكا أكثر تعقيدًا. بينما تُقدم نظرية القطع المتعامد رؤى أساسية، تتضمن العمليات الفعلية، مثل الطحن والتجليخ، قطعًا مائلًا بميكانيكا أكثر تعقيدًا.
2.0كيفية استخدام النشر في قطع المعادن: شرح أنواع المناشير والشفرات
ما هو النشر في تشغيل المعادن؟
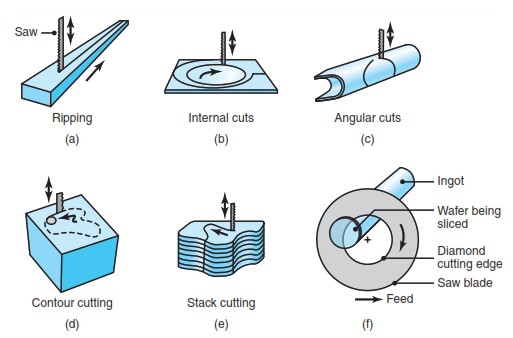
نشر هي عملية تشغيل أساسية تُستخدم لتقطيع المواد الخام الكبيرة إلى قطع أصغر قابلة للتشغيل. غالبًا ما تُجرى هذه العملية باستخدام آلات المنشار الشريطي أو متكاملة في أنظمة النشر CNC للإنتاج بكميات كبيرة. عادةً ما تكون هذه هي الخطوة الأولى في تصنيع الأجزاء المعدنية، حيث يتم إجراء عمليات قطع أولية قبل التشغيل الدقيق.
أنواع المناشير المستخدمة في قطع المعادن
- منشارا
- يستخدم مستقيم شفرة في الحركة الترددية.
- يتم تشغيلها عادة يدويًا أو بمساعدة طاقة بسيطة.
- مثالية لقطع أقسام صغيرة أو للاستخدام في ورشة العمل.
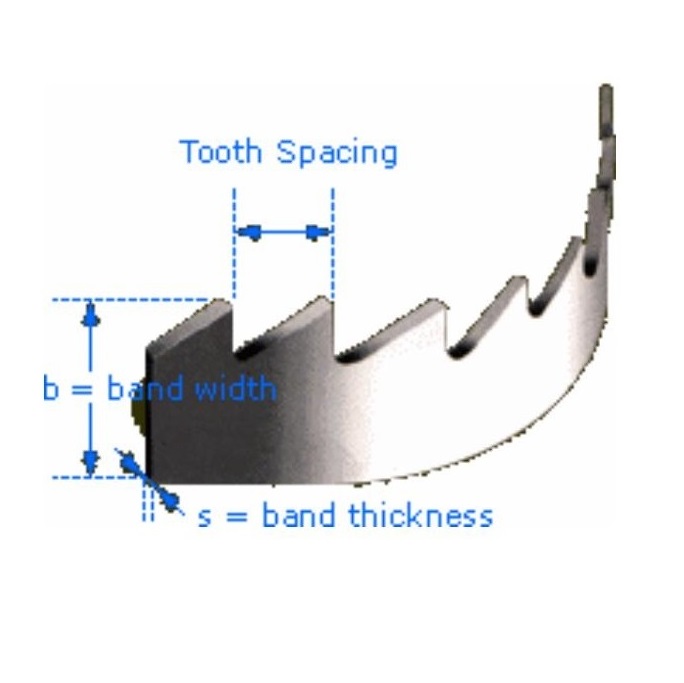
- المنشار الحزامي
- يتميز بـ شفرة حلقية الذي يتحرك بشكل مستمر في اتجاه واحد.
- مناسب ل قطع دقيقة ومتواصلة في مواد مختلفة.
- منشار دائري
- مجهزة بـ شفرة دوارة على شكل قرص.
- العروض قطع سريعة ونظيفة، تستخدم غالبًا في العمليات عالية الحجم أو المحمولة.




اختيار شفرة المنشار المناسبة للمادة
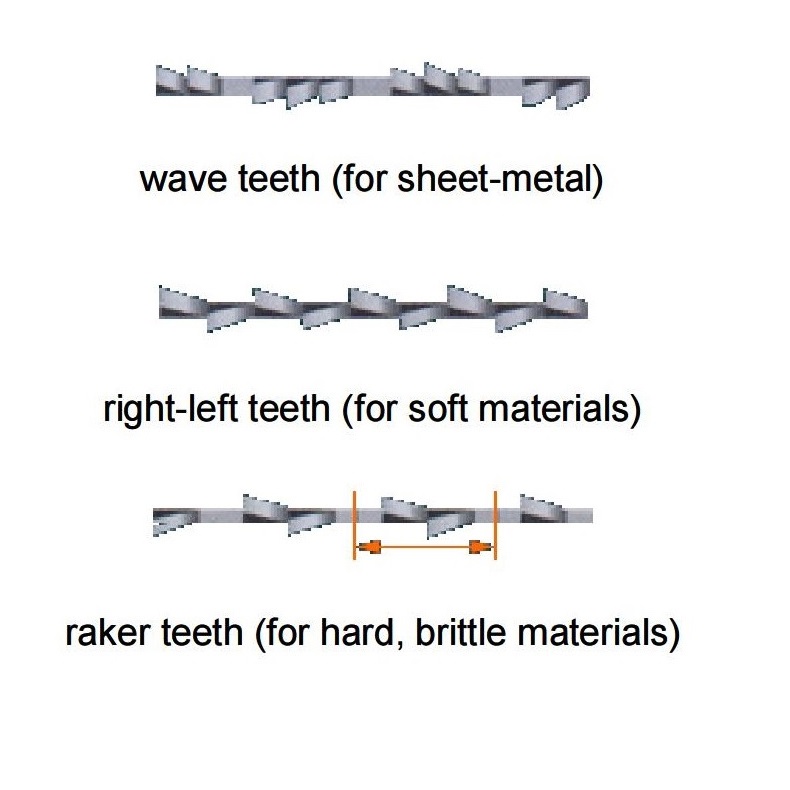
- أسنان الموجة
- الأفضل ل صفائح معدنية رقيقة
- أسنان الشفرة متموجة، مما يقلل الحرارة ويحسن إخراج الرقائق.
- الأسنان اليمنى واليسرى (الأسنان الثابتة)
- يستخدم ل ناعم مواد مثل الألومنيوم أو البلاستيك.
- تتحرك الأسنان في اتجاهات متبادلة لتوسيع القطع وتقليل الالتصاق.
- أسنان راكر
- تُستخدم عادةً للمواد الصلبة، مثل الفولاذ السبائكي، أو الفولاذ الكربوني، أو الحديد الزهر.
- يتم تجميع الأسنان في أنماط لتسهيل القطع والتحكم في الرقائق.
تطبيقات النشر النموذجية
يتم استخدام النشر عادة لـ:
- قطع المواد الخام إلى الطول المطلوب
- تحضير الفراغات للتحويل أو الطحن أو الحفر
- إزالة المواد الزائدة من الأجزاء المصبوبة أو المزورة
3.0ما هو التشكيل في الآلات؟ كيف تُنشئ آلات التشكيل أسطحًا مستوية؟
ما هو التشكيل في الآلات؟ وكيف يُنتج أسطحًا مستوية؟
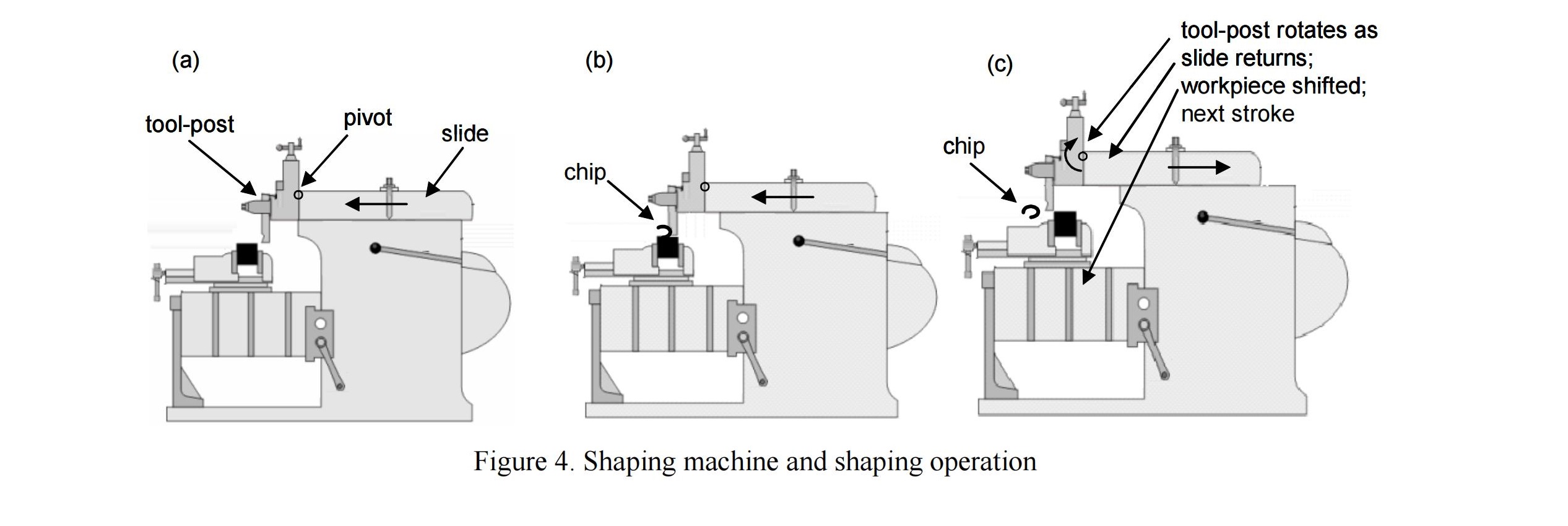
تشكيل هي عملية قطع المعادن التي تستخدم أداة قطع ذات نقطة واحدة، يتم تشغيلها عادة على آلات التشكيل الميكانيكية أو الهيدروليكية، أو في بعض الأحيان على مخرطة تشكيل عالمية لأعمال غرفة الأدوات. يُستخدم بشكل أساسي لإنشاء الأسطح المسطحة أو المستوية، وخاصة على كتل مستطيلة من المعدن.
