

- 1.0ما هو الشطب؟
- 2.0أنواع الحواف المشطوفة
- 3.0كيف يتم إجراء عملية التشذيب؟
- 4.0ما هي الحفرة المشطوفة وكيف يتم تعريفها؟
- 5.0الحافة مقابل نصف القطر: ما هو الفرق؟
- 6.0لماذا يعتبر التشذيب مهمًا؟
- 7.0فئات أدوات الشطب الشائعة ودليل الاستخدام
- 8.0دليل اختيار الأدوات (حسب سيناريو التطبيق)
- 9.0ما هي الحافة المشطوفة في CAD؟
- 10.0كيفية إنشاء الحواف في CAD
- 11.0حافة مشطوفة مقابل حافة مكسورة
- 12.0الشطب مقابل الغاطس
- 13.0الشطب مقابل إزالة النتوءات
- 14.0ما هو الشطب في الهندسة؟
1.0ما هو الشطب؟
الشطب هو معالجة شائعة للحواف تُستخدم في التشغيل الآلي والتصنيع لإزالة الزوايا الحادة من حواف القطع. يُحسّن هذا الإجراء الأداء الوظيفي، ويعزز السلامة، ويساهم في إضفاء مظهر جذاب على القطعة.
الحافة المشطوفة هي سطح مستوٍ مُثبّت بزاوية محددة، ويُستخدم عادةً لاستبدال زاوية حادة 90 درجة بين سطحين متجاورين. على عكس القطع المنحنية، وهو انتقال دائري، يُنشئ الحافة المشطوفة حافة مستقيمة. زاوية الحافة المشطوفة الأكثر استخدامًا هي 45 درجة، مع إمكانية استخدام زوايا 30 درجة أو 60 درجة أو زوايا أخرى مخصصة حسب التصميم أو المتطلبات الوظيفية.
يُستخدم التشطيب على نطاق واسع في الأجزاء المصنوعة من المعدن والبلاستيك ومواد أخرى. على سبيل المثال، غالبًا ما تُشطب حواف علب أجهزة الكمبيوتر المحمولة أو الهواتف الذكية أو تُضغط عليها لضمان ملمس أنعم ومنع الانزعاج أثناء الاستخدام.
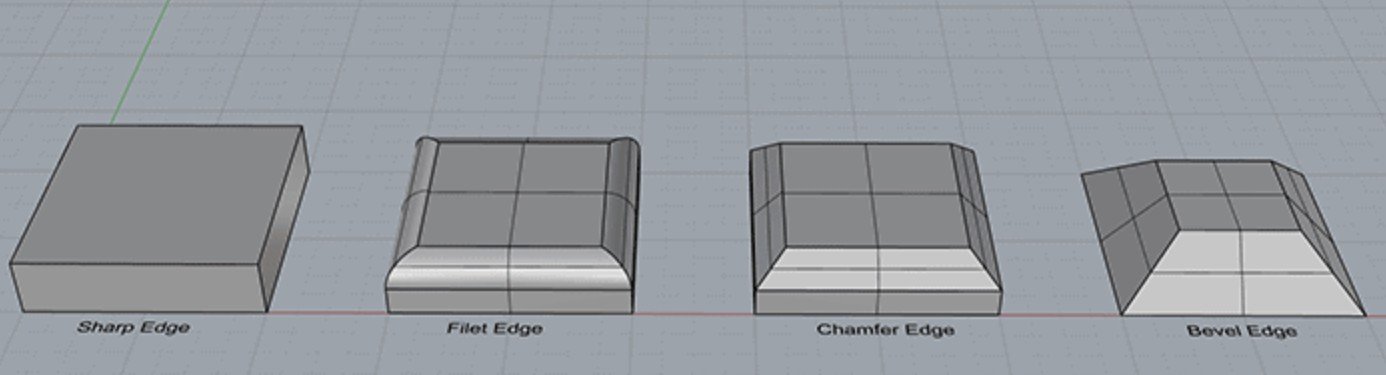
2.0أنواع الحواف المشطوفة
يمكن تصنيف الحواف حسب الهندسة والتطبيق إلى الأنواع الشائعة التالية:
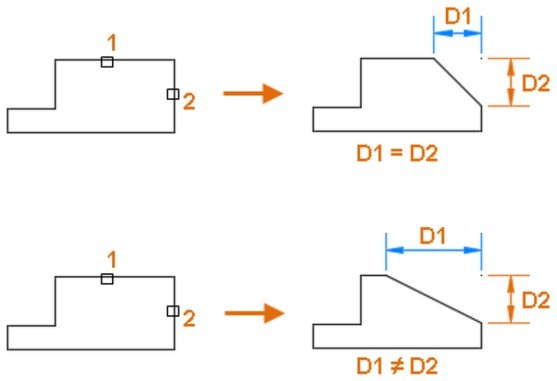
- حافة مشطوفة قياسية (مسافة متساوية 45 درجة):
هذا هو أكثر أنواع الحواف المشطوفة شيوعًا، ويُصنع عن طريق القطع بالتساوي على طول سطحين متجاورين، عادةً بزاوية 45 درجة. يتميز هذا النوع بالتناسق وسهولة التشغيل والتكرار، مما يجعله مثاليًا للكتل والأقواس والأجزاء المسطحة. وهو أيضًا الخيار الافتراضي للحواف المشطوفة في معظم أنظمة التصميم بمساعدة الكمبيوتر (CAD). - الشطب حسب المسافة والزاوية (زاوية مخصصة):
يُعرَّف هذا النوع بتحديد إزاحة خطية وزاوية مخصصة (مثل 30 درجة أو 60 درجة). ويُستخدم عند الحاجة إلى دقة الميل أو محاذاة المكونات المتزاوجة. ويُستخدم غالبًا في التجميعات التي تتطلب إدخالًا موجهًا أو إدارة خلوص. - حافة مشطوفة غير متماثلة (حافة مشطوفة بمسافتين):
