

1.0دليل تقنيات اللكم
في التصنيع الحديث، تُعدّ تقنية التثقيب إحدى العمليات الأساسية في تشكيل المعادن، وتُطبّق على نطاق واسع في صناعات مثل السيارات والإلكترونيات والأجهزة المنزلية. ولا تقتصر تأثيرات طرق التثقيب المختلفة على كفاءة الإنتاج فحسب، بل ترتبط ارتباطًا مباشرًا بجودة المنتج وضبط التكاليف.
تقدم هذه المقالة نظرة عامة متعمقة على تسع تقنيات رئيسية للثقب، بما في ذلك التثقيب، وثقب الثقوب المستديرة، وثقب الثقوب الصغيرة والكبيرة، والثقب المتقطع. وتهدف إلى مساعدة المهندسين ومحترفي التصنيع على فهم خصائص كل تقنية وتطبيقاتها فهمًا كاملًا، مما يُحسّن دقة وكفاءة عمليات الثقب.
2.0التعتيم
في عملية التقطيع، تُصبح البزاقة المُهمَلة تقليديًا المنتج النهائي المطلوب. التوصيات هي كما يلي:
- تأكد من الأبعاد الرئيسية وحدد بوضوح غرض "التعتيم" عند الطلب.
- يتوافق حجم القالب بشكل مباشر مع حجم الجزء النهائي؛ ويتم حساب أبعاد اللكمة بشكل عكسي بناءً على القالب.
- استخدم اللكمات والقوالب الحادة لتحسين استقامة الجدار الجانبي.
- يمكن أن يؤدي تقليل خلوص القالب بما يقرب من 5% إلى زيادة نسبة المنطقة المصقولة وتعزيز الاتساق الأبعادي.
- استخدم اللكمات ذات الوجه المسطح.