غالبًا ما تعمل هذه الأسطح المستوية كهندسة أساسية لعمليات التصنيع الأخرى مثل الطحن أو حفر.
كيف تعمل آلة التشكيل
- ال أداة القطع يتم تثبيته على عربة ويتحرك ذهابًا وإيابًا على طول مسار أفقي مستقيم.
- فقط إلى الأمام سكتة دماغية يقوم بعملية القطع، وتكون ضربة العودة في وضع الخمول.
- ال تظل قطعة العمل ثابتة، عادة ما يتم تثبيتها على طاولة الماكينة.
- بعد كل ضربة، قد تقوم الطاولة بتغذية قطعة العمل قليلاً للضربة التالية.
تطبيقات التشكيل في تشغيل المعادن
- إنتاج الأسطح المسطحة على كتل الفولاذ أو الحديد الزهر أو الألومنيوم.
- تحضير قطع العمل لمزيد من التصنيع (على سبيل المثال، الطحن أو الطحن).
- إنشاء مفاتيح أو أخاديد أو فتحات داخلية باستخدام أدوات خاصة.
- مناسب ل إنتاج منخفض إلى متوسط الحجم و أعمال الإصلاح.
مزايا التشكيل
- تصميم وتشغيل الآلة بسيط.
- فعالة من حيث التكلفة للوظائف ذات الدفعات الصغيرة أو أعمال غرفة الأدوات.
- يمكن إنتاج أسطح مستوية دقيقة مع الإعداد المناسب.
4.0ما هو التثقيب في التصنيع؟ كيف يُنتج التثقيب أشكالًا داخلية معقدة؟
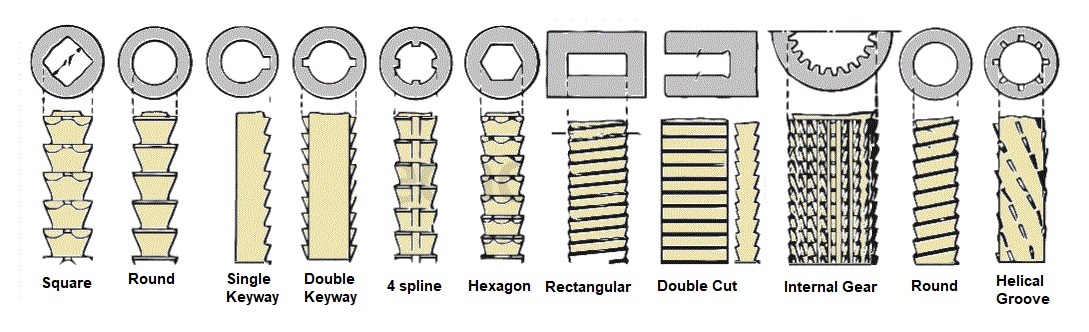
التثقيب هي عملية تصنيع عالية الدقة وعالية الكفاءة تستخدم في المقام الأول لـ إنتاج متسلسل من الأجزاء مع الهندسة الداخلية المعقدة، خصوصاً ثقوب غير دائرية، أو الخطوط المنحنية، أو المفاتيح.
كيف تعمل عملية التثقيب
- أ أداة الثقب يتكون من شريط طويل مع سلسلة من قطع الأسنان مرتبة تدريجيا على طولها.
- كما هو الحال مع المثقب سحب أو دفع من خلال قطعة العمل، كل سن يزيل شريحة صغيرة من المواد.
- ال الأسنان الأولية إجراء قطع خشن، وإزالة غالبية المواد.
- ال الأسنان النهائية يمد قطع التشطيب، تحديد الهندسة النهائية الدقيقة بدقة عالية وجودة السطح.
- ال شكل الأسنان الأخيرة يتوافق مع الشكل الداخلي النهائي المطلوب للجزء.



تطبيقات التثقيب
- التصنيع مفاتيح, الخطوط الداخلية, ثقوب غير مستديرة، و فتحات
- شائعة في الصناعات مثل السيارات, الفضاء الجوي، و الأدوات
- مناسب ل إنتاج بكميات كبيرة حيث تكون هناك حاجة إلى التسامحات الضيقة
مزايا التثقيب
- ينتج الأشكال الداخلية المعقدة في مرور واحد
- العروض تشطيب سطحي ممتاز و دقة الأبعاد
- عالي القدرة على التكرار و كفاءة زمن الدورة للإنتاج الضخم
5.0ما هو الحفر والتوسيع والتثقيب والنقر في التصنيع؟
نظرة عامة على عمليات الحفر والتوسيع والتثقيب والنقر
تُستخدم هذه الطرق الأربع للتصنيع لإنتاج ثقوب من أنواع مختلفة. وتُنفَّذ عادةً باستخدام مكابس الحفر, آلات الحفر الشعاعية، أو مراكز تصنيع CNC، اعتمادًا على متطلبات الدقة، ينتج الحفر ثقوبًا مستديرة من أنواع مختلفة؛ ويُستخدم التوسيع لتحسين التسامح البعدي للثقب المحفور؛ ويستخدم التثقيب آلة خاصة تعمل مثل المخرطة لقطع ثقوب عالية الدقة؛ ويؤدي النقر إلى إنشاء خيوط لولبية في الثقوب المحفورة.