في هذه الحالة، لا يكون طول الحواف المشطوفة على السطحين المتجاورين متساويًا، مما يُشكّل زاوية غير متساوية. يُناسب هذا الوضع محدودية المساحة على أحد الجانبين، أو عند الحاجة إلى تطبيق قوة في اتجاه مُحدد أثناء التجميع. وهو شائع في التصاميم الميكانيكية غير المتماثلة. - حافة فتحة مشطوفة (حافة مشطوفة للداخل):
يُستخدم حول مدخل الثقب المثقوب أو المُشَكَّل آليًا لتسهيل إدخال البراغي أو المسامير، وتقليل تلف الحواف، وحماية الخيوط. يُشار إليه عادةً بـ "C1.0 × 45°". يُستخدم عادةً في الثقوب الملولبة، وميزات تحديد المواقع، والتصميمات الغاطسة. - حافة الوجه النهائي:
تُوضع حافة مشطوفة حول السطح النهائي للأعمدة أو الأنابيب أو الأقراص. تُحسّن هذه الحافة المظهر البصري، وتُقلل من حدة الحواف، وتُساعد على المحاذاة. كما تُساعد في المكونات الدوارة على تخفيف تآكل الحواف، وتُستخدم غالبًا مع الشرائح لتخفيف تركيزات الإجهاد. - ملف تعريف الشطب المخصص:
تُستخدم في التطبيقات عالية الدقة أو عالية المواصفات، مثل الفضاء، والأجهزة الطبية، والأدوات. قد تشمل هذه التطبيقات زوايا متغيرة، أو انتقالات منحنية، أو أسطحًا مركبة. تتطلب عادةً تشغيلًا متعدد المحاور باستخدام الحاسب الآلي، أو طحنًا دقيقًا، أو نمذجة ثلاثية الأبعاد متقدمة، مع معالجة التعريفات من خلال برنامج التصميم بمساعدة الكمبيوتر (CAD).
3.0كيف يتم إجراء عملية التشذيب؟
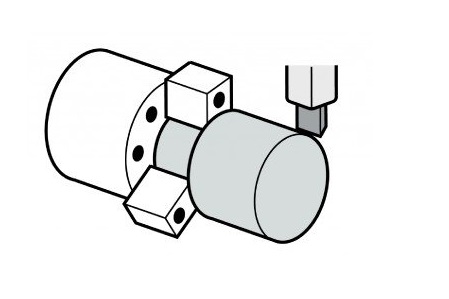
يمكن تحقيق عملية الشطب من خلال طرق تشغيل متنوعة، حسب هندسة القطعة، والدقة المطلوبة، وإعدادات الإنتاج. تشمل العمليات الشائعة الخراطة، والطحن، والحفر، والطحن.
حواف التحويل:
يُناسب هذا النوع القطع الأسطوانية، ويُجرى عادةً على مخرطة. تُدخل أداة القطع في قطعة العمل الدوارة لإنشاء حافة مشطوفة.
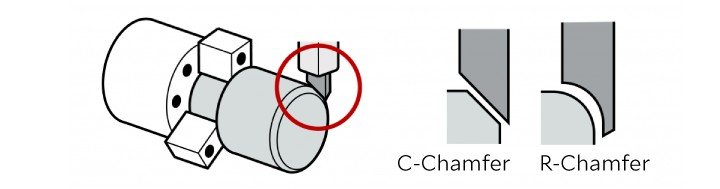
الأدوات الشائعة:
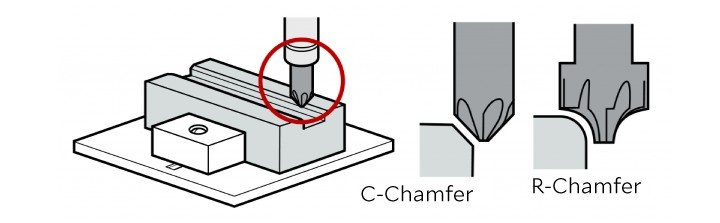
- أداة مستقيمة بزاوية 45 درجة: تُستخدم في الحواف ذات الشكل C (الخطية)
- أداة نصف القطر: تُستخدم للحواف من النوع R (المدورة)
تعتبر هذه الطريقة مثالية لإنتاج كميات كبيرة من المواد وتشطيب الأعمدة والمكونات المماثلة بدقة.