- استخدم قوالب غير قابلة للتجريد.
- نظرًا لأن انخفاض الخلوص يؤدي إلى زيادة معدل التآكل، فيجب فحص تآكل الأداة بشكل متكرر.
3.0تقريب الزاوية
أداة نصف القطر رباعية الاتجاهات
- يشكل جميع الزوايا الأربع في عملية واحدة، ويحل محل عمليات متعددة أو أدوات مخصصة.
- متوافق مع أنظمة البرج ذات المحطة الفردية والأدوات المتعددة.
- يحسن كفاءة المعالجة ويقلل من تآكل الماكينة.
- يمكن تنفيذ تصميمات المفاصل الدقيقة لإزالة الأجزاء بسهولة باستخدام عملية "الاهتزاز والكسر".
- على سبيل المثال: بالنسبة لـ 100 جزء، تتطلب الأداة ذات الأربعة اتجاهات حوالي 108 ضربة فقط، مما يقلل العمليات بنحو 75%.
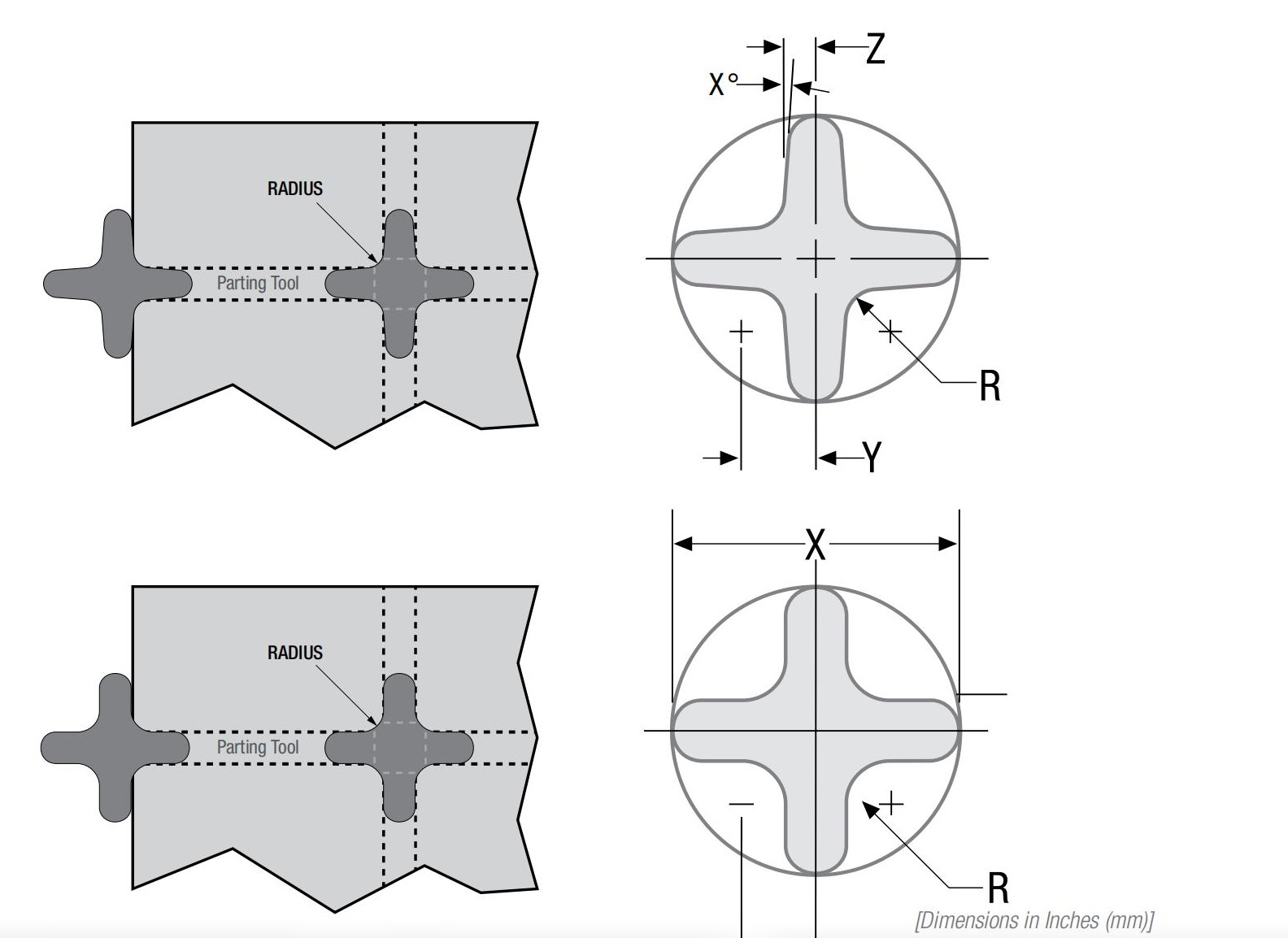
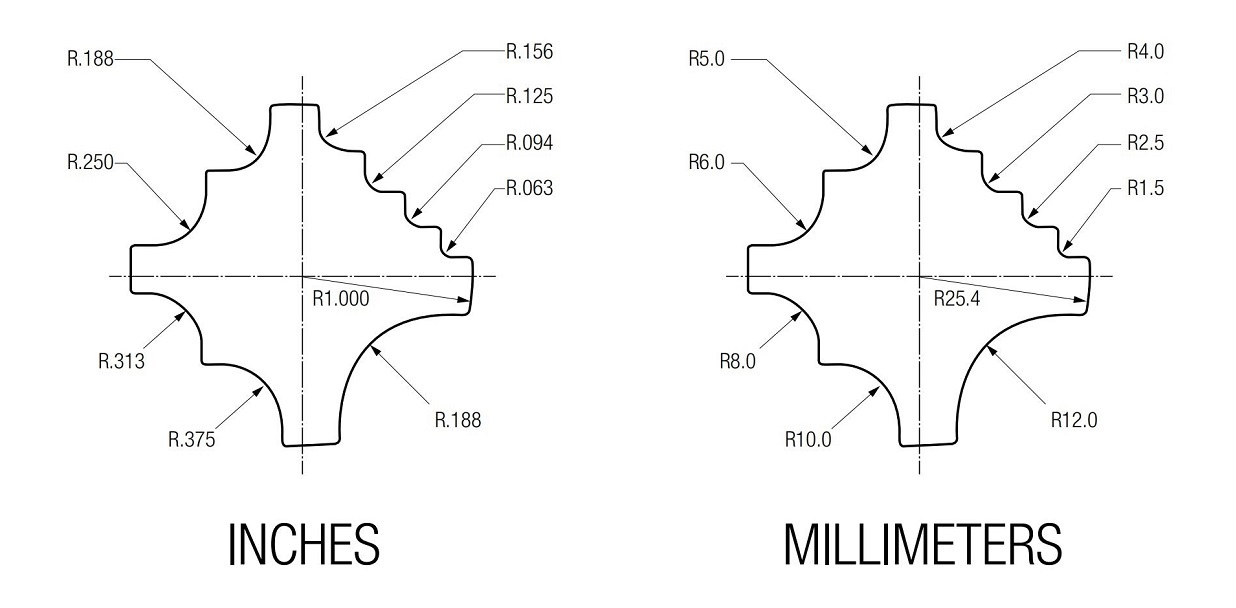
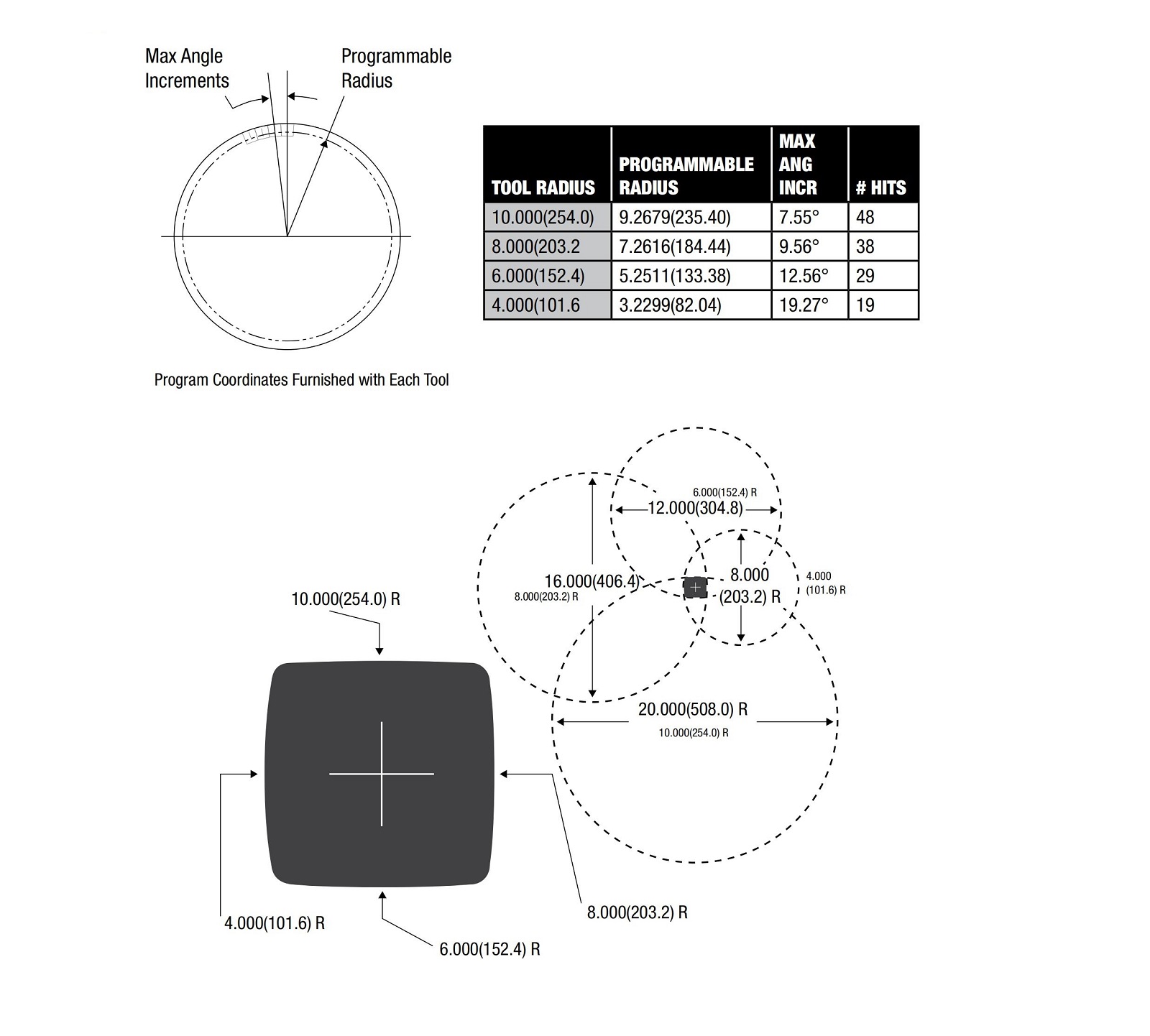
9 طرق ركن أداة التقريب
- يقدم تسعة أحجام نصف قطر شائعة (من 1/2 بوصة إلى 1/16 بوصة).
- يتم فهرستها تلقائيًا إلى نصف القطر المقابل.
- يوصى باستخدام الأدوات الموجهة بالكامل لتعزيز دعم اللكمة.
- يجب أن يغطي تصميم نصف القطر قوسًا بزاوية 90 درجة على الأقل.
- يجب أن يكون الحد الأدنى لعرض "الأنف" بين الأقطار المتجاورة 0.188 بوصة (حوالي 4.7 ملم) لضمان قوة الأداة.