كيفية عمل الحفر: هندسة الحفر الملتوي وعملية القطع
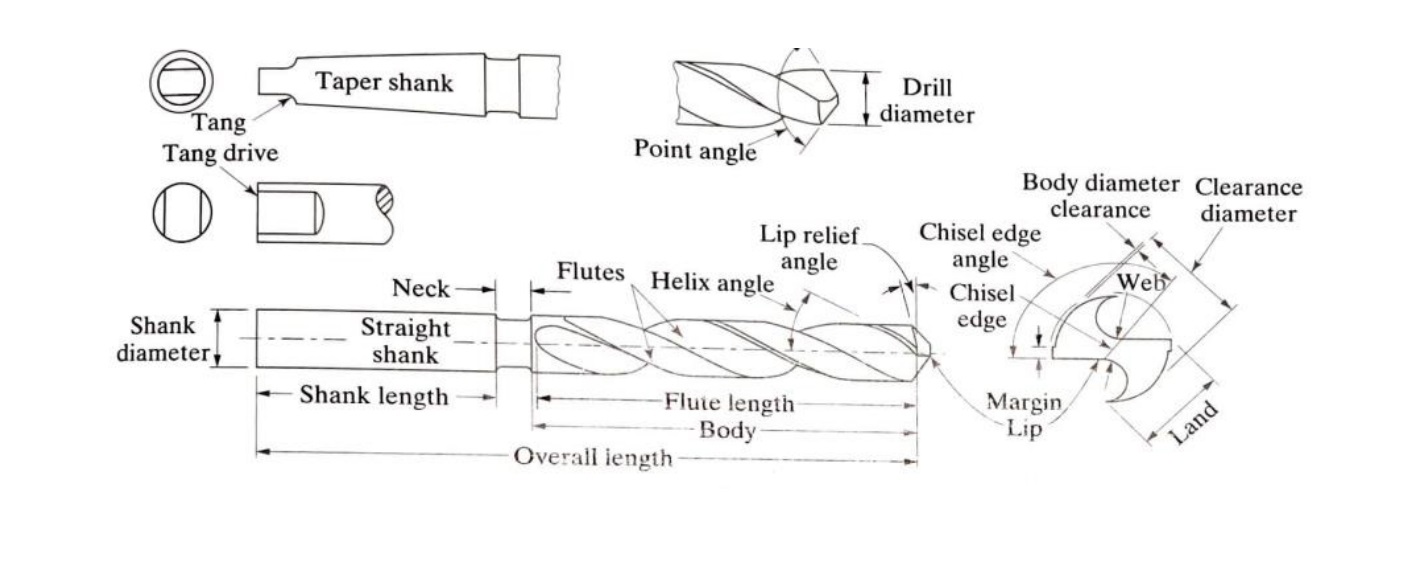
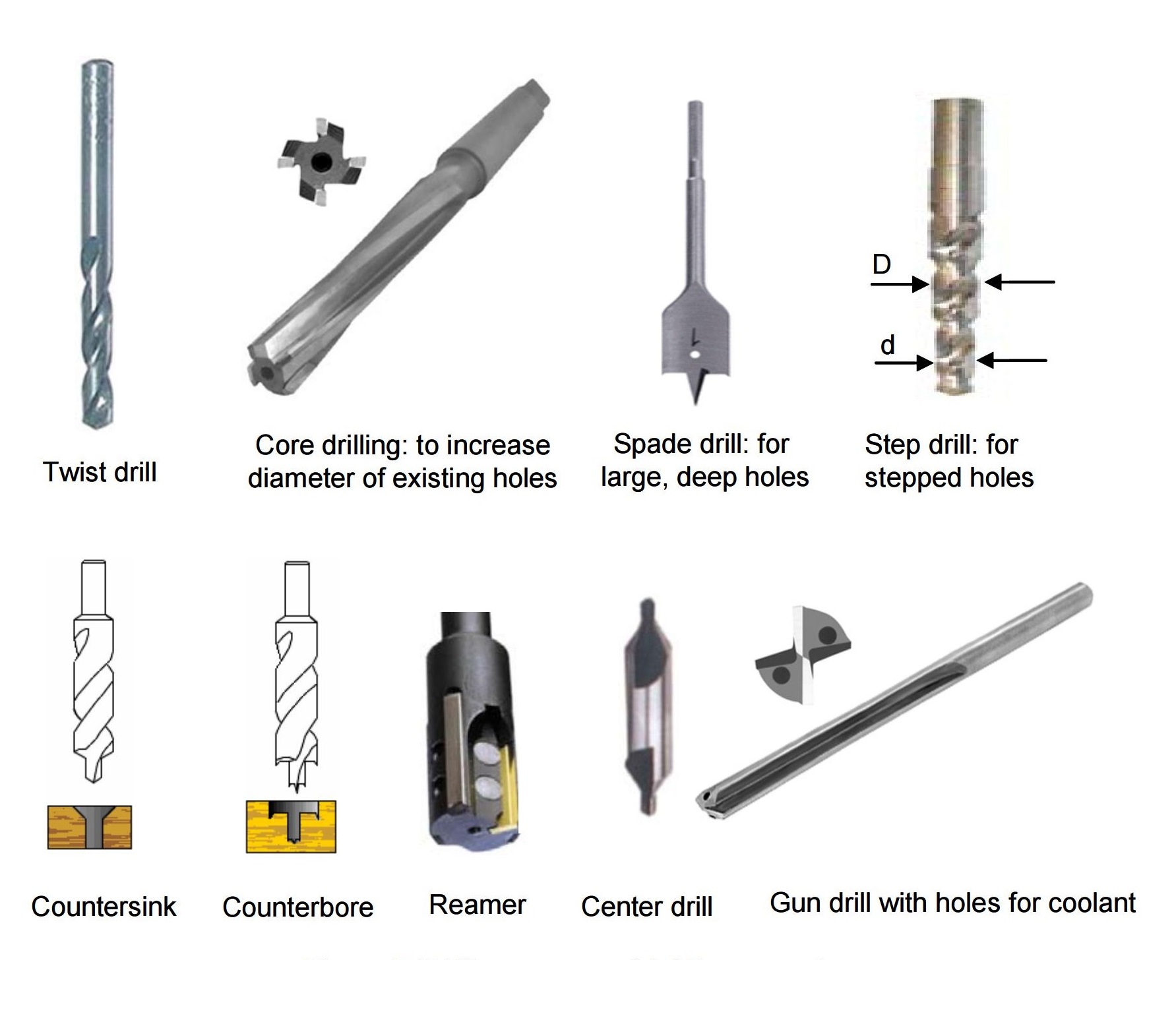
هندسة أداة الحفر اللولبية الشائعة (تُسمى لقمة الحفر) معقدة. فهي تحتوي على أسنان قطع مستقيمة في الأسفل - وهي المسؤولة عن معظم قطع المعدن - وأسنان قطع منحنية على طول سطحها الأسطواني. تُسمى الأخاديد التي تُحدثها الأسنان الحلزونية بالأخاديد، وهي مفيدة لدفع الرقائق من الثقب أثناء تشغيله.
السرعة عند رأس المثقاب صفر، لذا لا تُجري هذه المنطقة من الأداة قطعًا كبيرًا. لذلك، من الشائع حفر ثقب صغير، يُسمى ثقبًا مركزيًا، قبل الحفر. تُصنع الثقوب المركزية باستخدام أدوات خاصة تُسمى مثاقب المركز، والتي تُساعد أيضًا على محاذاة لقمة المثقاب مع مركز الثقب.
حقائق رئيسية حول أدوات الحفر والعمليات
- مواد شائعة لقمة الحفر:الفولاذ المقسى (الفولاذ عالي السرعة، الفولاذ المغطى بنتريد التيتانيوم)؛ بالنسبة للمواد الأكثر صلابة، يتم استخدام المثاقب ذات الإدخالات المصنوعة من الكربيد أو CBN.
- اختيار زاوية النقطة:تتميز المثاقب المستخدمة في قطع المواد الأكثر ليونة بزوايا نقطية أصغر، في حين تتميز المثاقب المستخدمة في قطع المواد الصلبة والهشة بزوايا نقطية أكبر.
- حفر الثقوب العميقة باستخدام البندقيةعندما تكون نسبة طول الثقب إلى قطره كبيرة، يلزم استخدام دعامة توجيه خاصة ومثاقب طويلة. يُستخدم ثقب البندقية للثقوب التي يبلغ قطرها بضعة مليمترات أو أكثر، ونسبة طول إلى قطر تصل إلى 300، مثل سبطانة البندقية.
- القيود المفروضة على الثقوب الصغيرة:لا يصلح الحفر للثقوب التي يقل حجمها عن 0.5 مم، حيث قد تنكسر الأدوات وتعلق.
- دقة حجم الثقب:عادةً ما تكون الثقوب المحفورة أكبر قليلاً من قطر المثقاب المقاس بسبب الاهتزاز وسوء المحاذاة وعوامل أخرى.
- التوسيع من أجل التسامحات الضيقةللحصول على أقطار ثقوب دقيقة، يُحفر ثقب أصغر قليلاً أولاً، ثم يُثقب. يُزيل الثقب كمية قليلة من المادة، ولكنه يُوفر دقة أبعاد ممتازة.
- مثقاب المجرفة للحفر الكبيرة والعميقة:تستخدم لتصنيع ثقوب ذات قطر كبير أو عميق.
- مثاقب غاطسة ومثاقب غاطسة:تحتوي على أقطار متعددة لإنشاء فتحات مشطوفة أو متدرجة للبراغي أو البراغي؛ حيث يستوعب القطر الأكبر رأس البرغي أو البراغي.
- التنصت على الخيوط الداخلية:يتم قطع الخيوط الداخلية في الثقوب المحفورة باستخدام أدوات التنصت.
عملية التوسيع: تحسين التسامح البعدي
يُستخدم التوسيع بعد الحفر لتحسين تفاوت الأبعاد وتشطيب السطح. يتميز بمعدل إزالة منخفض للمواد وعمق قطع منخفض، ولكنه يوفر دقة ممتازة.
عملية الحفر: قطع ثقوب عالية الدقة
يستخدم التثقيب آلة خاصة تعمل مثل المخرطة لتكبير الثقوب وصقلها بدقة عالية. وهو مناسب للتطبيقات التي تتطلب تفاوتات دقيقة وأسطحًا ناعمة.