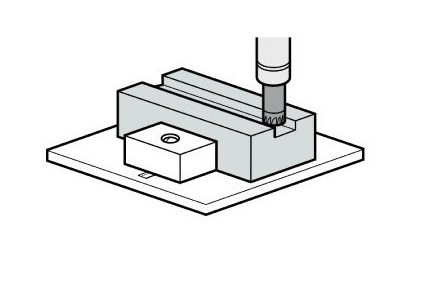
حواف الطحن:
يتم استخدامه للأسطح المستوية أو الخطوط الخارجية، حيث تقوم أداة دوارة بقطع الحافة على قطعة عمل ثابتة.
الأدوات الشائعة:
- قاطعة طحن مشطوفة: تستخدم لقطع مشطوفة من النوع C
- قاطعة نهاية لتقريب الزوايا: تُستخدم في الحواف من النوع R
توفر عملية الطحن مرونة عالية وهي مناسبة للتقطيع الموضعي للأجزاء المعقدة.
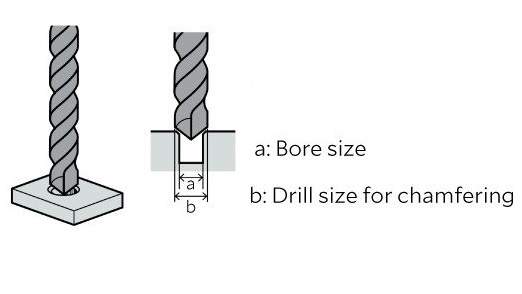
حواف الحفر:
يُطبّق على مداخل الثقوب باستخدام مثقاب ذي قطر أكبر لإنشاء حافة مدببة. هذه الطريقة سريعة وفعالة لكل ثقوب على حدة.
ملاحظة: على الرغم من كفاءتها، قد تُنتج هذه التقنية نتوءات ثانوية على طول الحافة. غالبًا ما تُستخدم بعد ذلك مطحنة كروية أو أداة إزالة نتوءات متخصصة لضمان نظافة الثقب.
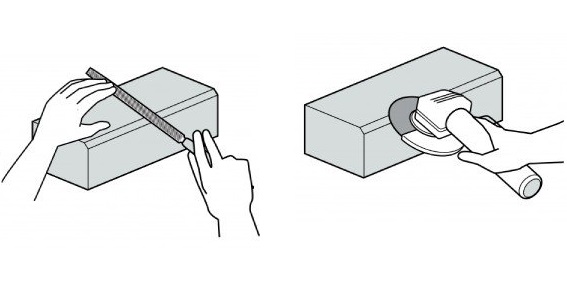
الطحن والتشطيب اليدوي:
يتم استخدامه لإزالة النتوءات أو تطبيق الحواف الصغيرة على المناطق غير المنتظمة أو الحساسة.
الأدوات الشائعة:
- مطحنة الأقراص
- ملف يدوي
يُستخدم عادةً لتشطيب الخطوط أو لتنعيم الحواف بشكل عام. لا يُنصح به للتطبيقات عالية الدقة. لضمان جودة إنتاج ثابتة، يُفضّل استخدام أنظمة إزالة النتوءات الآلية على الطرق اليدوية.
4.0ما هي الحفرة المشطوفة وكيف يتم تعريفها؟
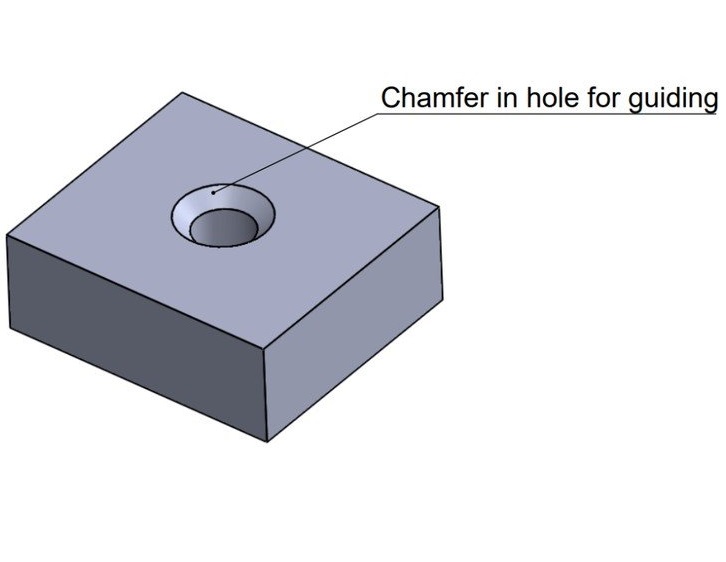
يشير مصطلح "الثقب المشطوف" إلى ثقب ذي حافة مدخل مشطوفة بزاوية محددة، عادةً 45 درجة. يخدم هذا السطح المائل عدة أغراض وظيفية:
إرشادات التجميع: يسهل الإدخال السلس للبراغي والمسامير والدبابيس والبطانات والمكونات الأخرى.