4.0ثقوب ذات قطر صغير
نسب قطر اللكمة إلى سمك المادة الموصى بها:
| مادة | نسبة الأدوات غير الموجهة | نسبة الأدوات الموجهة بالكامل |
| الألومنيوم | 0.75:1 | 0.5:1 |
| الفولاذ الطري | 1:1 | 0.75:1 |
| الفولاذ المقاوم للصدأ | 2:1 | 1:1 |
مثال: بالنسبة للفولاذ المقاوم للصدأ بسمك 2.0 مم، فإن الحد الأدنى الموصى به لقطر الفتحة هو:
- أداة غير موجهة: 4.0 مم
- أداة موجهة بالكامل: 2.0 مم
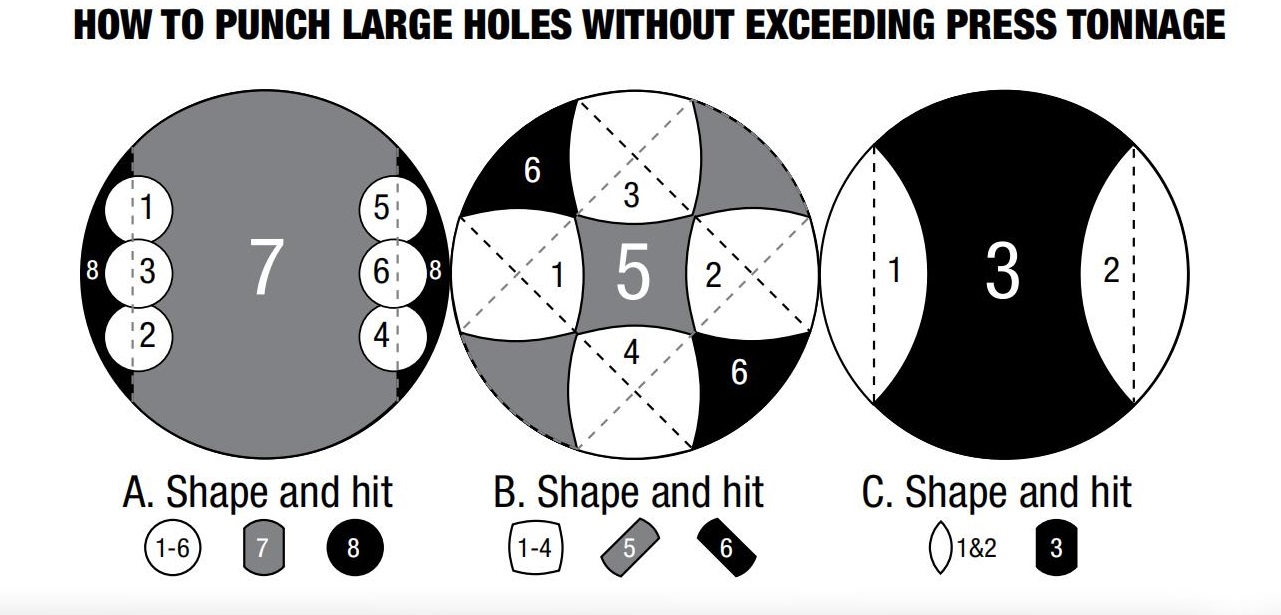
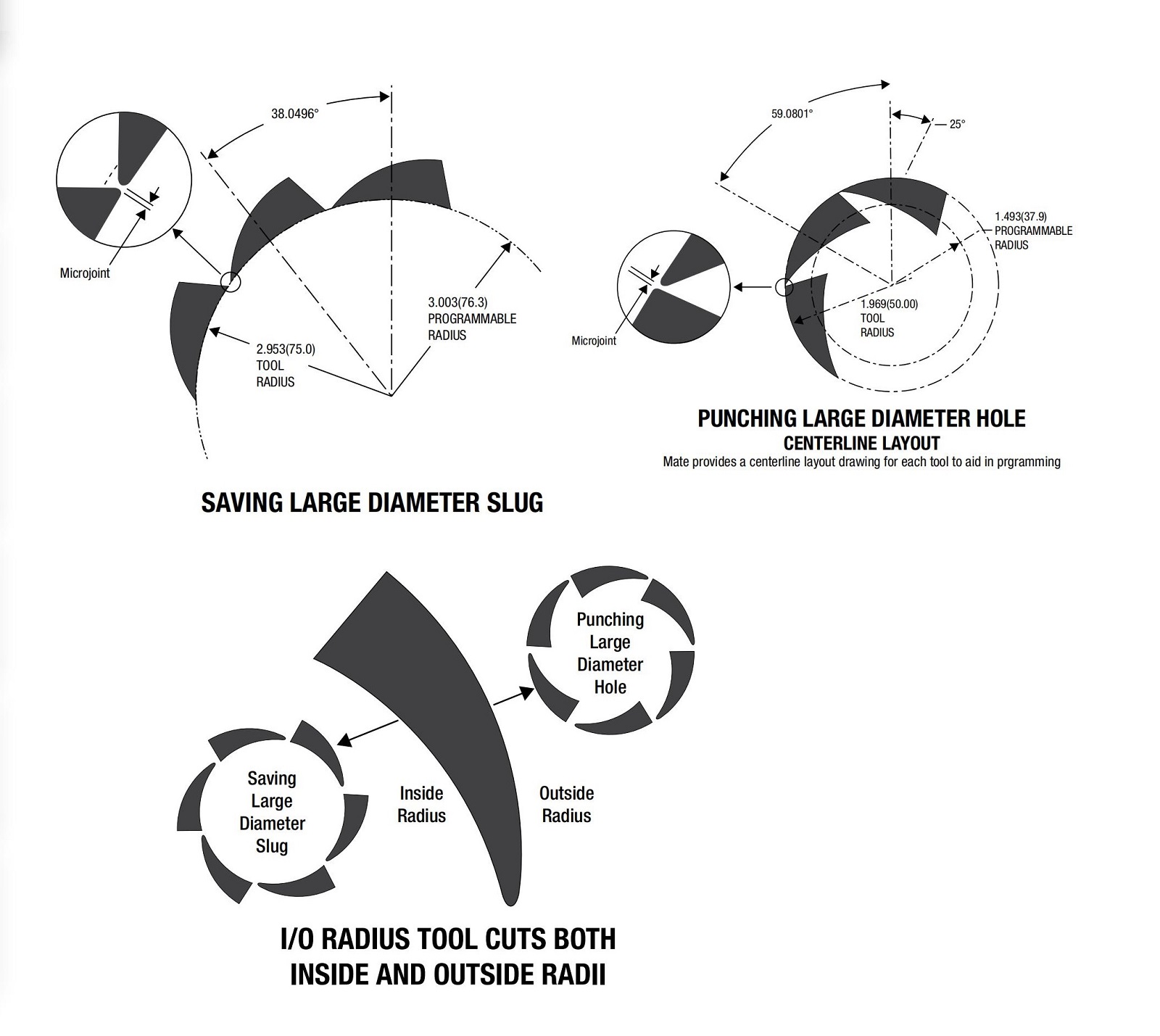
5.0ثقوب ذات قطر كبير
يتطلب ثقب ثقوب كبيرة بضربة واحدة قوة عالية. يُنصح باستخدام أسلوب مُجزّأ:
- استخدم مثاقب أصغر حجمًا لثقب محيط الفتحة بشكل جزئي، مما يقلل من قوة الثقب بما يزيد عن 50%.