عملية النقر: إنشاء خيوط لولبية داخلية
يُنتج النقر خيوطًا لولبية داخلية في الثقوب المحفورة. تُستخدم أداة النقر للخيوط الداخلية، بينما تُقطع الخيوط الخارجية في الأجزاء الأسطوانية باستخدام قالب النقر.

6.0ما هي عملية الطحن وغيرها من عمليات التصنيع الكاشطة؟
نظرة عامة على عمليات الطحن والمعالجة الكاشطة
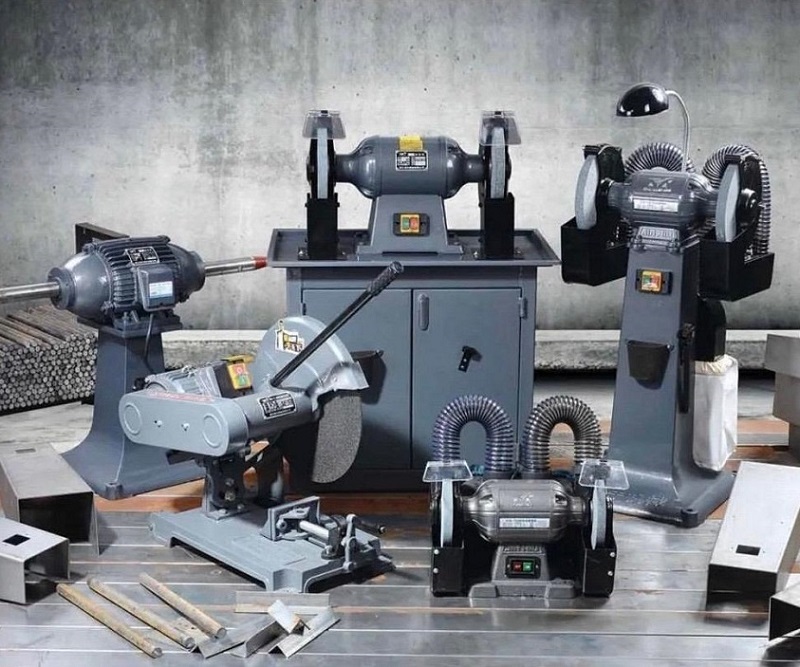
تستخدم الآلات الكاشطة أدوات مصنوعة من جزيئات دقيقة وصلبة من مواد بلورية. تتميز الجزيئات الكاشطة بأشكال غير منتظمة وحواف حادة، مما يؤدي إلى إزالة كميات ضئيلة جدًا من المواد عند نقاط تلامس عشوائية. يُحسّن استخدام عدد كبير من الجزيئات من تأثير القطع على السطح، مما يُنتج تشطيبًا سطحيًا ممتازًا وتحكمًا في الأبعاد، حتى مع قطع العمل الصلبة أو الهشة.
كما يتم استخدام الطحن على نطاق واسع لتصنيع المواد الهشة باستخدام مختلف مطاحن، مثل مطاحن السطح, مطاحن أسطوانية، أو ماكينات الطحن CNC، والتي لا يمكن معالجتها بسهولة بطرق القطع التقليدية بسبب الكسور العشوائية والتشققات.
التطبيقات الرئيسية للطحن والمعالجة الكاشطة
1. تحسين تشطيب السطح للأجزاء المصنوعة بعمليات أخرى
- مثال (أ):يتم تصنيع قالب حقن الفولاذ أولاً عن طريق الطحن؛ ويتم تحسين سطحه للحصول على تدفق بلاستيكي أفضل، إما عن طريق الطحن اليدوي باستخدام أدوات الطحن المصممة أو عن طريق الطحن الكهربائي.
- مثال (ب):يتم تشغيل الأسطح الداخلية لأسطوانات محرك السيارة على مخرطة، ثم يتم طحنها، ثم يتم صقلها وصقلها للحصول على ملمس يشبه المرآة.
- مثال (ج):يتم استخدام ورق الصنفرة لتنعيم الأسطح الخشبية المقطوعة بشكل خشن.
2. تحسين التسامح الأبعادي للأجزاء
- مثال (أ):يتم تشكيل المحامل الكروية في أشكال دائرية أولية، ثم يتم طحنها في قوالب طحن مشكلة خصيصًا لتحقيق أقطار دقيقة للغاية (≤15 ميكرومتر).
- مثال (ب):السكاكين مصنوعة من الفولاذ المطروق، ثم يتم تقويتها، وأخيراً يتم طحنها للحصول على حافة قطع حادة.
3. قطع المواد الصلبة والهشة
مثال (أ)تُصنع رقائق الدوائر المتكاملة شبه الموصلة من السيليكون. يُقطع قضيب بلوري سيليكوني طويل (قطره 8 سم، أو 15 سم، أو 30 سم؛ ويصل طوله إلى 200 سم) إلى رقائق رقيقة باستخدام عجلة كاشطة ماسية.
4. إزالة المواد غير المرغوب فيها من عمليات القطع
مثال (أ): الحفر والطحن غالبًا ما تترك شقوقًا صغيرة حادة، تُسمى نتوءات، على طول حواف السطح. تُستخدم عجلات الطحن المدببة لإزالة النتوءات.
المواد الكاشطة الشائعة
- أكسيد الألومنيوم وكربيد السيليكون:المواد الكاشطة الشائعة للتطبيقات العامة.
- المواد الكاشطة الفائقة (CBN ومسحوق الماس):تستخدم للمواد الأكثر صلابة والتطبيقات عالية الدقة.
- الخصائص الرئيسيةصلابة عالية وقابلية تفتت عالية. تشير قابلية التفتت إلى هشاشة جزيئات المواد الكاشطة، مما يؤدي إلى تكسرها وتكوين حواف حادة جديدة أثناء الاستخدام.
الأدوات الكاشطة ومواد الترابط
تحتوي الأدوات الكاشطة على حبيبات كاشطة ملتصقة بالراتنج، أو المطاط المقوى، أو المعدن، أو السيراميك. يجب أن تكون مادة الربط أنعم من المادة الكاشطة للسماح بتحرر حبيبات الكاشطة البالية، مما يُظهر حواف القطع الجديدة باستمرار.
حجم الحبيبات واللمسة النهائية للسطح:
توفر الحبيبات الخشنة (عدد حجم الحبيبات الصغير، على سبيل المثال، 10) معدلات إزالة عالية للمواد.
تنتج الحبيبات الدقيقة (عدد كبير من حجم الحبيبات، على سبيل المثال، 100) تشطيبات سطحية أفضل.
يظهر هذا التصنيف لحجم الحبيبات بوضوح في درجات ورق الصنفرة.



أنواع آلات الطحن وعملياتها
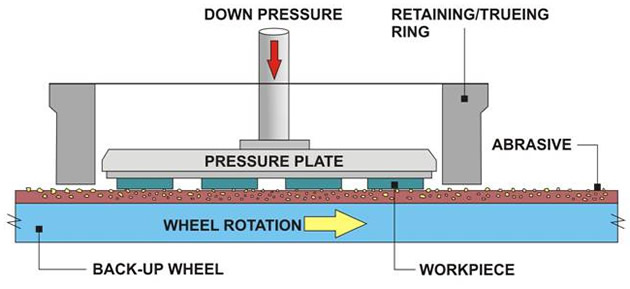
- مطاحن السطح:إنتاج أسطح مستوية. تُثبَّت قطعة العمل على طاولة مسطحة، غالبًا بواسطة تثبيت مغناطيسي للأجزاء الفولاذية، وتُدار بشكل ترددي على طول المحور السيني، بينما تنخفض عجلة الطحن على طول المحور العُماني.