حماية الحافة: يقلل من خطر التآكل أو التقطيع أو كسر الحافة حول الفتحة.
إزالة النتوءات: في الثقوب الملولبة، تساعد عملية الشطب على إزالة النتوءات التي قد تتداخل مع الأجزاء المتزاوجة أو تتسبب في إتلاف الخيوط.
تحسين السلامة الهيكلية: يقلل من تركيز الضغط حول الفتحة، مما يساهم في إطالة عمر الخدمة.
تدوين الشطب في الرسومات الفنية:
يتم تحديد الحواف الموجودة على الثقوب عادةً بأحد التنسيقات التالية:
C1.0 × 45 درجة: يشير إلى عمق حافة يبلغ 1.0 ملم بزاوية 45 درجة.
2 × 45 درجة: يشير إلى عرض حافة بمقدار 2 مم بزاوية 45 درجة.
تُستخدم الثقوب المشطوفة على نطاق واسع في الثقوب الملولبة، وثقوب المسامير، وثقوب تحديد المواقع، والثقوب الغاطسة. وهي ممارسة تصميم قياسية في الهندسة الدقيقة حيث يُعدّ التجميع الموثوق والمتانة أمرًا بالغ الأهمية.
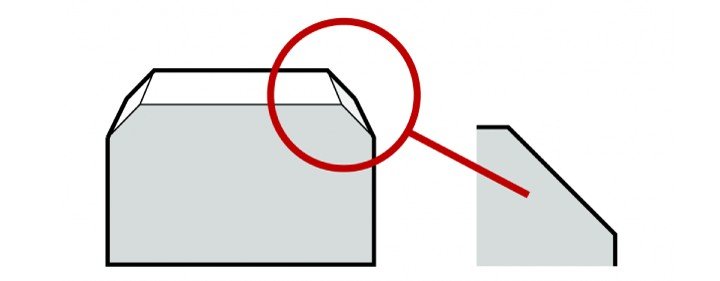
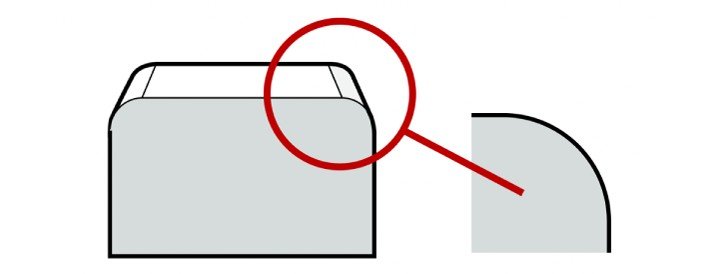
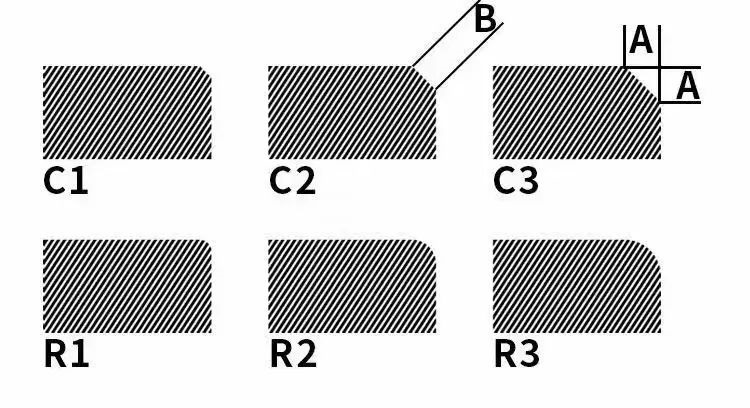
5.0الحافة مقابل نصف القطر: ما هو الفرق؟
في التصميم الميكانيكي والتصنيع، الحواف والأقطار (أو الشرائح) يُستخدم كلاهما لإزالة الحواف الحادة من الأجزاء. والغرض منهما هو تحسين الملاءمة والسلامة والتكامل الهيكلي والمظهر. ومع ذلك، يختلفان اختلافًا كبيرًا في الشكل والتطبيق وطريقة التصنيع.