- يمكن تصميم أشكال اللكمة على شكل حرف D مزدوج، أو أربعة أنصاف أقطار، أو فص مزدوج لتحقيق قطع نظيفة وتقليل بقايا سطح الطاولة.
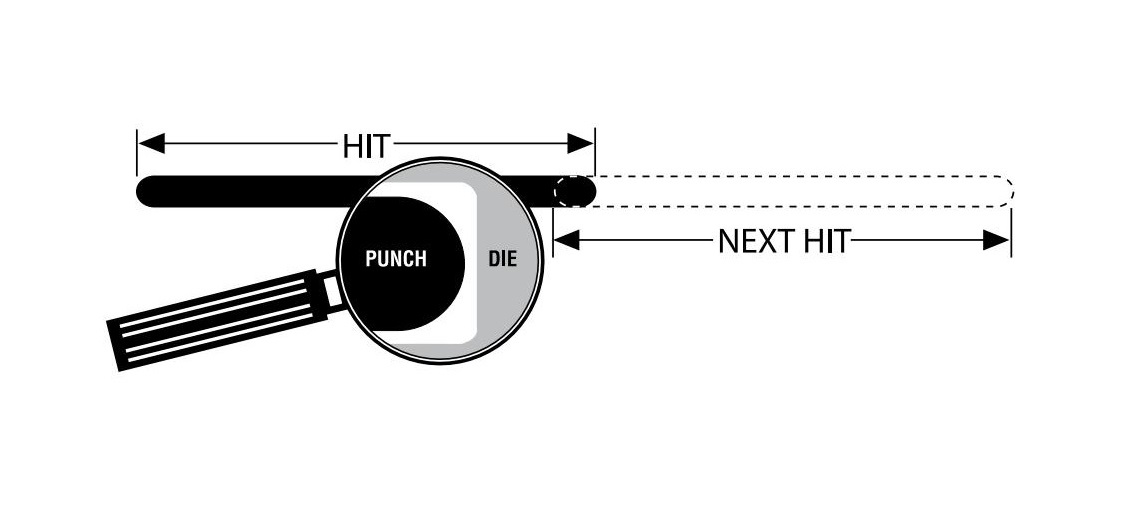
6.0قضم
رباعية نصف القطر أداة
- يتيح ثقب الثقوب الكبيرة بشكل أسرع وأكثر سلاسة.
- يتطلب عددًا أقل من النقرات؛ مثالي لمحطات الفهرسة التلقائية.
- يوصى باستخدام الأدوات الموجهة بالكامل لتحسين محاذاة اللكمة وقوة المشبك.
داخل/الخارج أداة نصف القطر
- يشكل حواف ناعمة مع الاحتفاظ بالقطعة أو الفراغ داخل المادة باستخدام وصلات دقيقة لفصلها لاحقًا بسهولة.
- يجب تعديل حجم المفصل الصغير بناءً على نوع المادة وسمكها.
7.0الشق
- تتضمن عملية التقطيع أحمالًا جانبية، مما يزيد من خطر انحراف اللكمة أو سحب المواد إلى القالب.
- من المستحسن استخدام اللكمات البيضاوية ذات القوالب ذات الزوايا المستديرة لتقليل حواف "أسنان المنشار".
- يعد هذا التصميم مناسبًا بشكل خاص لآلات اللكم القديمة، حيث يوفر حوافًا أكثر سلاسة وأجزاء أكثر أمانًا.
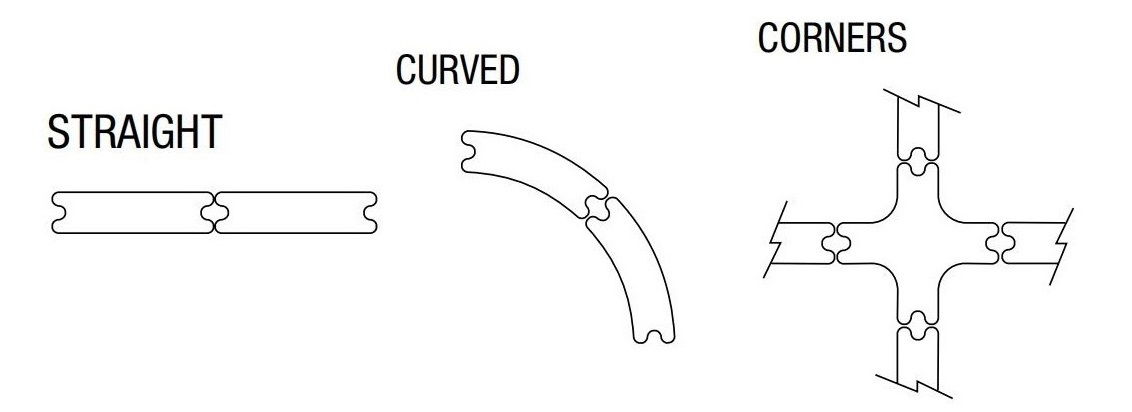
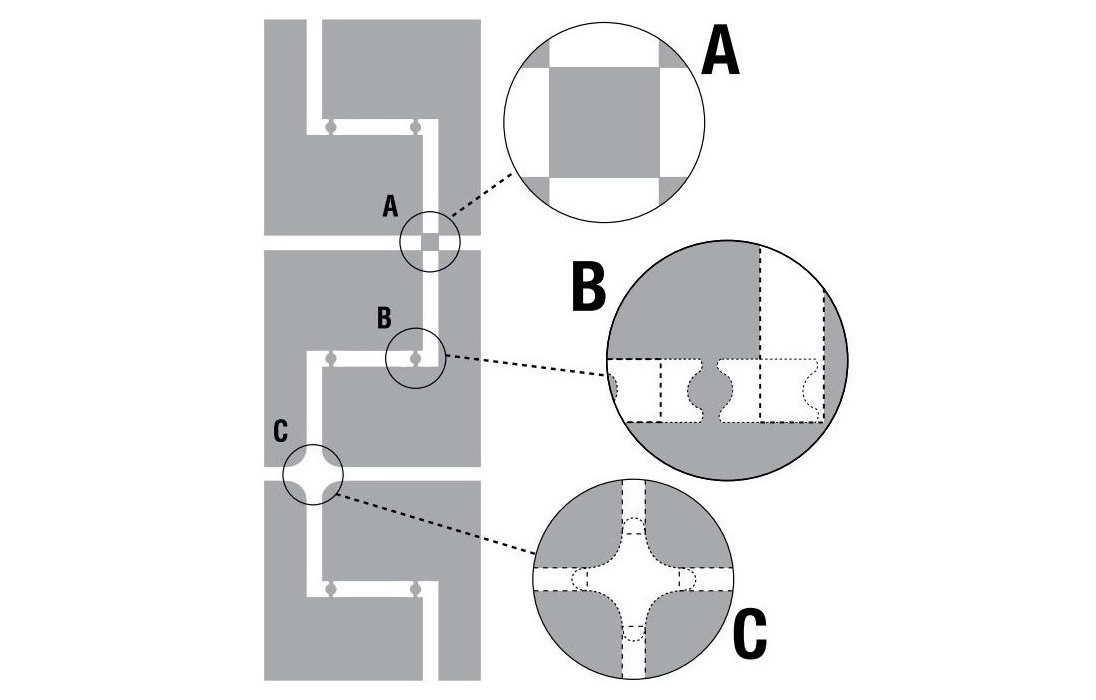
8.0المفاصل الدقيقة
إن التباعد الذي يتم التحكم فيه بواسطة البرنامج ينشئ اتصالات دقيقة (حوالي 0.2 مم) لإزالة الأجزاء بسهولة باستخدام طريقة "الاهتزاز والكسر".