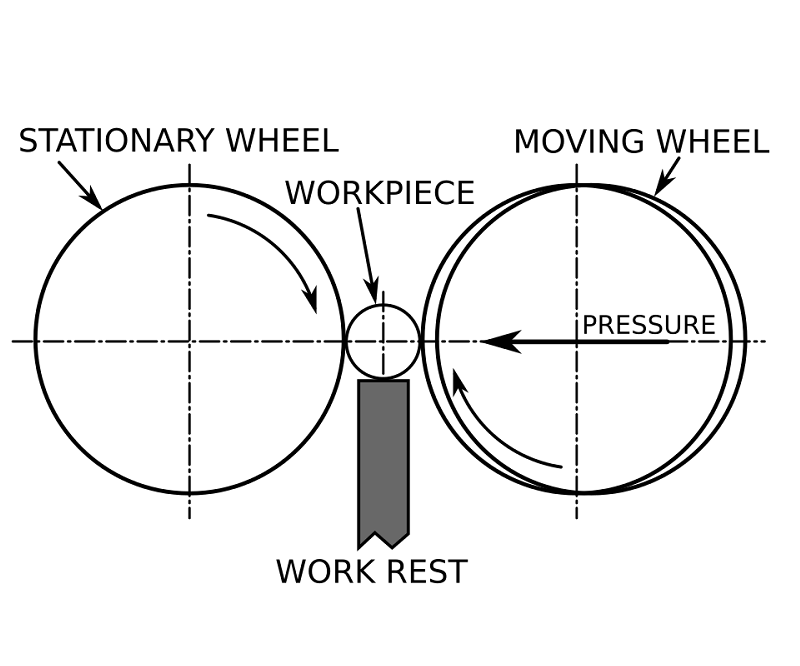
- مطاحن بدون مركز: يُستخدم للأجزاء الأسطوانية التي تتطلب تحكمًا دقيقًا في الأبعاد. تُحرّك المحاور غير المتوازية لعجلة التنظيم وعجلة الطحن القطعة محوريًا للتحكم في وقت الطحن.
- مطاحن أسطوانية: يُستخدم للأجزاء المُخرطة ذات الأشكال المُعقدة (مثل الأعمدة المُدرجة). عجلات الطحن المُصممة خصيصًا تُناسب شكل قطعة العمل.

ما هو الشحذ في التشغيل الآلي؟ تحسين أسطوانة الأجزاء الأسطوانية
يُحسّن الشحذ من تحمّل شكل الأسطح الأسطوانية، وخاصةً الشكل الأسطواني. تتكون أداة الشحذ من قضيب معدنيّ مُزوّد بأحجار شحذ مُرتبة بشكل دائري، تُفرك على طول السطح أثناء الدوران والحركة المحورية. تُظهر الأسطح المصقولة علامات خدش حلزونية مُتقاطعة مميزة.
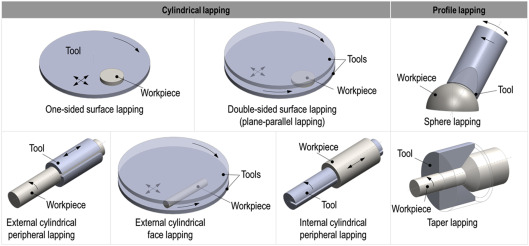
عملية التلميع للحصول على تشطيب فائق الدقة للأسطح
الصقل عملية تشطيب باستخدام أداة معدنية أو جلدية أو قماشية مُشبّعة بجسيمات كاشطة دقيقة للغاية. لتحضير رقاقة السيليكون، يدور قرص معدني مسطح قليلاً فوق القطعة، محمّل بطبقة من عجينة تحتوي على حبيبات كاشطة دقيقة. تُنتج حركة العجينة تشطيبات فائقة الدقة، محققةً تفاوتات أبعادية ≥ 0.5 ميكرومتر، وتشطيبات سطحية تصل إلى 0.1 ميكرومتر.
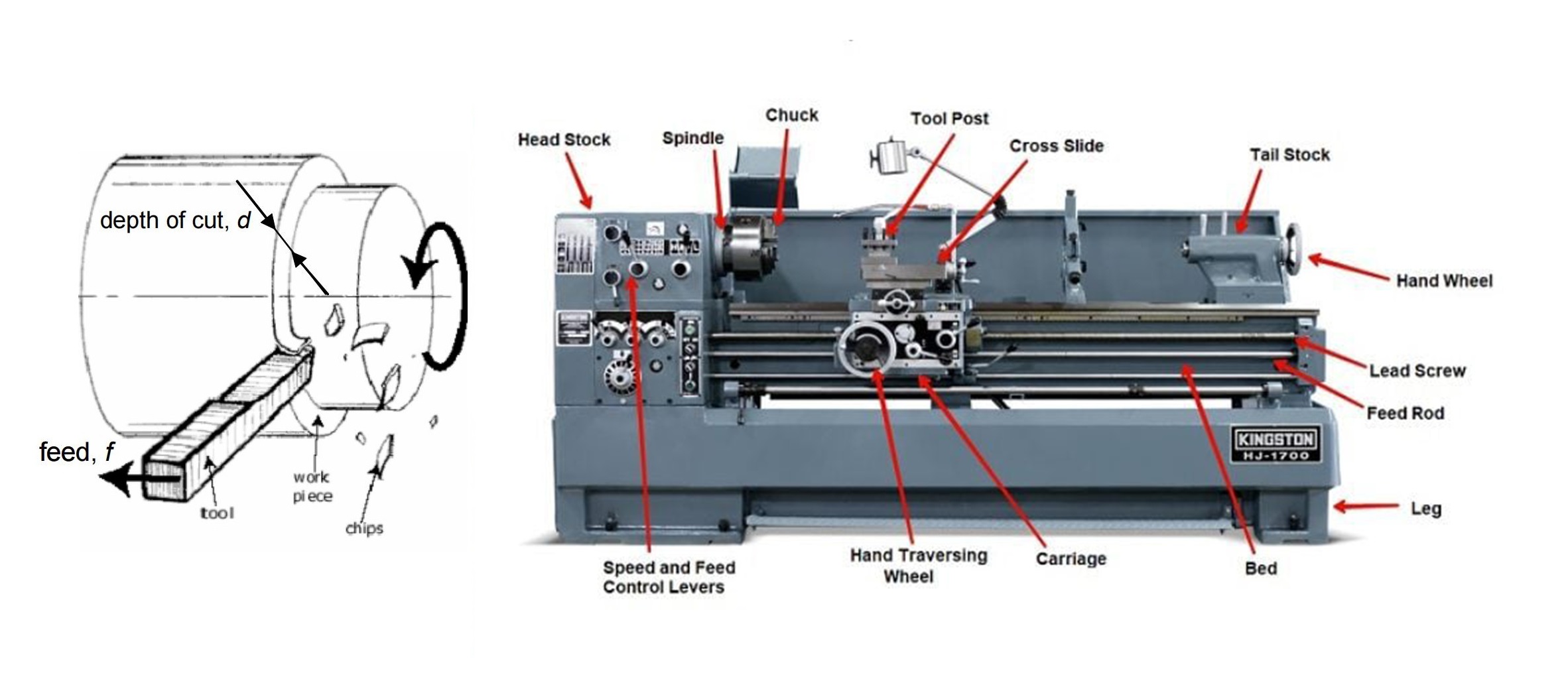
7.0ما هو الخراطة في التشغيل الآلي؟ فهم عمليات المخرطة وطرق تثبيت العمل
نظرة عامة على عملية الخراطة
الخراطة هي عملية تشغيل آلي تدور فيها قطعة العمل على أداة قطع ثابتة مثبتة على مخرطة، مما يؤدي إلى إزالة المواد لتشكيل أشكال دوارة. تدور قطعة العمل بينما تُغذّى أداة القطع عليها. عادةً ما تكون المادة الخام أسطوانية، وتكون الأجزاء المخرطة متماثلة دورانيًا، مما يعني أن جميع الأسطح المقطوعة بالمخرطة هي أسطح دورانية.
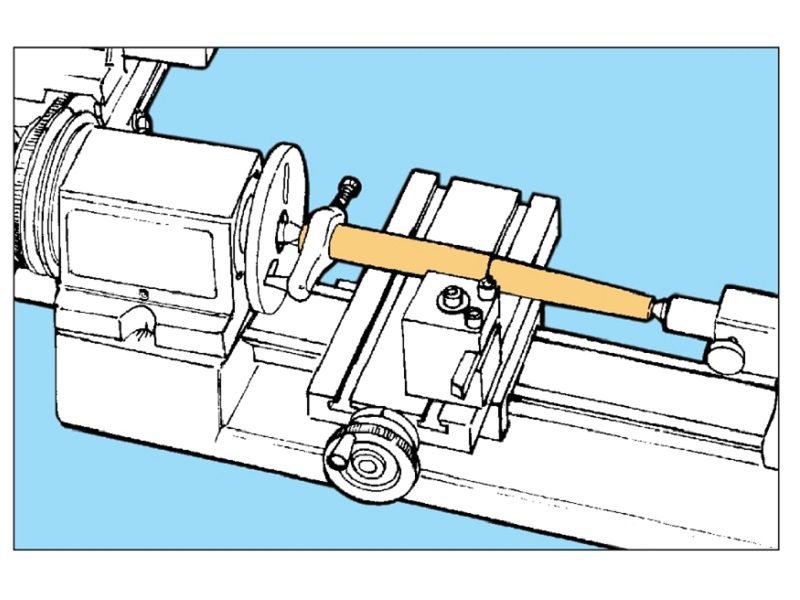
هناك طريقتان شائعتان لاستخدام المخرطة:
- الحفر باستخدام ذيل المخروط:يُدخل مثقاب مُثبَّت في جذع الذيل إلى السطح النهائي للجزء الدوار لحفر ثقوب. يُثبَّت الجزء الأسطواني في ظرف يدور بسرعة عالية، وتُغذّي عجلة جذع الذيل الأداة إلى داخل الجزء.