| عنصر المقارنة | حافة مشطوفة | نصف القطر / الشريحة |
| الهندسة | سطح بزاوية (مستقيم عادةً) | سطح منحني (انتقال سلس) |
| الزاوية/الحجم النموذجي | عادة 45 درجة، ويمكن أن تكون 30 درجة، 60 درجة، وما إلى ذلك. | يتم تحديده بواسطة نصف القطر، على سبيل المثال، R1.0، R3.0 |
| مجالات التطبيق | الحواف، ومداخل الثقوب، وميزات المحاذاة | الخطوط الخارجية والزوايا ومفاصل الحواف |
| غرض التصميم | إزالة الحواف الحادة، وتوجيه التجميع، وتبسيط عملية التزاوج، وتخفيف التوتر | تحسين المظهر، وتقوية الزوايا، وتقليل تركيز التوتر |
| طرق التصنيع | الطحن والتحويل والحفر | الطحن، التصنيع باستخدام الحاسب الآلي، تشكيل القوالب |
| تدوين CAD | C1.0 × 45 درجة (العمق × الزاوية) | R2.0 (مواصفات نصف القطر) |
ملحوظة:من الناحية الفنية، أ حافة مشطوفة يشير إلى قطع بزاوية مستقيمة، في حين أن نصف القطر أو فيليه يشير إلى انتقال دائري. في الاستخدام غير الرسمي، يُستخدم المصطلح شطبة يتم استخدامه أحيانًا بالتبادل مع الشطب، ولكن في الرسومات الهندسية ونماذج CAD، يجب التمييز بينهما بوضوح.
6.0لماذا يعتبر التشذيب مهمًا؟
يُعدّ الشطب عملية تصميم وتصنيع أساسية تُستخدم في تصنيع الأجزاء والصفائح المعدنية عالية الجودة. ويلعب دورًا محوريًا في تحسين السلامة وكفاءة التجميع والمتانة وأداء التوصيل. ومن أهم فوائده:
- تحسين السلامة:
غالبًا ما تحتفظ الأجزاء المعدنية المُشَكَّلة بحواف أو نتوءات حادة قد تُسبب جروحًا أو إصابات أثناء التعامل أو التركيب أو الاستخدام. يُزيل الشطب هذه الزوايا الحادة، مما يُقلل من خطر الضرر، خاصةً في المنتجات التي قد يلمسها الأطفال، حيث قد تتطلب حوافًا أكبر لمزيد من الحماية. - التجميع المبسط:
تُستخدم الحواف المشطوفة كمدخلات لمكونات مثل البراغي أو المسامير أو أدوات التثبيت. فهي تساعد على توجيه القطع إلى فتحات التوصيل، وتقليل التداخل، وتقليل صعوبة المحاذاة، مما يُسرّع عملية التجميع. - انخفاض تركيز التوتر:
يمكن أن تُصبح الحواف الحادة بزاوية 90 درجة نقاط تركيز للإجهاد تحت تأثير الحمل أو الاهتزاز، مما يؤدي إلى تشققات أو تلف ناتج عن التعب. تساعد الحواف المشطوفة على توزيع الإجهاد بشكل أكثر توازناً عند الوصلات الحرجة، مما يُحسّن من موثوقية الهيكل بشكل عام. - تعزيز المتانة والسلامة الميكانيكية:
الحواف الحادة معرضة للتشقق أو التشقق أو التقشير بمرور الوقت بسبب الاحتكاك أو الصدمات. توفر الحواف المشطوفة انتقالًا أكثر سلاسة، مما يقلل من احتمالية التلف ويمنع دخول الحطام السائب إلى الآلات، مما يقلل من مخاطر الأعطال. - تحسين أداء المفصل:
تُحسّن الحواف المشطوفة حالة الحواف أثناء اللحام والترابط والوصلات المُثبّتة بالمسامير. كما تُساعد على تقليل ضغوط الرفع، وتحسين أسطح الختم، وتعزيز سلامة المفاصل. - زيادة كفاءة التصنيع:
في الإنتاج عالي الحجم، يمكن توحيد عملية الشطب وأتمتتها عبر برمجة CNC. هذا يُقلل من التشطيب اليدوي، ويُعزز الاتساق بين القطع، ويُحسّن إنتاجية الإنتاج الإجمالية.