تشمل أشكال المفاصل الدقيقة الشائعة ما يلي:
- مستطيل- للمفاصل الزاوية الخارجية
- ذيل الفراشة أو ذيل السمكة- لتوصيل الأجزاء
- شبه منحرف- للتثبيت من جانب واحد
يمكن تصميم الأدوات لفصل الأجزاء بكفاءة وفقًا لاحتياجات التفكيك.
ثلاث طرق تفكيك شائعة:
- هز وكسر:المفاصل المتقاربة مكسورة يدويا.
- أداة علامة التبويب:إن التباعد الكبير في الزوايا الداخلية يؤدي إلى إنشاء مفاصل دقيقة.
- أداة نصف القطر رباعية الاتجاهات:يقطع أربع زوايا مع وصلات في وقت واحد لسهولة الكسر.
9.0الشق
- أداة قطع الزوايا ثلاثية الاتجاهاتمناسب لقطع الزوايا من 15 درجة إلى 150 درجة.
- يوصى باستخدام أداة التوجيه الكامل لتحقيق استقرار الأداة.
- بالنسبة لحواف الزوايا الحادة، يُنصح باستخدام نصف قطر أدنى يبلغ 0.25 ملم لتقليل التآكل.
- إن ثقب الثقوب الصغيرة مسبقًا (بيضاوية أو مستديرة) يمكن أن يخفف الضغط أثناء الانحناء ويعزز قوة المفصل.
- يمكن إنشاء أدوات قطع مخصصة بتصميم "طرف الأنف".
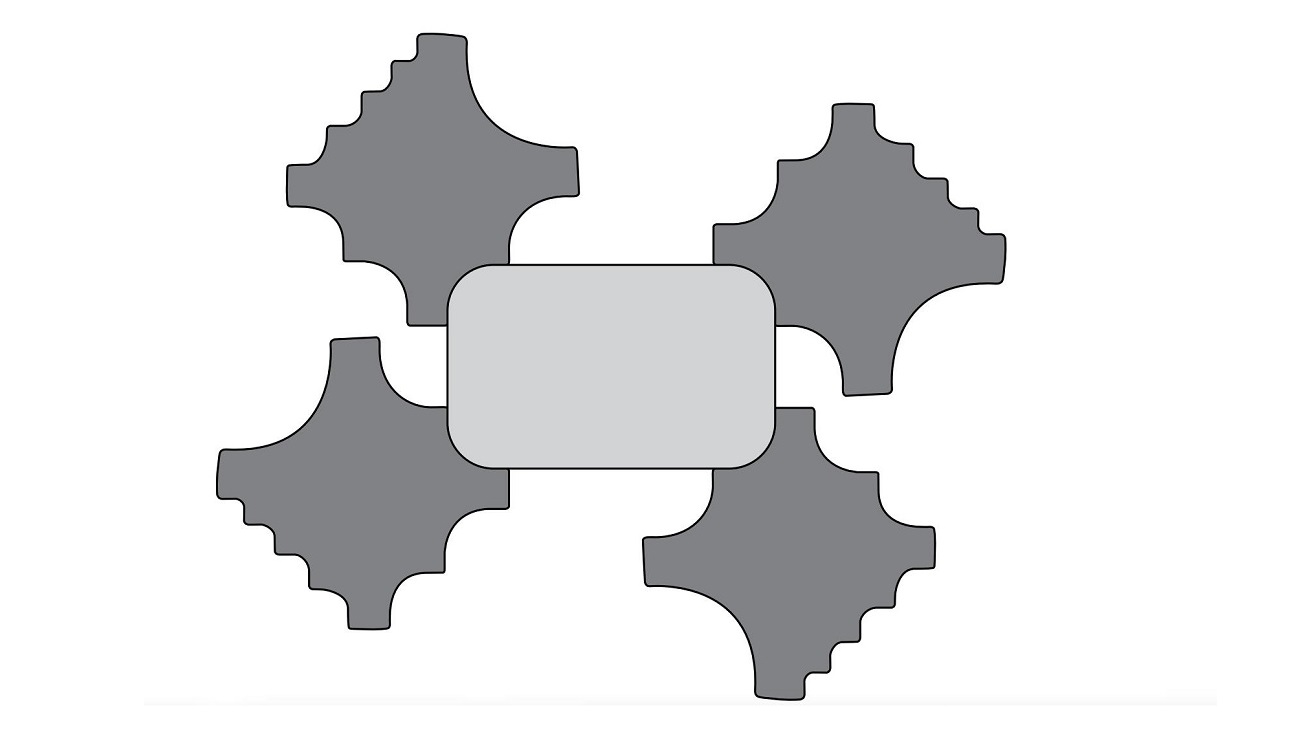
10.0تثقيب المجموعات
يُعدّ التثقيب العنقودي طريقة فعّالة لإنتاج ثقوب أو أنماط متكررة في الصفائح المعدنية. من خلال زيادة عدد الثقوب في كل ضربة، يُقلّل التثقيب العنقودي من وقت الإنتاج، ويُخفّض التكاليف، ويُقلّل من تآكل الآلة. تتوفر تصاميم وتكوينات متنوعة للتثقيب العنقودي لتناسب مختلف التطبيقات.
النقاط الرئيسية:
تعمل عملية ثقب المجموعات على تعظيم الكفاءة من خلال ثقب عدة ثقوب في وقت واحد.
يؤدي تآكل الأداة إلى زيادة قوة اللكم، لذا فإن مراقبة حالة الأداة أمر مهم.