- التحويل باستخدام أداة القطع ذات النقطة الواحدة:أداة ذات رأس واحد مثبتة في عمود الأداة تقطع الجزء الدوار. يتحرك عمود الأداة على طول الشريحة باستخدام عجلة العربة، بينما تحرك عجلة الشريحة المتقاطعة الأداة أقرب أو أبعد من محور الدوران، مما يتحكم في عمق القطع ومعدل التغذية.
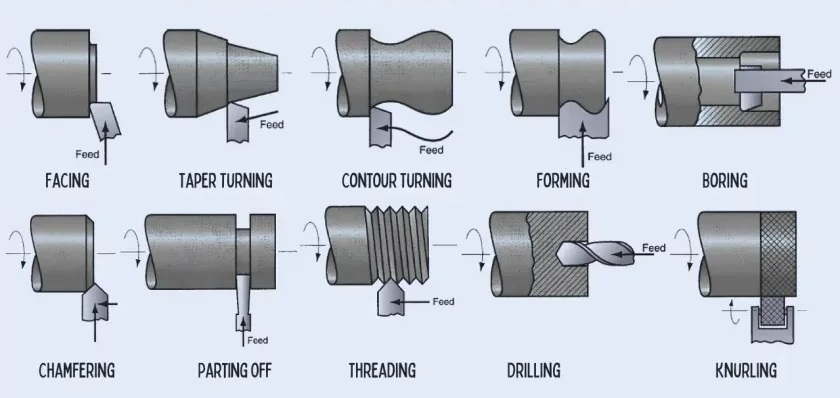
عمليات القطع النموذجية للمخرطة
يمكن أن تنتج عملية الخراطة مجموعة متنوعة من الأشكال الدائرية عن طريق قطع أسطح مختلفة:
- الأسطح الأسطوانية الخارجية: الخراطة، القطع المدبب، قطع الأخدود، القطع، قطع الخيوط، التخديد
- وجوه النهاية المستوية: مواجهة، قطع أخدود الوجه، الحفر
- الأسطح الأسطوانية الداخلية:الحفر، قطع الأخدود الداخلي (يتم الوصول إليه من خلال سطح مستوٍ حر)
يتطلب الحفر فقط تغذية الأداة بتحريك ذيل المخرطة على طول الشريحة. في عمليات أخرى، يُثبّت ذيل المخرطة في وحدة تثبيت المغزل، مع ترك الوجه المقابل حرًا. بالنسبة للذيل الطويل، قد يوفر دعمًا إضافيًا باستخدام مركز ميت.
تخطيط تسلسلات التشغيل على المخرطة
عند إجراء عمليات متعددة على قطعة عمل واحدة، يجب تخطيط التسلسل بعناية لتقليل الحاجة إلى إعادة التثبيت. على سبيل المثال، إذا كان كلا الطرفين المستويين بحاجة إلى تسوية، يلزم تركيبان على الأقل مع ظرف تثبيت.
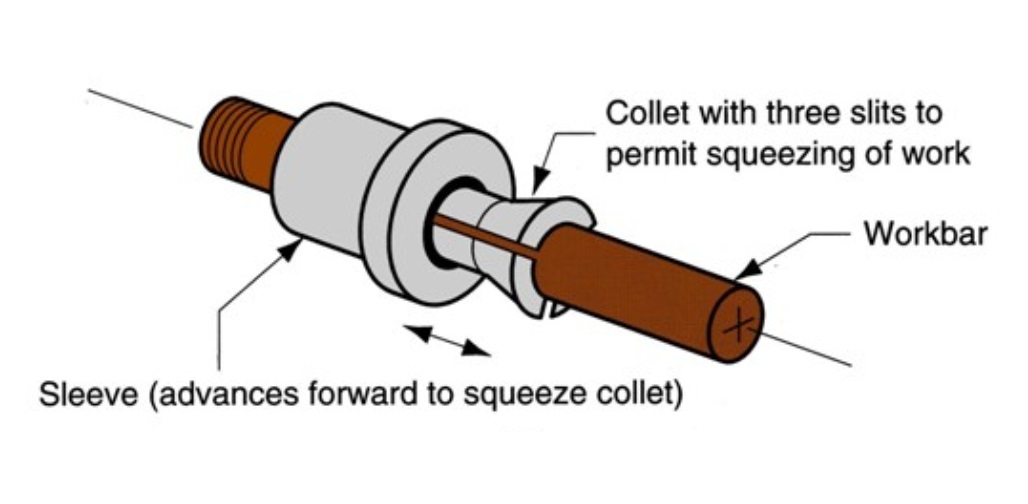
طرق تثبيت العمل الشائعة للمخرطات
يتم عادةً تثبيت المخزون على جانب المغزل باستخدام أحد الإجراءات التالية:
- القلاداتشائع في مخرطات التغذية الآلية. يُشَغَّل قضيب طويل ويُقَطَّع تدريجيًا؛ ثم يُحرِّر المِشْقَق القضيب ويُعيد تثبيته للجزء التالي.
- مشابك ثلاثية الفكتتحرك الفكوك الثلاثة في آنٍ واحد، مع الحفاظ على محاذاة محور القضيب مع المغزل. تتوفر ثلاثة أوضاع:
- الإمساك بالسطح الأسطواني الخارجي (الطريقة القياسية).
- الإمساك بالأسطح الأسطوانية الداخلية (مثل الأنابيب) من الداخل باستخدام القوة الخارجية.
- إمساك قضبان أكبر عن طريق عكس الفكين للإمساك بمستويات خطوة مختلفة.
- مشابك ذات 4 فكوك:السماح بتشغيل الأجزاء الدورانية التي يكون محورها منحرفًا ولكن موازيًا لمحور الجزء، حيث تتحرك أزواج الفكين المتقابلة بشكل مستقل.
- دعم المركز الميت والمركز الحي:يمكن تثبيت الأجزاء الطويلة بين مركز حي في المغزل ومركز ميت في ذيل المغزل لتحقيق الاستقرار.


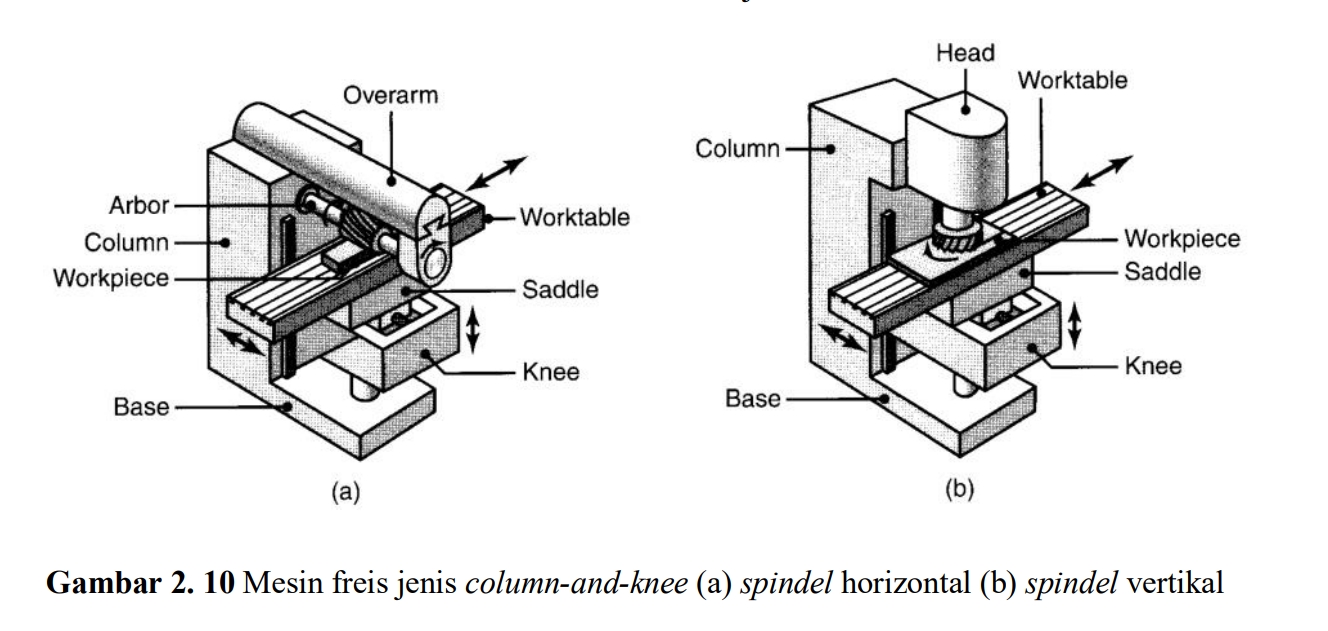
8.0ما هو الطحن في التصنيع؟ أنواعه، ديناميكيات القطع، وأساسيات مسار الأداة
نظرة عامة على عملية الطحن
يُعدّ الطحن من أكثر عمليات التصنيع تنوعًا، إذ يُمكنه إنتاج مجموعة واسعة من الأشكال. وتُنتج نسبة كبيرة من القوالب والقطع المستخدمة في التصنيع باستخدام الطحن.