7.0فئات أدوات الشطب الشائعة ودليل الاستخدام
الشطب عملية تشطيب شائعة في تشغيل المعادن، تُستخدم لإزالة الحواف الحادة، أو لتسهيل التجميع، أو لتحسين جودة اللحام، أو لتعزيز جمالية القطع. بناءً على طريقة التشغيل، وهندسة القطعة، وظروف الاستخدام، يمكن تصنيف أدوات الشطب إلى أربعة أنواع رئيسية:
7.1آلات الشطب
- آلات شطب الطاولة: صفائح معدنية، قضبان مسطحة، أنابيب - ثبات عالي للإنتاج على دفعات؛ زاوية وعمق قابلان للتعديل
- أدوات الشطب المحمولة باليد:حواف غير منتظمة، إصلاح في الموقع - محمول ومرن؛ مثالي للدفعات الصغيرة والأشكال المتغيرة
- آلات تشطيب الأنابيب:أنابيب الفولاذ والفولاذ المقاوم للصدأ - مصممة لأطراف الأنابيب؛ تشطيب الحواف الداخلية والخارجية والوجهية في تمريرة واحدة
- آلات شطب ذات رأسين:أطراف القضبان والأنابيب - معالجة متزامنة للطرفين؛ كفاءة ودقة عالية؛ مثالية للخطوط الآلية (على سبيل المثال، النماذج التي تعمل بمحرك سيرفو)
7.2أدوات الشطب CNC (للاستخدام في المخرطة/المطحنة/التحكم الرقمي بالكمبيوتر)
- إدراجات الشطب: مخرطات CNC – مثبتة على حاملات الأدوات؛ مناسبة للتشطيب المستمر والمتكرر
- مطاحن نهاية الشطب: مراكز تصنيع CNC - الزوايا المشتركة: 30 درجة / 45 درجة / 60 درجة؛ مثالية لتشذيب الحواف والثقوب
- تدريبات المركز:وضع الفتحة مع الشطب - يتم إكمال الفتحة التجريبية والشطب في خطوة واحدة
- أدوات الشطب المركبة:دمج الحافة الداخلية والخارجية - فعال للعمليات المركبة مثل التشذيب وإزالة النتوءات وتقريب الحافة في عملية واحدة
7.3أدوات يدوية وخفيفة الوزن لتشذيب الحواف (للإصلاح وتشطيب الحواف)
- أدوات إزالة النتوءات: فتحات داخلية، حواف حادة - تعمل يدويًا؛ صغيرة الحجم وسهلة الاستخدام؛ مناسبة للتشطيب الموضعي
- سكاكين الشطب اليدوية:الحواف ومداخل الفتحات - تشغيل سريع وبسيط؛ مثالي للمعادن اللينة أو الأعمال الخفيفة
- الملفات / عجلات الطحن / ورق الصنفرة: أشكال هندسية متنوعة للحواف - تكلفة منخفضة، وسهولة في التعامل؛ مفيدة للتشطيب اليدوي للحواف وتنعيم الأسطح


7.4ملحقات التشذيب للقطع بالليزر / البلازما / النفث المائي
يتم دمجها في أنظمة آلية لانتقالات الحافة وإعداد الحواف:
- رأس القطع بالليزر مع وحدة التحكم في الزاوية:مناسبة لزوايا 45 درجة
- رأس القطع المشطوف بالبلازما:مصممة للتشطيب عالي السرعة أثناء القطع
- رؤوس إمالة متعددة المحاور لنفث الماء:السماح بتشذيب الحواف بدقة من خلال التحكم الزاوي
7.5الملحقات والأدوات الموصى بها
لمستخدمي المطحنة الزاوية:يوصى بشدة باستخدام أقراص الرفرفة
أقراص رفرف منحنية للزوايا الداخلية؛ وأقراص رفرف مستقيمة للحواف المسطحة
بالنسبة للمعادن غير الحديدية، استخدم قطعة قماش كاشطة مع مادة مضافة لسائل التبريد لتقليل تغير اللون الحراري والتآكل
لمستخدمي المطحنة بالقالب/المطحنة الهوائية:استخدم نتوءات الكربيد
البناء: رأس قطع من كربيد التنجستن + ساق أداة من الفولاذ
ملفات الأسنان:
- Z6 قطع متقاطع:معدل إزالة المواد مرتفع؛ مناسب للمعالجة السريعة
- Z3 قطع واحد:ينتج سطحًا أكثر نعومة
- ملف بناء السفن:مُحسَّن للمهام الشاقة؛ معدل إزالة أعلى بنحو 30%
8.0دليل اختيار الأدوات (حسب سيناريو التطبيق)
متطلبات التطبيق: نوع الأداة الموصى بها
- تحضير نهاية الأنبوب: آلة تشطيب الأنابيب, آلة شطب ذات رأسين
- أجزاء الآلات المُشَغَّلة باستخدام الحاسب الآلي: مطاحن نهاية الشطب، وإدخالات الشطب
- الحواف غير المنتظمة / الإصلاحات في الموقع: أدوات الشطب اليدوية، سكاكين الشطب اليدوية
- خطوط الإنتاج الآلية عالية الحجم: أنظمة تصنيع CNC، وآلات التشذيب التي تعمل بمحرك سيرفو
- التشذيب للتحضير للحام: أنظمة القطع بالشطب بالليزر أو البلازما
9.0ما هي الحافة المشطوفة في CAD؟
في التصميم بمساعدة الحاسوب (CAD)، يشير مصطلح "الحافة المشطوفة" إلى إنشاء سطح انتقالي بزاوية بين وجهين متقاطعين، ليحل محل الحافة الحادة الأصلية. لا يُحاكي هذا العنصر التصميمي تفاصيل التصنيع في العالم الواقعي فحسب، بل يُوفر أيضًا مزايا وظيفية:
- تحسين قابلية التجميع:تساعد الحواف المشطوفة على توجيه أجزاء التزاوج، مما يعزز دقة التجميع وكفاءته.