حساب قوة اللكم:
يجب أن تكون قوة اللكم القصوى الموصى بها لا تتجاوز 75% من يضعطالقدرة المقدرةاستخدم الصيغة التالية لتقدير قوة اللكم المطلوبة:
قوة اللكم (طن / طن متري)
= الطول الخطي للقطع × سمك المادة × قوة القص
-
الطول الخطي للقطع
= محيط الثقب × عدد اللكمات في المجموعة -
محيط الحفرة
-
ثقب دائري = 3.14 × القطر
-
ثقب على شكل = مجموع أطوال الأضلاع
-
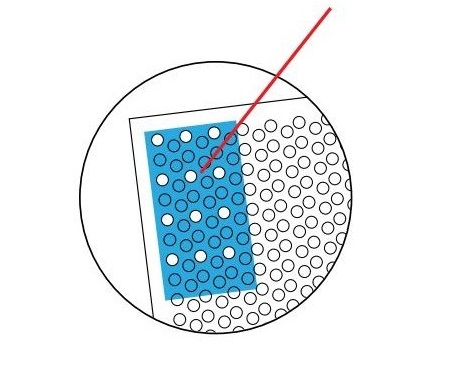
في هذا المثال، المثقب (المستطيل الأزرق) عبارة عن مجموعة من ١٢ ثقبًا دائريًا، قطر كل منها ٦٫٣٥ مم (٠٫٢٥٠ بوصة). تغطي المجموعة ٤٨ ثقبًا مثقوبًا في مجموعات من ١٢ ثقبًا × ٤ ضربات. المادة المستخدمة هي فولاذ متين بسمك ١٫٥٢ مم (٠٫٠٦٠ بوصة).
حساب قوة اللكم (الثقوب المستديرة)
| وحدة | حساب محيط الحفرة | × اللكمات | = الطول الخطي للقطع | × السُمك | × قوة القص | = قوة اللكم |
|---|---|---|---|---|---|---|
| بوصة | 3.14 × 0.250 = 0.785 بوصة | × 12 | = 9.42 بوصة | × 0.060 بوصة | × 25 | = 14.1 طنًا |
| متري | 3.14 × 6.35 = 19.94 ملم | × 12 | = 239.26 ملم | × 1.52 ملم | × 0.345 | = 12.8 طنًا متريًا |
حساب قوة اللكم (الثقوب المربعة)
| وحدة | حساب محيط الحفرة | × اللكمات | = الطول الخطي للقطع | × السُمك | × قوة القص | = قوة اللكم |
|---|---|---|---|---|---|---|
| بوصة | 4 × 0.250 = 1.00 بوصة | × 12 | = 12.00 بوصة | × 0.060 بوصة | × 25 | = 18.0 طنًا |
| متري | 4 × 6.35 = 25.40 ملم | × 12 | = 304.80 ملم | × 1.52 ملم | × 0.345 | = **16.3 متري |
اللكم العنقودي (تابع)
الحد الأدنى لحجم اللكمة
عند ثقب ثقوب صغيرة القطر، من الضروري شحذ الأدوات جيدًا وصيانتها جيدًا. استخدم ما يلي: نسب سمك اللكمة إلى المادة كإرشادات عامة لتجنب فشل الأدوات أو مشاكل الماكينة:
| مادة | نسبة الأدوات القياسية | نسبة الأدوات الموجهة بالكامل |
| الألومنيوم | 0.75 : 1 | 0.5 : 1 |
| الفولاذ الطري | 1 : 1 | 0.75 : 1 |
| الفولاذ المقاوم للصدأ | 2 : 1 | 1 : 1 |
مثال (سمك المادة = .078″ / 2.0 مم):
| مادة | أصغر لكمة (قياسية) | أصغر لكمة (موجهة بالكامل) |
| الألومنيوم (0.078 / 2.0 مم) | .059 بوصة (1.5 ملم) | .039 بوصة (1.0 مم) |
| الفولاذ المعتدل (0.078 / 2.0 مم) | .078 بوصة (2.0 مم) | .059 بوصة (1.5 ملم) |
| الفولاذ المقاوم للصدأ (0.078 / 2.0 مم) | .157 بوصة (4.0 ملم) | .078 بوصة (2.0 مم) |
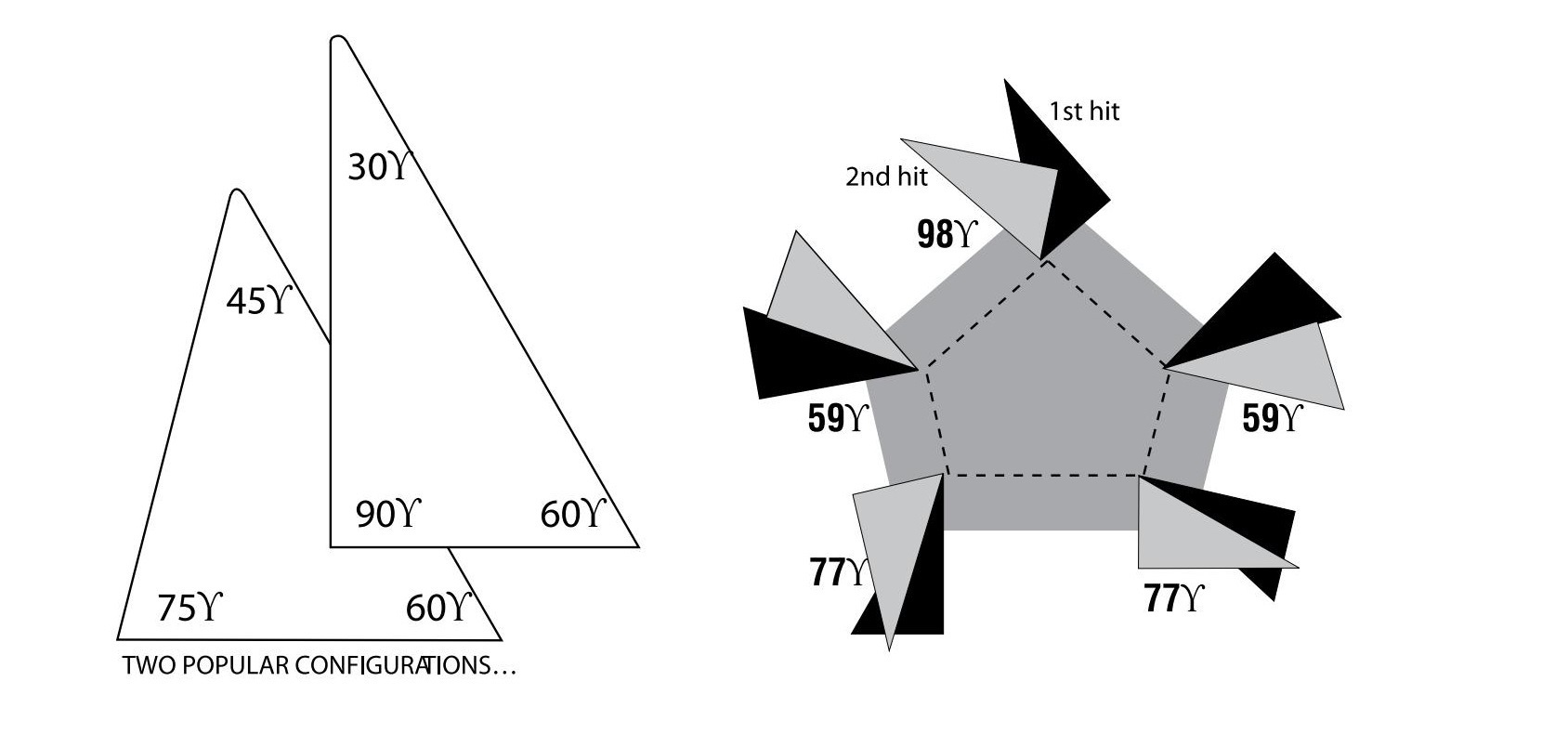
اتساق الثقب وتسطيح الورقة
للحصول على جودة ثقب أفضل وقطع عمل أكثر تسطيحًا:
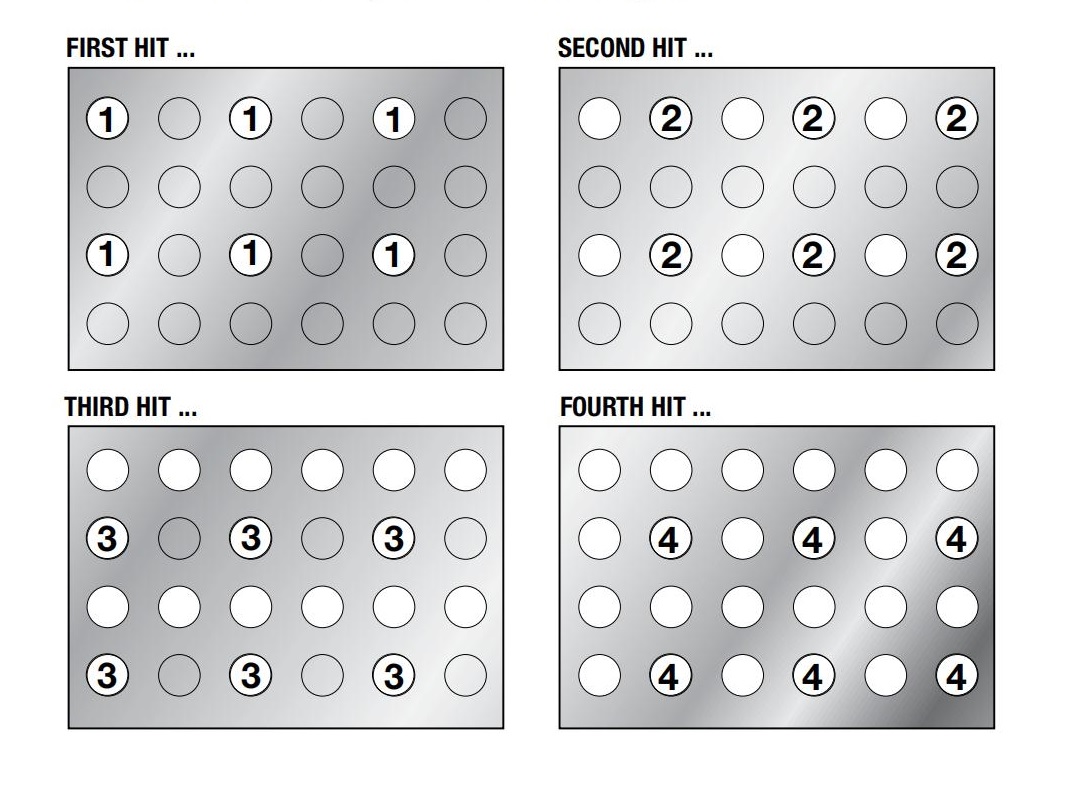
- تجنب ثقب الثقوب المجاورة بضربة واحدة.
- قم بتوزيع اللكمات على الضربات المتعددة (على سبيل المثال، الضربة الأولى، الضربة الثانية، الضربة الرابعة، وما إلى ذلك) لتوزيع القوة.
- كرر حسب الحاجة لإكمال النمط بالكامل.
يواستخدام أدوات المجموعة الموجهة بالكامل في التطبيقات الصعبة
يوصى باستخدام اللكمات العنقودية الموجهة بالكامل في الحالات التالية:
- بيئات الإنتاج العالية
- نقاط الثقب ذات القطر الصغير والتي تتطلب إرشادات إضافية
- تطبيقات ذات رؤوس ثقب أقل واتصال أقل بالمجرد