عمليات الطحن الأكثر شيوعًا هي:
- طحن الألواح
- طحن الوجه
- الطحن النهائي
تتميز هذه العمليات في المقام الأول بأدوات القطع المختلفة المستخدمة.
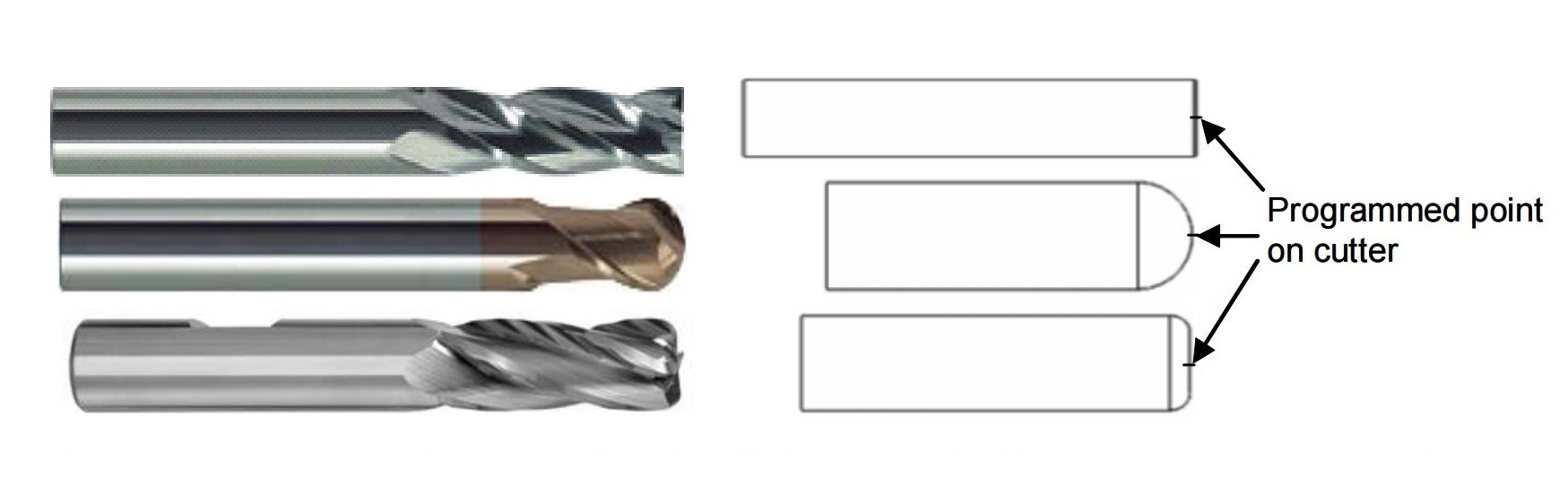
عمليات الطحن النهائي وأنواع الأدوات
تستخدم عملية الطحن النهائي أدوات متخصصة لإنتاج أشكال هندسية معقدة، بما في ذلك الأسطح المنحنية والفتحات.
- مطحنة طرفية مسطحة:تستخدم لقطع الأسطح المسطحة أو المنحنية قليلاً.
- مطحنة نهاية الكرة:يوفر تشطيبًا ناعمًا للسطح، ويستخدم عادةً في القوالب.
- قاطعة نهاية مشكلة (قاطعة فتحة على شكل حرف T):مصممة لقطع فتحات T والملفات الشخصية المحددة الأخرى.
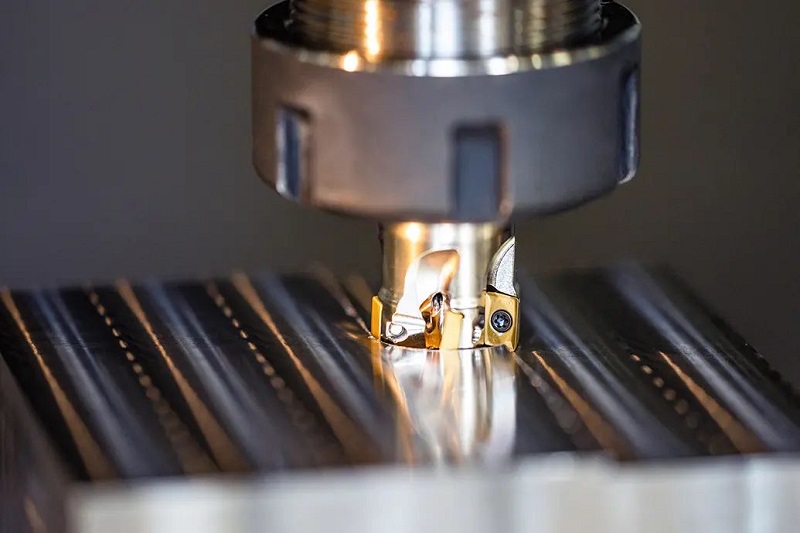


كيفية عمل الطحن: مسار القاطع وحركة الأداة
تحتوي معظم قواطع الطحن على أسنان متعددة (من ٢ إلى ٢٠ تجويفًا تقريبًا)، يُشكل كل منها حلزونًا حول جسم الأداة الأسطواني. يُحدد اتجاه حافة القطع اتجاه دوران الأداة وحركة المغزل.
حركة قطعة العمل والقاطع:تُثبَّت قطعة العمل على طاولة الآلة، التي تتحرك على طول محاور X وY وZ - غالبًا في وقت واحد - لإنشاء "مسار القاطع" المبرمج. ورغم أن القطعة تتحرك بينما يبقى القاطع ثابتًا في مكانه، فإن هذه الحركة تُعرف تقليديًا بحركة القاطع.