- تحسين الأداء الهيكلي:يقلل من تركيز الضغط الناتج عن الزوايا الحادة، مما يزيد من قوة الجزء بشكل عام.
- مظهر أفضل وقابلية تصنيع أفضل:يمثل ميزات التصنيع لتخطيط العمليات بشكل أكثر وضوحًا والعمليات اللاحقة.
تدعم معظم برامج CAD السائدة (مثل AutoCAD وSolidWorks وFusion 360) العديد من طرق تعريف الحواف:
- حافة مشطوفة متساوية المسافة:يتم تطبيق نفس الإزاحة على كلا الوجهين المتجاورين (المعروف عادة باسم حافة مشطوفة من النوع C).
- الجمع بين المسافة والزاوية:يحدد طول حافة معينة والزاوية المقابلة لها.
- حافة مشطوفة غير متماثلة:تعيين مسافات مختلفة لكل وجه مجاور.
يتم تعريف الحواف عادةً خلال المراحل المبكرة من النمذجة ثلاثية الأبعاد ويتم تمثيلها تلقائيًا في الرسومات الفنية ثنائية الأبعاد للمساعدة في التصنيع والتفتيش.
10.0كيفية إنشاء الحواف في CAD
10.1الطريقة 1: حافة مشطوفة بمسافة متساوية (متماثلة)
تُستخدم لتطبيق نفس مسافة الشطب على كلا الحافتين المتجاورتين - تُستخدم عادةً في الشطب القياسي من النوع C.
خطوات:
- حدد حافة مشطوفة أداة من قائمة "تعديل" أو "الميزات".
- حدد الحافة أو الزاوية التي سيتم تطبيق الشطب عليها.
- أدخل مسافة موحدة (على سبيل المثال، 2 مم).
- تأكيد وتطبيق الشطب.
10.2الطريقة الثانية: المسافة والزاوية
مثالي للميزات التي تتطلب زاوية توجيه محددة، مثل إدخالات الدبابيس أو توصيلات الفتحات.
خطوات:
- تفعيل حافة مشطوفة
- حدد الحافة المستهدفة.
- اضبط المسافة الخطية (على سبيل المثال، 3 مم) والزاوية المطلوبة (على سبيل المثال، 45 درجة).
- سيقوم البرنامج تلقائيًا بإنشاء السطح المائل - تأكيد للتطبيق.
10.3الطريقة 3: حافة مشطوفة بمسافتين (غير متماثلة)
يتم استخدامه للتجمعات غير المتماثلة أو المناطق ذات المساحة المحدودة عن طريق تعيين أطوال مختلفة للحواف لكل وجه.
خطوات:
- أطلق حافة مشطوفة أداة وحدد الحافة المستهدفة.
- قم بتعيين مسافتين مختلفتين للوجوه المتجاورة (على سبيل المثال، الجانب أ: 5 مم، والجانب ب: 2 مم).
- تأكيد إنشاء الحافة غير المتماثلة.
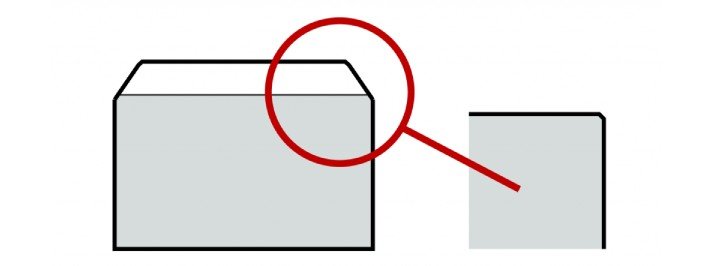
11.0حافة مشطوفة مقابل حافة مكسورة
كسر الحافة يشير إلى حافة مشطوفة صغيرة جدًا - تتراوح عادةً بين 0.01 مم و0.5 مم - تُستخدم لإزالة الزوايا الحادة لضمان السلامة وسهولة المناولة. تُعتبر ميزة وظيفية غير أساسية، ويُشار إليها عادةً في الرسومات الفنية مع ملاحظات مثل:
"اكسر كل الحواف الحادة."
"إزالة النتوءات والزوايا الحادة"
صفات:
لا يشترط الدقة الأبعادية بشكل صارم
يتم إجراؤها عادةً يدويًا أو عن طريق إزالة النتوءات تلقائيًا؛ وتعتبر اتفاقية عملية
حافة مشطوفةعلى النقيض من ذلك، يُعدّ هذا التصميم ميزةً تصميميةً مُحددةً بدقة، بأبعاد وزوايا مُتحكم بها. وتتجاوز وظائفه تنعيم الحواف، وتشمل:
- إرشادات التجميع
- تقليل التركيز على التوتر
- تحسين المظهر الجمالي
- ملاءمة دقيقة أو محاذاة
يتم تحديد الحواف عادةً ضمن نماذج CAD ويتم توضيحها بوضوح في الرسومات الفنية (على سبيل المثال، C1.0 × 45 درجة), يتم التعامل معها كعناصر هندسية مقصودة ومحكومة.