- الجري لمسافات طويلة والمهام الشاقة
طلاء لإطالة عمر الأداة
- زيادة تزييت نقطة الثقب
- تقليل التآكل
- المساعدة في الحفاظ على اللكمة النظيفة والمتسقة
تشحيم مجموعات اللكمات
استخدم مواد تشحيم عالية الجودة (على سبيل المثال، زيت التلاشي) من أجل:
- تقليل تراكم الحرارة
- منع التهيج
11.0مرجع سريع لاستكشاف أخطاء عملية التثقيب وإصلاحها
| مشكلة | السبب المحتمل | الحل المقترح |
| مُبَالَغ فيه نتوءات | خلوص القالب غير صحيح | تعديل إلى الوضع المناسب |
| تختلف صلابة المواد، على الرغم من المقياس هو نفسه |
ضبط الخلوص | |
| اللكمات والموتات الباهتة | شحذ الأدوات | |
| تراكم البزاقات أو تعبئتها | فحص القوالب والتخليص | |
| زيادة اختراق اللكمة | ||
| حامل على المحطة غير محاذي | التحقق من المحاذاة | |
| فقير فتحة جودة | اللكمات والموتات الباهتة | شحذ الأدوات |
| التخليص غير السليم | تعديل إلى الوضع المناسب | |
| يموت لا يجلس بشكل صحيح | قوالب الفحص | |
| حامل أو محطة خارج المحاذاة | التحقق من المحاذاة | |
| ثقب المواد الرقيقة | استخدم الأدوات الموجهة | |
| لكمة الكسر | خلوص القالب غير كافٍ | تعديل إلى الوضع المناسب |
| الأشكال المتقاطعة | تأكد من تحميل الأدوات بشكل صحيح برج |
|
| حجم اللكمة أقل من مادة واحدة سماكة |
استخدم الأدوات الموجهة | |
| لكمة يفعل لا يجرد | اللكمات أو القوالب الباهتة | شحذ الأدوات |
| خلوص غير صحيح للقالب | تعديل إلى الوضع المناسب | |
| مادة صعبة | ضبط خلوص القالب | |
| نبع ضعيف | استبدال الزنبرك | |
| تم تجاوز حدود الأداة | ||
| مزعج | تزييت الأدوات | |
| لكمة مزعج | لكمة باهتة | حافظ على الأدوات حادة |
| لا يوجد تزييت | قم بتزييت قطعة العمل - استخدم مات وسادات الإزالة (انظر الصفحة 17) |
|
| معدل إصابة مرتفع | يُعدِّل | |
| لا يوجد طلاء | ||
| خلوص القالب غير كافٍ | زيادة خلوص القالب | |
| لكمة الالتصاق في عمل قطعة | لكمة باهتة و/أو قالب | شحذ الأدوات |
| خلوص القالب غير كافٍ | زيادة خلوص القالب | |
| الإثارة على اللكمة | إزالة الحكة | |
| عدم كفاية التشحيم | قم بتزييت قطعة العمل - استخدم مات وسادات الإزالة (انظر الصفحة 17) |
|
| نبع ضعيف | زيادة التجريد استبدال نوابض التجريد |
|
| سريع أداة يرتدي | خلوص القالب غير كافٍ | زيادة خلوص القالب |
| ارتفاع درجة حرارة اللكمة | تشحيم الأدوات | |
| ممارسات الشحذ السيئة | انظر صيانة اللكمة والقوالب | |
| قضم | تغيير البرمجة | |
| تجريد ضعيف | ||
| محاذاة سيئة للأداة | إعادة تنظيم المحطات برج المستوى استبدال حاملات الأدوات |
|
| المواد التي يتم ثقبها (على سبيل المثال، الفولاذ المقاوم للصدأ) |
||
| ملزمة دقة | حاملات العمل البالية | تعديل أو استبدال استبدال أسطح الإمساك |
| مشاكل المحاذاة | إعادة محاذاة الجدول للضغط فحص ثقوب البرج البالية برج المستوى |
|
| سبيكة سحب | المغناطيسية في الأدوات | إزالة المغناطيسية |
| ثقوب ذات قطر صغير** | انظر أدناه | |