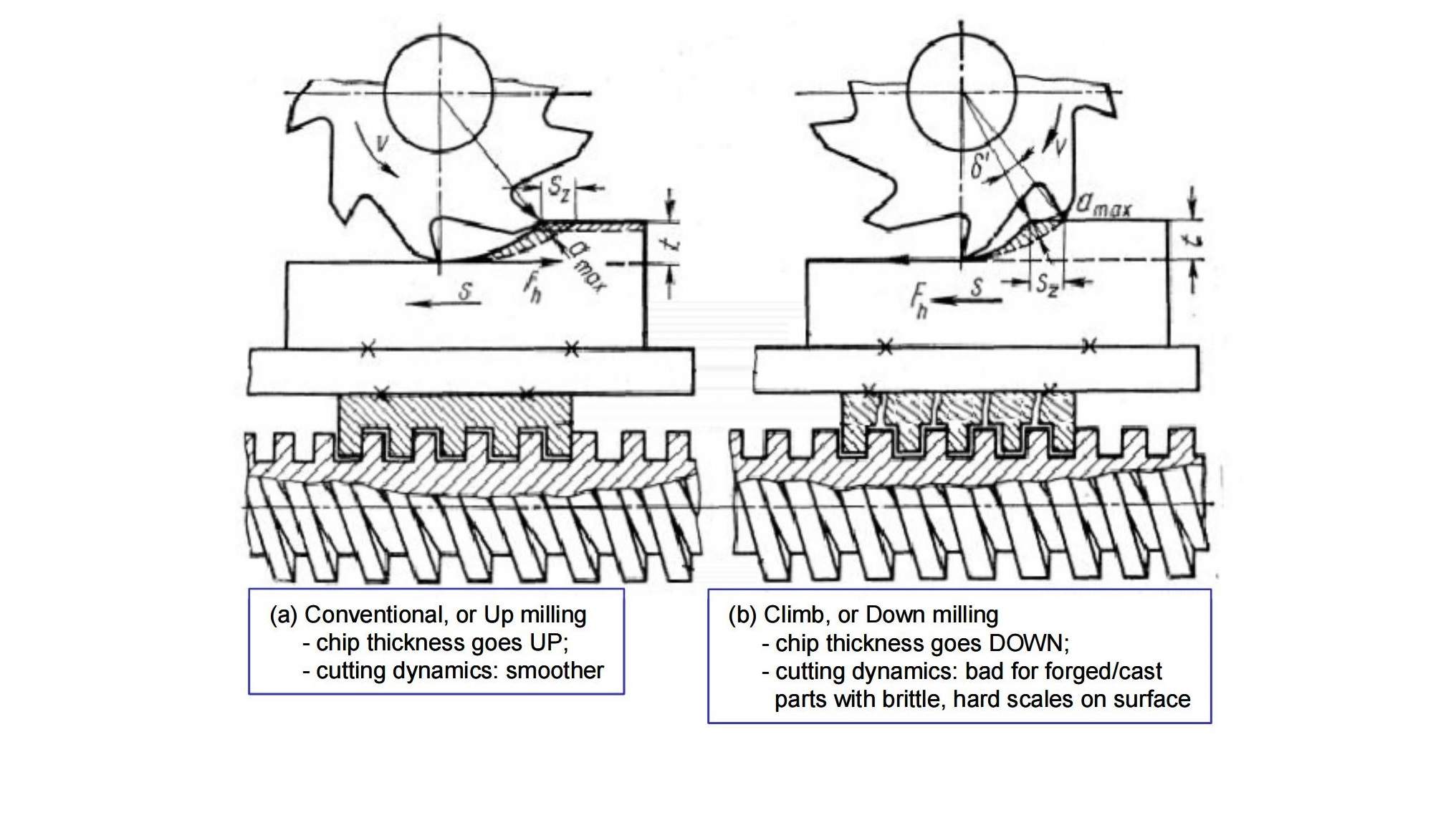
الطحن لأعلى مقابل الطحن لأسفل: ديناميكيات القطع
يتغير التفاعل بين الأداة وقطعة العمل اعتمادًا على الحركة النسبية:
الطحن التقليدي (الأعلى)
- تتفاعل السن مع سمك رقاقة صفر في البداية، ويزداد سمك الرقاقة تدريجيًا إلى الحد الأقصى عند فك التشابك.
- مفيد لقطع الأجزاء المزورة أو المصبوبة بأكاسيد سطحية صلبة (مقاييس)، مما يقلل من قوى القطع الأولية.
- ومع ذلك، فإن الانزلاق الأولي يسبب احتكاكًا عاليًا، وتآكلًا في جانب الأداة، وتصلبًا بسبب التشوه البلاستيكي قبل بدء القطع.
الطحن السفلي
- تتعامل السن مع قطعة العمل عند أقصى سمك للرقاقة وتقلل تدريجيًا من قوى القطع عند خروجها.
- يُنتج سطحًا نهائيًا أفضل وعمرًا أطول للأداة مقارنةً بالطحن العلوي.
- مفضل لمعظم عمليات الطحن الحديثة، على الرغم من أن مسارات الأدوات المحسنة قد تمزج بين الطحن لأعلى ولأسفل.
9.0تثبيت العمل لعمليات الطحن: التركيبات والمشابك والإعدادات
طرق تثبيت العمل الشائعة في الطحن
تُستخدم عادةً عدة أنواع من التركيبات لتثبيت الأجزاء بشكل آمن أثناء عمليات الطحن:
- ملزمة:التركيبة الأكثر شيوعًا لتطبيقات الطحن العامة.
- التثبيت المباشر على طاولة الماكينة:يمكن تثبيت الأجزاء مباشرة على طاولة الماكينة باستخدام فتحات على شكل حرف T على طول الطاولة لتحديد موضع المشابك وتأمينها.
- كماشة مفهرسة:يسمح بالدوران السريع للجزء لفضح أسطح مختلفة لأداة الطحن، مما يحسن الكفاءة عند تشغيل جوانب متعددة.


فهم الإعدادات في عمليات الطحن
إذا احتاجت أداة الطحن للوصول إلى أسطح أو جوانب مختلفة من قطعة ما، فقد يلزم تحرير القطعة وإعادة تثبيتها. يُسمى كل موضع ثابت يثبت.
- أدوات متعددة لكل إعداد:في إعداد واحد، يمكن استخدام أدوات قطع متعددة لتصنيع ميزات مختلفة.
- موقع القطعة وإحداثيات الماكينة:عندما يتغير الإعداد أو الأداة، يجب على مشغل الآلة تحديد موقع الجزء - تحديد إحداثيات الجزء بالنسبة للأداة.
- ردود فعل طاولة الآلةتوفر طاولات ماكينات الطحن معلوماتٍ حول الحركة النسبية على طول المحاور X وY وZ. يضمن تحديد موقع القطعة بدقة حركةً دقيقةً لطاولة الماكينة، وهو أمرٌ أساسيٌّ لتحقيق أبعاد دقيقة للخصائص.
10.0الأسئلة الشائعة
1. ما هو قطع المعادن ولماذا هو مهم في التصنيع؟
قطع المعادن هي عملية إزالة المواد من قطعة العمل باستخدام قوى قطع تُسبب تشوهًا بلاستيكيًا وقصًا. وهي ضرورية في التصنيع لتشكيل قطع بأبعاد وتشطيبات سطحية دقيقة.
2. ما هي الأنواع الرئيسية لعمليات قطع المعادن؟
وتشمل الأساليب الرئيسية ما يلي:
- نشر
- التشكيل / التخطيط
- التثقيب
- حفر
- طحن
- الدوران
- الطحن
3. كيف تعمل عملية النشر في قطع المعادن؟
يُستخدم النشر لقطع المواد الخام بشكل تقريبي إلى أحجام أصغر وأسهل في التحكم. وغالبًا ما يكون الخطوة الأولى قبل التشغيل الآلي الدقيق.
أنواع المناشير:
- منشارا:يدوية أو آلية، شفرة مترددة مستقيمة.
- المنشار الحزامي:شفرة حلقية مستمرة، جيدة للقطع الثابتة.
- منشار دائري:شفرة سريعة دوارة على شكل قرص لقطع نظيفة.
أنواع الشفرات:
- أسنان الموجة:للصفائح المعدنية الرقيقة.
- الأسنان اليمنى واليسرى:للمواد الناعمة مثل الألومنيوم أو البلاستيك.
- أسنان المشط:للمواد الصلبة مثل الكربون أو الفولاذ السبائكي.
4. ما هو التشكيل في التصنيع؟
يُنتج التشكيل أسطحًا مستوية باستخدام أداة قطع أحادية الرأس بحركة ترددية. وهو مناسب لإنتاج أسطح مستوية على كتل مستطيلة.
5. ما هو التثقيب ومتى يستخدم؟
التثقيب طريقة عالية الدقة تُستخدم لإنشاء أشكال داخلية معقدة، مثل فتحات المفاتيح، أو المسننات، أو الثقوب غير الدائرية. وهو مثالي للإنتاج الضخم الذي يتطلب تفاوتات دقيقة.
6. ما هي الفروقات بين الحفر، والتوسيع، والتجويف، والنقر؟
| عملية | غاية |
| حفر | إنشاء ثقوب مستديرة أولية. |
| التوسيع | تحسين دقة قطر الحفرة. |
| ممل | يقوم بتكبير الثقوب بدقة عالية. |
| التنصت | يقطع الخيوط الداخلية في الثقوب المحفورة. |
7. ما هي الأدوات المستخدمة في عمليات الحفر؟
- مثقاب تويست:الأكثر شيوعًا، مع المزامير لإزالة الرقائق.
- حفر المركز:يبدأ الحفرة ويضمن المحاذاة.
- تدريب البندقية:للثقوب العميقة ذات نسبة العرض إلى الارتفاع العالية.
- مثقاب المجرفة:للثقوب ذات القطر الكبير أو العميق.
- غاطس / ثقب غاطس:للثقوب المتدرجة أو المشطوفة.
- الصنابير:للترابط الداخلي.
8. ما هو الطحن ومتى يتم استخدامه؟
الطحن هو عملية تصنيع كاشطة تستخدم في:
- تحقيق تشطيب سطحي عالي
- تحسين دقة الأبعاد
- قطع المواد الصلبة/الهشة
- إزالة النتوءات والعيوب السطحية
تستخدم أدوات ذات حبيبات كاشطة مترابطة مثل أكسيد الألومنيوم أو الماس.
مراجع
https://www.uniquespm.com/broaching-machines.html
https://lnf-wiki.eecs.umich.edu/wiki/Lapping
https://www.sciencedirect.com/topics/engineering/lapping-plate