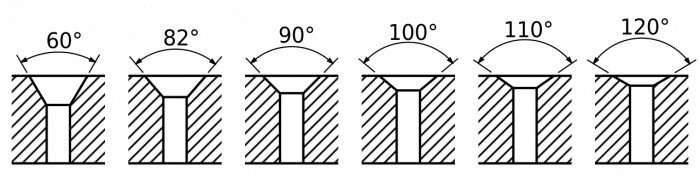
12.0الشطب مقابل الغاطس
على الرغم من أن كلاهما يتضمن أسطحًا مائلة، إلا أن وظائفهما ونواياهما التصميمية تختلف بشكل كبير:
| فئة | حافة مشطوفة | غاطس |
| وظيفة | كسر الحافة، وتوجيه التجميع، والمحاذاة، والجماليات | تركيب مسامير ذات رأس مسطح مستوية مع السطح |
| موقع | أي حافة (داخلية أو خارجية) | الثقوب الداخلية |
| الهندسة | وجه بزاوية بسيطة | تجويف مخروطي، متحدة المركز عادةً |
| الزوايا المشتركة | 30 درجة، 45 درجة، 60 درجة (قابلة للتخصيص) | 82 درجة، 90 درجة (موحدة) |
| نداء نموذجي | C1.0 × 45 درجة | غاطس Ø8 × 90° |
| تركيب البراغي | قد يساعد في الإدخال ولكن ليس خاصًا بالمسامير | يتوافق مع مواصفات المسمار ذو الرأس المسطح القياسي |
ملخص:يتم توحيد أحواض الحفر وتصنيعها خصيصًا للمثبتات، في حين تخدم الحواف المشطوفة أغراضًا أوسع وتوفر مرونة أكبر في التصميم.
13.0الشطب مقابل إزالة النتوءات
تعمل كلتا العمليتين على تحسين جودة الحافة، ولكنهما تختلفان في القصد والطريقة والتحكم:
| فئة | حافة مشطوفة | إزالة النتوءات |
| تعريف | قطع بزاوية ذات أبعاد دقيقة | تحسين الحافة عن طريق إزالة النتوءات |
| يتحكم | مُعرَّف في CAD، بأبعاد دقيقة | غالبًا بدون حجم محدد؛ مدفوع بالعملية |
| طريقة | الخراطة، الطحن، التصنيع باستخدام الحاسب الآلي | الطحن، التنظيف بالفرشاة، التقديم اليدوي، الاهتزاز، إلخ. |
| غاية | الميزة الوظيفية أو الهيكلية | تحسين السلامة والتشطيب السطحي |
| استمارة | زاوية وعمق ثابتين | غير منتظم، مدور، أو مشطوف بشكل دقيق |
ملخص:يعتمد تشطيب الحواف على التصميم والتحكم في الأبعاد، بينما يركز إزالة النتوءات على السلامة ونظافة السطح. يمكن تطبيقهما بشكل منفصل أو معًا حسب الاحتياجات الوظيفية والتصنيعية.
14.0ما هو الشطب في الهندسة؟
في الهندسة، أ حافة مشطوفة سطحٌ بزاويةٍ مُشَكَّلةٍ بدقة، يُستخدم لاستبدال حافةٍ حادةٍ في قطعةٍ ما. ما لم يُنص على خلاف ذلك، تكون زاوية الشطب القياسية عادةً 45 درجة.
الوظائف الأساسية للحواف:
- إزالة الزوايا الحادة:يقلل من نقاط تركيز الإجهاد ويعزز سلامة البنية.
- مساعدات التجميع:يقوم بتوجيه أدوات التثبيت إلى الفتحات أو تسهيل محاذاة الأجزاء أثناء التجميع.
- تحسين السلامة:يقلل من خطر الجروح أو الضرر الناتج عن الصدمات أو الإصابات المرتبطة بالتعامل.
- تحسين الواجهة:يعمل على تحسين جودة اللحامات أو الترابط اللاصق أو الوصلات المبرغلة عن طريق تنعيم أسطح التلامس.
في الرسومات الفنية، يجب تحديد أبعاد الحواف المشطوفة وتفاوتها وفقًا للمعايير الهندسية الدولية لضمان قابلية التصنيع ودقة الفحص. تشمل المعايير الشائعة ما يلي:
- ASME Y14.5
- ايزو 13715
تعتبر هذه المعايير ضرورية لتحقيق القدرة على التكرار والموثوقية في التصميم الميكانيكي الدقيق.
مراجع
violintec.com/sheet-metal-and-stamped-parts/الفرق بين الحواف ونصف القطر في تصنيع الصفائح المعدنية/
https://en.wikipedia.org/wiki/Chamfer