| **الحالات الأكثر شيوعًا لسحب الرصاص هي: الثقوب المستديرة. 250 إلى .750 (6.35 إلى 19) قطر في مادة بسمك .039 إلى .078 (1 إلى 2)، مع حادة الأدوات، باستخدام الخلوص الأمثل، والحد الأدنى من الاختراق على المواد المدهونة بالزيت. الحلول المقترحة هي: ●تعظيم اختراق القالب استخدم Slug Free@dies ●قاذفات الرصاص |
||
| سطح الشقوق على وجه ل لكمة | أداة غير مصقولة بشكل صحيح | عجلة التجهيز والطحن مع أخذ قطع خفيفة |
| الاعوجاج ل عمل قطعة | أدوات باهتة | شحذ المثقب والقالب (استخدم سائل التبريد عند الشحذ) |
| التخليص غير السليم | زيادة أو نقصان حسب الضرورة | |
| لا يوجد تزييت | تشحيم الورقة | |
| تجريد ضعيف | زيادة التجريد | |
| برمجة | إعادة برمجة تسلسل اللكم اصطدم الجسر بفتحات كبيرة |
|
12.0ملخص
تقدم هذه المقالة بشكل منهجي تسع تقنيات تثقيب شائعة الاستخدام، مشتمل التعتيم, تقريب الزاوية, ثقوب ذات قطر صغير وكبير, قضم, الشق, المفاصل الدقيقة, الشق، و تثقيب المجموعات.
لكل تقنية متطلبات عملية خاصة بها وسيناريوهات تطبيق خاصة بها. على سبيل المثال:
- التعتيم يركز على أبعاد القالب وحدة الحافة.
- ركن التقريب يركز على تحسين الإنتاجية وتقليل تآكل الآلات.
- المفصل الدقيق تكنولوجيا يسهل فصل الأجزاء بسهولة بعد اللكم.
من خلال الاختيار الصحيح لهذه التقنيات وتحسينها، لا يستطيع المصنعون التحسين فحسب جودة المنتج ولكن أيضا إطالة عمر الأداة و خفض تكاليف الإنتاج، مما يساهم في عمليات ختم المعادن بكفاءة ودقة.
13.0الأسئلة الشائعة
س1: ما هو التقطيع، وكيف يختلف عن التثقيب؟
أ1: يؤدي التقطيع إلى قطع الجزء غير المرغوب فيه من مادة الورقة، مما يترك المواد المتبقية كمنتج نهائي. وعلى النقيض من ذلك، فإن اللكم يزيل الجزء المطلوب من الورقة. في عملية التقطيع، حجم القالب يحدد أبعاد المنتج النهائي.
س2: ما هي مزايا أداة تقريب الزوايا بأربعة اتجاهات؟
أ2: يمكن للأداة ذات الأربع اتجاهات لكمة جميع الزوايا الأربع في وقت واحد، تقليل عدد الضربات، تقليل تآكل الماكينة، تحسين الكفاءة، و إزالة الحاجة إلى محطات الفهرس.
س3: كيف أحدد الحد الأدنى لحجم الثقب للثقوب الصغيرة؟
أ3: يعتمد الحد الأدنى لحجم اللكمة على نوع المادة وسمكها. راجع الموصى به نسبة قطر اللكمة إلى سمكها. استخدام أدوات موجهة بالكامل يسمح بفتحات أصغر مع دقة أفضل.
س4: ما هو القضم ومتى يجب استخدامه؟
أ4: أشكال القضم ثقوب كبيرة أو معقدة من خلال سلسلة من اللكمات المتداخلة. إنه مثالي لـ الأشكال غير القياسية أو ثقوب ذات قطر كبير، مما ينتج حواف ناعمة أثناء تقليل حمل الآلة.
س5: ما هو الغرض من تقنية المفصلات الدقيقة؟
أ5: المفاصل الدقيقة تخلق اتصالات صغيرة بين الأجزاء المثقوبة والمادة الأساسية، مما يسمح للأجزاء بالبقاء متصلة لسهولة التعامل معها، ثم يتم تجميعها لاحقًا تم فصلها يدويًا بدون ضرر أو سوء وضع.
س6: كيف يمكنني تجنب طي المواد أثناء التقطيع؟
أ6: يستخدم لكمات بيضاوية ذات قوالب مستديرة لإنشاء مسارات قطع أكثر سلاسة و تقليل الأحمال الجانبية، منع المواد من الطي و تحسين جودة القطع.
س7: كيف أقوم بحساب قوة الثقب للثقب العنقودي؟
أ7: قوة اللكم (بالطن) =
إجمالي طول القطع × سمك المادة × قوة القص.
ال أقصى قوة يجب لا تتجاوز 75% من القدرة المقدرة لآلة الضغط.


